模具制作标准
- 格式:ppt
- 大小:241.00 KB
- 文档页数:20
斜齿轮受力方向分析
页脚内容5 齿轮模具设计及制作标准(一)
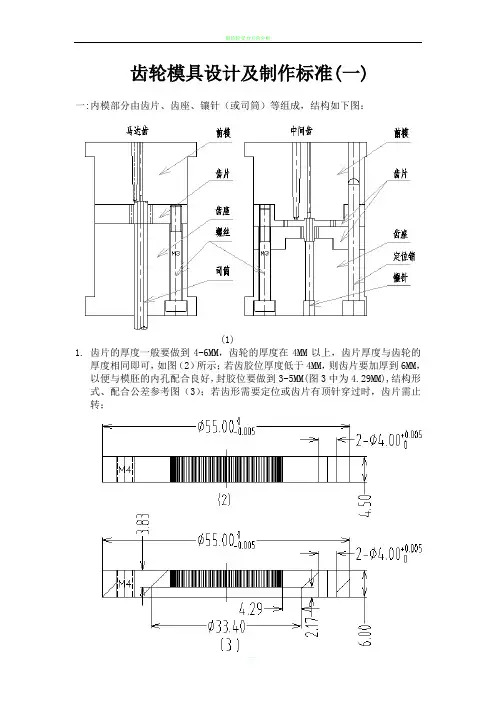
一:内模部分由齿片、齿座、镶针(或司筒)等组成,结构如下图:
(1)
1. 齿片的厚度一般要做到4-6MM,齿轮的厚度在4MM以上,齿片厚度与齿轮的厚度相同即可,如图(2)所示;若齿胶位厚度低于4MM,则齿片要加厚到6MM,以便与模胚的内孔配合良好,封胶位要做到3-5MM(图3中为4.29MM),结构形式、配合公差参考图(3);若齿形需要定位或齿片有顶针穿过时,齿片需止转;
斜齿轮受力方向分析
页脚内容5
2. 齿座结构形式、配合公差参考图(4);
(4)
3. 镶针的结构形式、配合公差参考图(5)
(5)
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好PA、PPS等料建议先不要开排气,具体结构如图(6);
斜齿轮受力方向分析
页脚内容5
(6)
5.进胶点的设计,一般齿根圆直径在8MM以上时,采用三点进胶;小于8MM时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图(7);
6.模胚的加工要求,模胚加工时模仁孔要求A、B板的模仁孔、定位器孔要同心,斜齿轮受力方向分析
页脚内容5 加工时A、B板装夹后,一同加工,下图为A板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差,B板的标注与A板相同;
斜齿轮受力方向分析
页脚内容5 二、齿轮产品模具的基本结构:
冲压模具设计制造标准
冲压模具是制造行业中常用的一种模具,它在汽车、家电、电子产品等领域有着广泛的应用。冲压模具设计制造标准对于产品的质量和生产效率有着重要的影响。本文将从设计、制造、使用等方面介绍冲压模具的标准要求。
首先,冲压模具的设计应符合相关的标准要求。在设计过程中,需要考虑产品的材料、尺寸、形状等因素,以及模具的结构、材料、热处理等要求。设计人员需要熟悉相关的标准规范,如GB/T 13306-2011《模具零件名称》、GB/T 13307-2011《模具零件图样》等,确保设计的模具符合产品的要求。
其次,冲压模具的制造也需要按照标准进行。制造过程中需要严格控制模具的尺寸精度、表面质量、硬度等要求,确保模具的使用性能。同时,还需要按照相关的标准进行模具的热处理、表面处理等工艺,提高模具的耐磨性和使用寿命。
另外,冲压模具在使用过程中也需要符合一定的标准要求。操作人员需要按照相关的安全操作规程进行操作,确保人身安全和设备的正常运行。同时,还需要定期对模具进行检查、保养和维护,延长模具的使用寿命,提高生产效率。
总之,冲压模具设计制造标准对于产品质量和生产效率有着重要的影响。设计人员、制造人员和操作人员都需要严格按照相关的标准要求进行工作,确保模具的质量和性能达到标准要求,为企业的发展提供有力支持。
模具制作标准
模具制作标准是指在制造模具的过程中,必须遵循的一系列规范和标准化的操作流程,确保生产出的模具符合质量要求、安全有保障、使用寿命长久。在当今不断发展的制造业中,模具作为生产工具,其重要性日益凸显,因此,制定模具制作标准显得尤为重要。
模具制作标准的目的:
1.确保模具的准确性和完整性
在模具制造过程中,不同环节需要采取不同的标准和规范来控制和管控,以确保模具制造的准确性和完整性。比如,切削加工与磨削加工的工艺标准,表面质量的标准,钢材、电极等制造标准和选用标准。
2.确保制造过程的安全性
模具制造中,涉及到的设备、工具等都有一定的危险性。因此,制订一套完善的操作标准可以有效保障制造过程的安全性。在操作规范中应该包含安全标准,操作员应该遵守的安全要求,以确保工人的人身安全。
3.确保模具的质量
制定模具制作标准,是为了提高模具的质量水平,从而提升模具的性能和使用寿命。这些规范包括材质含量标准,尺寸精度规范等,以确保模具达到或超过客户的要求及国际标准要求。
模具制作标准的详细规范:
1.模具制造的成本、质量和交货期
模具的制造成本、质量和交货期应始终围绕在客户要求之内。•成本:模具制造的各阶段的成本,比如、原材料和某些模具零部件,应该与客户及制造方一致。•质量:模具必须符合客户的质量标准。模具必须满足设计、材料和制造方面的所有特定要求。•交货期:模具的交货期应该符合客户的进度,确保模具在需求日前交付。
2.模具设计标准
模具的设计标准决定了模具的准确性和使用寿命。设计标准应安全、可靠。设计标准还应包括使用材料,工艺和表面加工要求等等。
3.制造标准
制造标准是模具制造的过程中必须遵循的标准。制造标准主要包括硬度标准,Moldcore 设计和加工标准,线切割要求等。
4.工装和夹具
为了保障模具生产效率、质量,设计和制造定点夹具以固定模具和工装辅助模具制造过程、修补。
5.模具的维修和保养 故障发生时,很多时候可以通过保养和维修来解决,以延长模具寿命。
成品硫化模具检验规范
一、总则
1、检验人员必须具有机械加工方面的专业知识和五年以上实际工作经验,且能满足单件加工对检验工作的各项要求。
2、检验人员所使用的计量器具必须是经计量部门校验合格并在检定周期内。
3、检验人员验收前应该熟悉相关模具图样和技术文件及加工方法,了解模具的关键尺寸及装配关系控制要点。
4、检验人员必须严格按照模具图样和技术文件所要求、所规定的要求对模具进行检测和判定。
5、检验人员对工模车间在制模具进行标识。
6、检验人员必须定期(三个月、最长六个月)参加专业知识培训,学习和接受先进的检测方法,以提高自身的业务水平。
二、检验制度
1、首检制度
对每个操作者进行每一道工序加工的模具零件,应进行全方位的检测和判定,并如实填写记录。
2、巡检制度
对工艺文件规定的关键零件或关键工序实行巡检制度,确保关键零件加工全过程处于受控状态。
3、转序检验制度
对即将转入下道工序的模具零件,应全数进行检验,以免不合格品流入下道工序。
4、完工检验
对即将转入试制环节(转入下一工序)的模具零件,必须进行完工检验(已注证明检验合格的工序可以免检),检验内容包括:
a、尺寸和形状是否符合图样要求;
b、有无遗漏加工工序。
三、基本检测方法
1、外径的测量
a、测量被测件外径尺寸时,至少应在圆周、轴向四个位置使用游标卡尺进行测量,应进行记录。四次测量的切点夹角应在60°~120°之间,最大与最小直径之差即为该外径尺寸圆度误差。
b、当被测件直径长度大于25mm时,需做直线度检测,利用刀口尺工作面与外径母线接触,观察漏光情况,然后作检测记录。
c、在作b项检查的同时,还需要作圆度检测,即在直径长度方向范围内,分别取较大间隔的四个位置进行外经测量,方法同a项,取其中误差值最大两组做记录并计算圆度误差值。
2、 内径的测量
测量被测件内径尺寸,至少应在轴向三个部位进行测量,并进行记录,三次测量的位置应检测一次旋转60°再测量,最大与最小内径之差为该内径的圆度误差。