键-销-尺寸查对表
- 格式:doc
- 大小:23.50 KB
- 文档页数:2
第6章键、花键、成型连接和销连接内容提要本章主要讲述键、花键、销连接及过盈连接。
讨论这些连接的类型、工作原理、结构形式和类型的选择方法及应用,重点研究键连接截面尺寸的确定方法、失效形式、强度计算方法。
键和花键连接广泛应用于轴和轮毂零件之间的周向固定并且传递转矩。
其中,有的还能实现轴向固定以传递轴向力;有的则能实现轴向滑动连接。
销连接主要用来固定零件的相互位置,销连接通常只传递较小载荷。
销还可用作安全装置。
成形连接和弹性环连接则是轴毂连接的其他形式,后者只能构成静连接。
成形连接又称无键连接,用于轴毂连接时一般采用为非圆形截面。
6.1键连接键是标准件,主要类型有平键、半圆键、楔键和切向键。
设计者的任务是如何进行选择。
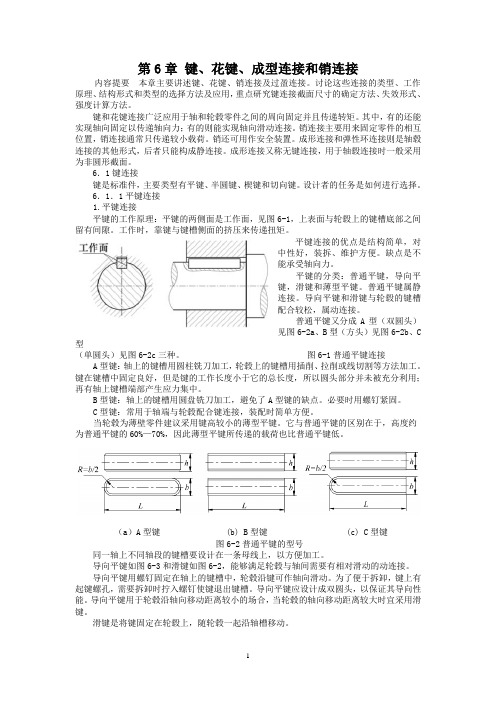
6.1.1平键连接1.平键连接平键的工作原理:平键的两侧面是工作面,见图6-1,上表面与轮毂上的键槽底部之间留有间隙。
工作时,靠键与键槽侧面的挤压来传递扭矩。
平键连接的优点是结构简单,对中性好,装拆、维护方便。
缺点是不能承受轴向力。
平键的分类:普通平键,导向平键,滑键和薄型平键。
普通平键属静连接。
导向平键和滑键与轮毂的键槽配合较松,属动连接。
普通平键又分成A型(双圆头)见图6-2a、B型(方头)见图6-2b、C 型(单圆头)见图6-2c三种。
图6-1普通平键连接A型键:轴上的键槽用圆柱铣刀加工,轮毂上的键槽用插削、拉削或线切割等方法加工。
键在键槽中固定良好,但是键的工作长度小于它的总长度,所以圆头部分并未被充分利用;再有轴上键槽端部产生应力集中。
B型键:轴上的键槽用圆盘铣刀加工,避免了A型键的缺点。
必要时用螺钉紧固。
C型键:常用于轴端与轮毂配合键连接,装配时简单方便。
当轮毂为薄壁零件建议采用键高较小的薄型平键。
它与普通平键的区别在于,高度约为普通平键的60%—70%,因此薄型平键所传递的载荷也比普通平键低。
(a)A型键 (b) B型键 (c) C型键图6-2普通平键的型号同一轴上不同轴段的键槽要设计在一条母线上,以方便加工。
机械制造工艺与夹具课程设计指导:《机械制造工艺与夹具课程设计指导》是2015年国防工业出版社出版的图书,作者是关月华。
内容简介:本书详细介绍了最新版本机床夹具设计国家标准以图例方式将部分标准件与实际应用相结合同时将作者多年来从事机械制造工艺及夹具设计实践经验融入教材通过查阅本教材标准件在机械零件工艺编制及夹具设计过程中可轻松进行夹具设计标准件选用及夹具CAD 图的绘制本教材内容简洁全面实用性强本书既可作为高等学校机械专业的实训教材也可供机械制造工艺及夹具设计技术人员参考。
目录:第1章机械制造工艺过程卡编制步骤及机床夹具设计过程11.1机械制造工艺过程卡编制步骤11.2机床夹具设计全过程31.2.1机床夹具设计原则31.2.2机床夹具设计过程31.2.3机床夹具装配图绘制要求及步骤31.2.4夹具总图上应标注的尺寸、尺寸公差及技术要求41.2.5零件图拆绘51.2.6编写设计说明书51.2.7机床夹具设计定位与夹紧符号(JB/T 5061—2006)6第2章部分定尺寸刀具尺寸规格72.1麻花钻尺寸及规格72.2扩孔钻尺寸规格82.3铰刀尺寸规格82.4铣刀尺寸规格9第3章机械零件加工工艺过程卡编制113.1台阶轴机械加工工艺过程卡编制11[LL]3.2轴套机械加工工艺过程卡编制153.3固定板机械加工工艺过程卡编制163.4减速机箱体类零件机械加工工艺过程卡编制18 第4章机床夹具设计常用零件及部件204.1机床夹具设计常用定位零件204.2机床夹具设计常用夹紧元件534.3铣床夹具设计常用对刀元件1094.4钻床夹具设计常用导向元件1124.5机床夹具常用起吊元件119第5章机床夹具设计实例1275.1油口法兰车床夹具设计实例1275.2销轴钻床夹具设计1295.3拨叉铣床夹具设计131第6章夹具标准件应用1366.1定位件应用1366.2辅助支承应用1406.3导向元件与对刀元件的应用1416.4夹紧元件应用1436.5其他元件应用168参考文献172机床夹具设计常用零件及部件204.1机床夹具设计常用定位零件20表4-1定位衬套的结构形式和尺寸规格20表4-2小定位销的结构形式和尺寸规格22表4-3固定式定位销的结构形式和尺寸规格23 表4-4定位插销的结构形式和尺寸规格25表4-5定位键的结构形式和尺寸规格28表4-6V形块的结构形式和尺寸规格29表4-7固定V形块的结构形式和尺寸规格30 表4-8活动V形块的结构形式和尺寸规格31 表4-9导板的结构形式和尺寸规格32表4-10薄挡块的结构形式和尺寸规格33表4-11厚挡块的结构形式和尺寸规格34表4-12手拉式定位器的结构形式和尺寸规格35 表4-13定位销的结构形式和尺寸规格36表4-14导套的结构形式和尺寸规格37表4-15内涨器的结构形式和尺寸规格38表4-16本体的结构形式和尺寸规格39表4-17滑柱的结构形式和尺寸规格40表4-18六角头支承的结构形式和尺寸规格41表4-19顶压支承的结构形式和尺寸规格42表4-20圆柱头调节支承的结构形式和尺寸规格43 表4-21调节支承的结构形式和尺寸规格44表4-22球头支承的结构形式和尺寸规格45表4-23自动调节支承的结构形式和尺寸规格46 表4-24支承的结构形式和尺寸规格47表4-25挡盖的结构形式和尺寸规格48表4-26衬套的结构形式和尺寸规格48表4-27顶销的结构形式和尺寸规格49表4-28低支脚的结构形式和尺寸规格50表4-29支承板的结构形式和尺寸规格51表4-30支承钉的结构形式和尺寸规格524.2机床夹具设计常用夹紧元件53表4-31带肩六角螺母的结形式和尺寸规格53表4-32球面带肩螺母的结构形式和尺寸规格54 表4-33连接螺母的结构形式和尺寸规格54表4-34调节螺母的结构形式和尺寸规格55表4-35带孔滚花螺母的结构形式和尺寸规格56 表4-36蝶形螺母的结构形式和尺寸规格56表4-37压入式螺纹衬套的结构形式和尺寸规格57表4-38旋入式螺纹衬套的结构形式和尺寸规格58 表4-39手柄螺母的结构形式和尺寸规格59表4-40螺母的结构形式和尺寸规格60表4-41回转手柄螺母的结构形式和尺寸规格60表4-42螺母结构形式和尺寸规格61表4-43弹簧片的结构形式和尺寸规格62表4-44手柄的结构形式和尺寸规格62表4-45多手柄螺母的结构形式和尺寸规格63表4-46螺母的结构形式和尺寸规格64表4-47六角头压紧螺钉的结构形式和尺寸规格64 表4-48活动手柄压紧螺钉的结构形式和尺寸规格66 表4-49螺钉的结构形式和尺寸规格67表4-50球头螺栓的结构形式和尺寸规格68表4-51T形槽快卸螺栓的结构形式和尺寸规格69 表4-52钩形螺栓的结构形式和尺寸规格70表4-53活节螺栓的结构形式和尺寸规格71表4-54转动垫圈的结构形式和尺寸规格73表4-55光面压块的结构形式和尺寸规格74表4-56槽面压块结构形式和尺寸规格75表4-57圆压块的结构形式和尺寸规格76表4-58弧形压块的结构形式和尺寸规格77表4-59移动压板的结构形式和尺寸规格78表4-60转动压板的结构形式和尺寸规格79表4-61移动弯压板的结构形式和尺寸规格80表4-62转动弯压板的结构形式和尺寸规格81表4-63偏心轮用压板的结构形式和尺寸规格82表4-64平压板的结构形式和尺寸规格83表4-65U形压板的结构形式和尺寸规格84表4-66直压板的结构形式和尺寸规格85表4-67铰链压板的结构形式和尺寸规格86表4-68回转压板的结构形式和尺寸规格87表4-69双向压板的结构形式和尺寸规格88表4-70圆偏心轮的结构形式和尺寸规格90表4-71叉形偏心轮的结构形式和尺寸规格91表4-72双面偏心轮的结构形式和尺寸规格92表4-73偏心轮用垫板的结构形式和尺寸规格93表4-74钩形压板的结构形式和尺寸规格93表4-75钩形压板(组合)的结构形式和尺寸规格95表4-76套筒的结构形式和尺寸规格96表4-77立式钩形压板(组合)的结构形式和尺寸规格97 表4-78基座的结构形式和尺寸规格98表4-79端面钩形压板(组合)的结构形式和尺寸规格99 表4-80基座的结构形式和尺寸规格100表4-81压板的结构形式和尺寸规格101表4-82铰链轴的结构形式和尺寸规格102表4-83铰链支座的结构形式和尺寸规格103表4-84铰链叉座的结构形式和尺寸规格104表4-85开口垫圈的结构形式和尺寸规格105表4-86快换垫圈的结构形式和尺寸规格106表4-87球面垫圈的结构形式和尺寸规格107表4-88锥面垫圈的结构形式和尺寸规格108 4.3铣床夹具设计常用对刀元件109表4-89圆形对刀块的结构形式和尺寸规格109 表4-90方形对刀块的结构形式和尺寸规格109 表4-91直角对刀块的结构形式和尺寸规格110 表4-92侧装对刀块的结构形式和尺寸规格110 表4-93对刀平塞尺的结构形式和尺寸规格111 表4-94对刀圆柱塞尺的结构形式和尺寸规格111 4.4钻床夹具设计常用导向元件112表4-95固定钻套的结构形式和尺寸规格112表4-96可换钻套的结构形式和尺寸规格113表4-97快换钻套的结构形式和尺寸规格114表4-98钻套用衬套的结构形式和尺寸规格115 表4-99钻套螺钉的结构形式和尺寸规格116表4-100镗套的结构形式和尺寸规格117表4-101镗套用衬套的结构形式和尺寸规格118表4-102镗套螺钉的结构形式和尺寸规格1194.5机床夹具常用起吊元件119表4-103滚花把手的结构形式和尺寸规格119表4-104活动手柄的结构形式和尺寸规格120表4-105焊接手柄的结构形式和尺寸规格121表4-106起重螺栓的结构形式和尺寸规格122表4-107直手柄的结构形式和尺寸规格[HT5""SS]123 表4-108球头斜形方孔手柄的结构形式和尺寸规格124 表4-109球头手柄的结构形式和尺寸规格125表4-110螺纹头凸肚手柄的结构形式和尺寸规格126。

第6章键、花键的公差及测量学习目标:通过本章的学习能掌握普通平键和花键的几何参数及其公差配合,重点掌握平键联接公差配合的选用,会正确标注图样上平键联接的公差及表面粗糙度。
6.1 概述键和花键都是机械传动中的标准件,广泛应用于轴与齿轮、链轮、皮带轮或联轴器等可拆卸传动件之间的连接,以传递扭矩、运动兼作导向。
例如变速箱中变速齿轮与轴之间通过平键联接,如图6-1(a)所示,通过花键孔与花键轴的联接如图6-1(b)所示。
(a)平键联接(b) 花键联接图6-1 键联接示意图6.1.1 单键联接单键按其结构形状不同分为四种:平键、半圆键、楔键、切向键。
如图6-2所示。
(a)平键(b)半圆键(c)钩头锲键图6-2 单键四种单键连接中,以普通平键和半圆键应用最为广泛。
平键又分为分为普通平键和导向平键,如图6-3所示,普通平键一般用于固定联接,导向平键用于可移动的联接。
普通平键对中性好,制造、装配均较方便;如图6-4所示,半圆平键用于传递较小转矩的轻载联接,常用于圆锥配合。
(a)普通平键(b)导向平键图6-3 平键联接图6-4 半圆键联接如图6-5所示,普通平键根据其两端形状又有A型(两端圆)、B型(两端平)、C型(一端圆、一端平)之分。
(a) 普通A型平键(b) 普通B型平键(c) 普通C型平键图6-5 普通平键6.1.2 花键联接当需要传递较大扭矩时,单键联接已不能满足要求,因而单键联接发展为花键联接。
与单键联接相比较具有许多优点,定心精度高、导向性好、承载能力强。
花键联接可固定联接也可滑动联接,在机床、汽车等机械行业中得到广泛运用。
花键分为内花键(花键孔)和外花键(花键轴),按截面形状又有矩形花键、渐开线花键、梯形花键三角形花键等,(如图6-6所示)。
其中矩形花键应用最广。
(a )矩形花键联接 (b )渐开线花键联接 (c )渐开线花键图 6-6 花键联接本章主要讨论普通平键和矩形花键的公差配合及精度检测。
AQL验货标准2008-02-05 17:15:54| 分类:学习资料| 标签:|字号大中小订阅字号:大大中中小小装AQL验货标准一 .AQL 查检概述AQL :是英文average quality level 的缩写,即平均质量水平,它是检验的一个参数,不是标准。
验货的时候根据:批量范围、检查水平、AQL 值决定抽样的数量和合格与不合格产品的数量。
服装质量检查采用一次抽样方案,服装批量的合格质量水平(AQL) 为 2.5 ,检查水平为一般检查水平,检查的严格度为正常检查。
其抽样方案见表:正常检查一次抽样方案是: (AQL-2.5及AQL-4.0)总数量抽查数量AQL1.0 AQL1.5 AQL2.5 AQL4.0 AQL6.5接受拒绝接受拒绝接受拒绝接受拒绝接受拒绝2-8 2 0 0 0 0 0 0 0 0 0 1 9-15 3 0 0 0 0 0 0 0 1 0 1 16-25 5 0 0 0 0 0 1 0 1 0 1 26-50 8 0 0 0 1 0 1 0 1 1 2 51-90 13 0 1 0 1 0 1 1 2 2 3 91-150 20 0 1 0 1 1 2 2 3 3 4 151-280 32 0 1 1 2 2 3 3 4 5 6 281-500 50 1 2 2 3 3 4 5 6 7 8 501-1200 80 2 3 3 4 5 6 7 8 10 11 1201-3200 125 3 4 5 6 7 8 10 11 14 15 3201-10000 200 5 6 7 8 10 11 14 15 21 22 10001-35000 315 7 8 10 11 14 15 21 22 28 30 35001-150000 500 10 11 14 15 21 22 23 25 30 32 150001-500000 800 14 15 21 22 28 30 33 35 40 42500001-over 1250 21 22overoveroveroveroveroveroverover 二.服装查检的项目1. 尺寸外形检查:--- 尺寸外形表1). 关键尺寸点--- 衣领长(平织)、领宽、领围(针织)、领展(针织)胸围,袖弄袖开口(长袖),袖长(至袖边),后长(平织),中心量(针织)/ 肩顶量裤,腰,下臀围,前浪,后浪,拉链开,裤脚口,内围/ 裤后中长其它(单件/ 套),垂直的样子,加上上面的衣、裤尺寸2). 非关键尺寸点--- 非关键尺寸点,例最小须展、肩高点、胸围、袖弄、领宽、袖片、前后浪、腰内围、下臀围、平袋位、开口。
服装AQL验货标准一.AQL 查检概述AQL :是英文average quality level 的缩写,即平均质量水平,它是检验的一个参数,不是标准。
验货的时候根据:批量范围、检查水平、AQL 值决定抽样的数量和合格与不合格产品的数量。
服装质量检查采用一次抽样方案,服装批量的合格质量水平(AQL) 为 2.5 ,检查水平为一般检查水平,检查的严格度为正常检查。
其抽样方案见表:正常检查一次抽样方案是: (AQL-2.5及AQL-4.0)二.服装查检的项目1. 尺寸外形检查:--- 尺寸外形表1). 关键尺寸点--- 衣领长(平织)、领宽、领围(针织)、领展(针织)胸围,袖弄袖开口(长袖),袖长(至袖边),后长(平织)中心量(针织)/ 肩顶量裤,腰,下臀围,前浪,后浪,拉链开,裤脚口,内围/ 裤后中长其它(单件/ 套),垂直的样子,加上上面的衣、裤尺寸2). 非关键尺寸点--- 非关键尺寸点,例最小须展、肩高点、胸围、袖弄、领宽、袖片、前后浪、腰内围、下臀围、平袋位、开口。
2. 疵点检查:对所有衣服的外观、外形、敷料和找出的疵点都分别规类。
--- 疵点内容。
三.评分标准AQL 是百件衣服内最大的疵点积分数,它是根据抽样检查后,达到合格判定数Ac( 件) ,认为此服装批量( 件) 平均加工水平为满意。
达到不合格判定数Re( 件) ,认为此服装批量( 件) 平均加工水平为不能接受的水平。
对于检查过程中评分的标准以下为标准记分:1). 一般疵点--- 从订单的组织规格和质量标准出发,它将没有达到产品的表现性能,影响成衣的外观和内在。
非关键尺寸点,一般疵点.返修能消除疵点对成衣的外观和内在的影响。
如果在此疵点基础进行返修的成衣工厂,出货前一定要要做100% 的再检查,检查者可以限定检查的特定规格、颜色、尺寸等。
三个一般疵点折算为一个严重疵点。
2). 严重疵点--- 影响成衣的外观、外形。
当消费者购买时,看到这类疵点不会再买这件衣服,或者这类疵点将导致第一次或洗后穿着不适服,消费者会退回衣服。