特种加工设备
- 格式:pptx
- 大小:5.65 MB
- 文档页数:18

1 特种设备安全监察业务工作讲义
一、特种设备概念
1、定义
《条例》所称特种设备是指涉及生命安全、危险性较大的设备和设施的总称。是因设备本身性能和外在因素的影响容易发生事故,且一旦发生事故将造成人员伤亡及重大财产损失的危险性设备。
2、种类
《条例》规定特种设备包括锅炉、压力容器(含气瓶)、压力管道、电梯、起重机械、客运索道、大型游乐设施等七大类。根据国家局近期工作布置,厂内车辆也将列入《条例》监察范围。
目前,我们将锅炉、压力容器、压力管道称为承压类特种设备,电梯、起重机械、客运索道、大型游乐设施称为机电类特种设备。
二、设备类别、主要参数、主要安全附件及监察范围
(一)锅炉
1、定义:是指利用各种燃料、电或者其它能源,将所盛装的液体加热到一定的参数,并承载一定压力的密闭设备。
2、类别:
从结构分,可分为水管锅炉和锅壳式锅炉;从用途分,可分为工业锅炉、生活锅炉、电站锅炉;从压力分,可分为常压锅炉、低压锅炉、中压锅炉、高压锅炉、超高压锅炉;从介质分,可分为热水锅炉、蒸汽锅炉、热载体锅炉等;从燃料分,可分为燃煤锅炉、燃油锅炉、燃气锅炉等。
3、主要参数:
(1)额定蒸汽压力:指在额定运行工况下,其出口处的蒸汽压力。单位Mpa(兆帕)。
(2)额定热功率(相对热水锅炉和有机热载体锅炉而言),指在额定运行工况下,在单位时间内输出的热量。单位:MW/h(兆瓦/小时)。 2 (3)工作压力:指锅炉、锅炉受压元件处的运行压力。
(4)额定蒸发量:指蒸汽锅炉在额定运行工况下,单位时间内能产生额定压力蒸汽的能力。单位:T/h(吨/小时)。
4、主要安全附件
(1)安全阀:其作用是当锅炉内的压力超过规定要求时自动开启,达到泄压报警的目的。
(2)压力表:其作用是监视锅炉的工作压力。
(3)水位计(或称水位表):其作用是监视锅炉内水位的高低,防止发生缺水、满水事故。
5、监察范围:容积≥30L的承压蒸汽锅炉;出口水压≥0.1Mpa(表压),且额定功率≥0.1MW的承压热水锅炉;有机热载体锅炉。

2特种加⼯实训教程(线切割机床的操作技巧与⽇常保
养)
课题C-2 数控线切割机床的操作技巧与⽇常保养
⼀、实训⽬的及要求:1、掌握数控线切割机床加⼯的原理、加⼯的特点及机床的分类
2、熟练快⾛丝线切割机床的操作技巧
3、学会机床的⽇常保养
⼆、实训设备⼯具及量具:
线切割机床、特种加⼯专⽤油、钼丝、⼗字/⼀字螺丝⼑、碎布、油扫、游标卡尺、千分尺。
三、实训内容及步骤:
(⼀)、线切割加⼯原理
电⽕花线切割加⼯(Wire Cut Electrical Discharge Machining,简称WCEDM)是在电⽕花加⼯基础上于50年代末在前苏联发展起来的⼀种新⼯艺,由于其加⼯过程是利⽤线状电极靠⽕花放电对⼯件进⾏切割,故称电⽕花线切割。⽬前,国内外的线切割机床已占电加⼯机床的60%以上。1、电⽕花线切割加⼯的基本原理与电⽕花成型加⼯⼀样,也是利⽤⼯具电极对⼯件进⾏脉冲放电时产⽣的电腐蚀现象来进⾏加⼯的。但是,电⽕花线切割加⼯不需要制作成型电极,⽽是⽤运动着的⾦属丝(钼丝或铜丝)作电极,利⽤电极丝和⼯件在⽔平⾯内的相对运动切割出各种形状的⼯件。若使电极丝相对⼯件进⾏有规律的倾
斜运动,还可以切割出带锥度的⼯件。⼯件接在脉冲电源的正极,电极丝接负极。2、脉冲电源的正接⼯件,负极接电极丝。电极丝以⼀定的速度往复运动,它不断地进⼊和离开放电区。在电极丝和⼯件之间注⼊⼀定量的液体介质。机床⼯作台带动⼯件在⽔平⾯内作两个⽅向移动,可切割出⼆维图形(图c2-1)。同时,丝架可作⼩⾓度摆动,可切割出斜⾯。导轮
图C2-1 电⽕花线切割原理图(⼆)、线切割加⼯特点
1. 与电⽕花成型相⽐不需要制作电极;(⽣产准备时间短)
2. 电极丝沿长度⽅向运动,加⼯中损耗少,加⼯精度⾼。(快⾛丝⽤的钼丝可重复使⽤。)
3. 能加⼯精密、形状复杂⽽细⼩的内、外形⾯,以及⾼熔点、⾼硬度难切削的材料。(只能加⼯导电材料)
4. 加⼯效率⾼,材料利⽤率⾼,成本低。

第1篇
一、实验目的
1. 了解特种加工的基本原理和工艺特点;
2. 掌握特种加工设备的操作方法;
3. 熟悉特种加工实验流程;
4. 培养学生独立完成实验的能力和团队合作精神。
二、实验原理
特种加工是指利用机、电、光、声、热、化学、磁、原子能等能源来进行加工,以达到零件设计要求的各种非传统加工方法的总称。特种加工具有微细加工、高精度、高表面质量、非接触加工等特点。
三、实验设备与材料
1. 实验设备:电火花成型加工机床、数控加工中心、超声波加工设备、激光加工设备等;
2. 实验材料:不锈钢、铝合金、铜合金等。
四、实验内容
1. 电火花成型加工实验
(1)了解电火花成型加工机床的结构和原理;
(2)学习电火花成型加工工艺参数的设置;
(3)进行电火花成型加工实验,观察加工效果。
2. 数控加工实验
(1)了解数控加工中心的结构和原理;
(2)学习数控编程方法;
(3)进行数控加工实验,观察加工效果。
3. 超声波加工实验 (1)了解超声波加工设备的工作原理;
(2)学习超声波加工工艺参数的设置;
(3)进行超声波加工实验,观察加工效果。
4. 激光加工实验
(1)了解激光加工设备的工作原理;
(2)学习激光加工工艺参数的设置;
(3)进行激光加工实验,观察加工效果。
五、实验步骤
1. 实验准备
(1)检查实验设备是否正常;
(2)准备好实验材料;
(3)熟悉实验步骤和注意事项。
2. 电火花成型加工实验
(1)设置电火花成型加工机床的参数;
(2)进行加工实验,观察加工效果;
(3)记录实验数据。
3. 数控加工实验
(1)编写数控加工程序;
(2)设置数控加工中心参数;
(3)进行加工实验,观察加工效果;
(4)记录实验数据。
4. 超声波加工实验
(1)设置超声波加工设备参数; (2)进行加工实验,观察加工效果;
(3)记录实验数据。
5. 激光加工实验
(1)设置激光加工设备参数;
课题C-6 数控电火花线切割加工综合训练
一、实训目的及要求:
通过简单图形加工、手动碰边加工、跳步加工、冲裁模加工、锥度加工和异形件加工,进一步把握线切割机床的操作,熟练把握机床的操作技术,为尔后的学习打下坚实的基础。
二、实训设备工具及量具:
数控电火花线切割机床、特种加工专用油、钼丝、扳手、十字/一字螺丝刀、Q235钢板(厚度5-20mm)、铣刀、碎布、油扫、百分表、直角尺、游标卡尺、千分尺。
三、实训内容及步骤:
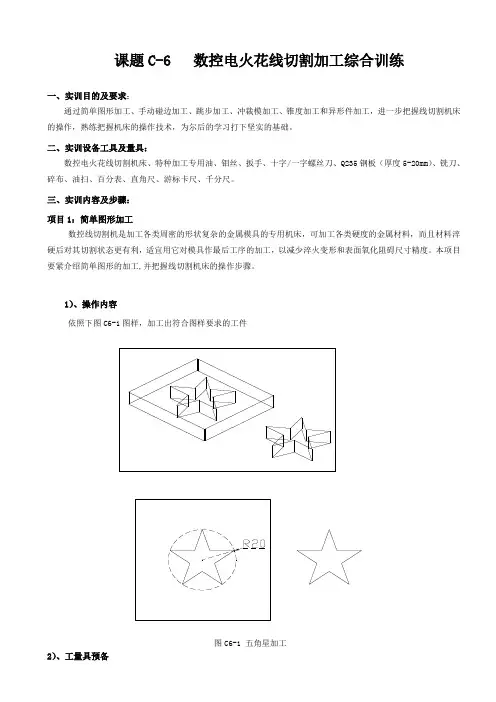
项目1:简单图形加工
数控线切割机是加工各类周密的形状复杂的金属模具的专用机床,可加工各类硬度的金属材料,而且材料淬硬后对其切割状态更有利,适宜用它对模具作最后工序的加工,以减少淬火变形和表面氧化阻碍尺寸精度。本项目要紧介绍简单图形的加工,并把握线切割机床的操作步骤。
1)、操作内容
依照下图C6-1图样,加工出符合图样要求的工件
图C6-1 五角星加工
2)、工量具预备
A、刀具、工件材料 Ф0.18mm钼丝 、 Q235钢板 (厚度5mm)
B、量具 钢尺(150mm,300mm)
C、工具 一字和十字螺丝刀、垫板、压块、螺栓组、校正规等机床附件
3)、操作步骤
A、线切割机的大体操作
B、主机操纵元件的操作
开机顺序: A→B→C→D→E
关机顺序: E→D→C→B→A
C、加工完拆卸工件并清洗。
★注意事项:
A 、电源总开关(空气开关)接触是不是良好;
B、 电源启动按钮(ON)是不是能真正启动机床运转或有无漏电现象;
C 、微机电源的启动是不是有漏电现象,传输线接口是不是松动,在接触良好情形下方可开机运行。
D、 在自动编程时,注意起切点与工件的相对位置。
E、 装夹工件时用手旋紧螺母即可。
F、 工件伸出支架部份要大于实际尺寸。
选择加工参数 配比工作液