分度头结构及分度方法
- 格式:doc
- 大小:163.50 KB
- 文档页数:8

铣床分度头的分度方法铣床分度头是一种用于进行旋转式工件分度加工的工具。
通过分度头,可以将工件在不同角度上进行加工,使得工件上的定位孔或切槽恰好位于所需位置,从而实现精确的加工。
下面将介绍一些常见的铣床分度头的分度方法。
一、手动分度方法手动分度是使用人工操作来实现工件旋转的一种分度方法。
具体步骤如下:1. 将工件固定在工作台上。
2. 手动旋转工作台,将工作台上的定位孔与切槽与分度头上的齿轮配合,使得工件恰好处于所需位置。
3. 通过手柄或手轮,控制分度头的旋转,使得工作台上的工件进行分度加工。
这种方法的优点是简单易行,适用于小批量的加工任务。
但是,由于依赖于人工操作,其精度和稳定性较差。
二、直接分度方法直接分度是通过分度头内置的传动装置,将输入的动力转化为工件的旋转运动,实现分度加工。
具体步骤如下:1. 将工件固定在工作台上。
2. 打开分度头上的传动扳手,将工作台上的工件与分度头上的齿轮配合,使得工件恰好处于所需位置。
3. 打开分度头上的传动开关,使分度头开始旋转,从而带动工件进行分度加工。
这种方法的优点是可以实现较高的加工精度和稳定性,适用于大批量的加工任务。
但是,分度头本身的结构较为复杂,需要进行较为精准的调整和维护。
三、数字分度方法数字分度是通过采用数字控制系统,实现工件的旋转和加工的自动化分度方法。
具体步骤如下:1. 将工件固定在工作台上。
2. 将数字控制系统与铣床分度头连接,进行操作界面的设置和程序编写。
3. 在操作界面上输入所需的分度数值和加工参数。
4. 启动数字控制系统,系统将自动控制工作台和分度头的旋转运动,实现分度加工。
数字分度方法的优点是可以实现高度自动化的操作,精度和稳定性较高,适用于大规模的生产加工。
但是,数字控制系统的建设和操作成本较高,需要专业技术的支持。
总结起来,铣床分度头的分度方法有手动分度、直接分度和数字分度三种。
选择合适的分度方法,应根据加工任务的要求、工件的特点和生产规模来确定。

万能分度头的作用和结构原理万能分度头是铣床的重要附件。
(1)分度头的功用1)使工件绕本身轴线进行分度(等分或不等分)。
如六方、齿轮、花键等等分的零件。
2)使工件的轴线相对铣床工作台台面扳成所需要的角度(水平、垂直或倾斜)。
因此,可以加工不同角度的斜面。
3)在铣削螺旋槽或凸轮时,能配合工作台的移动使工件连续旋转。
(2)分度头的结构分度头的底座内装有回转体,分度头主轴可随回转体在垂直平面内向上90°和向下10°范围内转动。
主轴前端常装有三爪卡盘或顶尖。
分度时拔出定位销,转动手柄,通过齿数比为1/1的直齿圆柱齿轮副传动,带动蜗杆转动,又经齿数经为1:40的蜗轮蜗杆副传动、带动主轴旋转分度,详见实物或挂图。
当分度头手柄转动一转时,蜗轮只能带动主轴转过1/40转。
这时分度手柄所需转过的转数n为:(3)分度方法这里仅介绍简单分度方法。
例如,分度z=35。
每一次分度时手柄转过的转数为:即每分度一次,手柄需要转过 1转。
这转是通过分度盘来控制的,一般分度头备有两块分度盘。
分度盘两面都有许多圈孔,各圈孔数均不等,但同一孔圈上孔距是相等的。
第一块分度盘的正面各圈孔数分别为24、25、28、30、34、37;反面为38、39、41、42、43,第二块分度盘正面各圈孔数分别为46、47、49、51、53、534;反面分别为57、58、59、62、66。
简单分度时,分度盘固定不动。
此时将分度盘上的定位销拔出,调整孔数为7的倍数的孔圈上,即日8、42、49均可。
若选用42孔数,即1/7=6/42。
所以,分度时,手柄转过一转后,再沿孔数为42的孔圈上转过6个孔间距。
图1.JPG (12.87 KB)图2.JPG (21.94 KB)。

分度头的结构和工作原理
分度头是一种工具,用于在制造精密零件时进行加工,它的结构
和工作原理是制造业中的热门话题。
以下分步骤阐述分度头的结构和工作原理。
第一步:分度头的结构
分度头的结构比较简单,通常由一个圆盘和一个刻度盘组成。
圆
盘称为工作盘,它可以旋转,刻度盘上刻有各种刻度,可以用来精确
地控制工作盘的旋转角度。
分度头还包括一个卡盘,用于固定工件。
在卡盘上,可以安装各种夹具和附件,以便加工不同类型和形状的工件。
此外,分度头上还会安装一些调整螺钉,以便调整其位置和角度。
第二步:分度头的工作原理
分度头的工作原理基于齿轮传动原理,通过精确的齿轮传动来控
制工作盘的旋转角度。
先将工件夹紧在卡盘上,然后将工作盘旋转到
指定的角度。
当工作盘停止旋转时,可以对工件进行加工。
然后,通
过调整分度头的刻度盘上的刻度,可以再次将工作盘旋转到下一个指
定的角度。
这个过程一直重复,直到将整个工件加工完成。
通过这种
方式,分度头可以将工件加工成各种精密的形状和尺寸。
总结:
分度头是一种非常重要的机械设备,它在制造业中起着至关重要
的作用。
通过使用分度头,可以将原始材料加工成成千上万种复杂的
精密零件,从而满足各种工业应用的需求。
因此,学习分度头的结构
和工作原理对于想要在制造业领域工作的人来说非常重要。

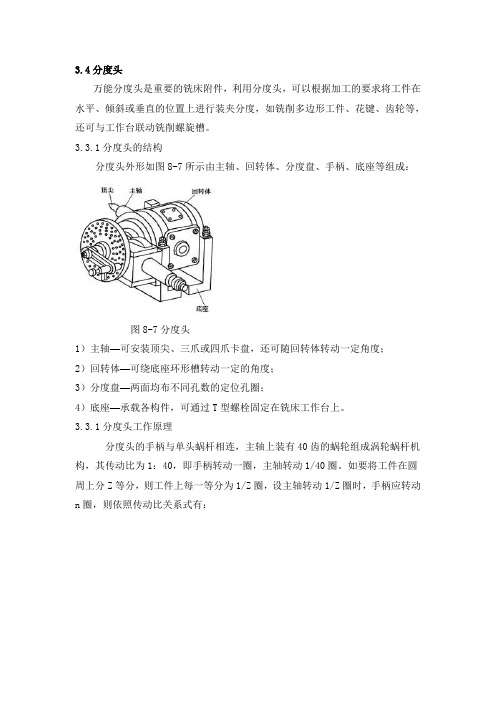
3.4分度头万能分度头是重要的铣床附件,利用分度头,可以根据加工的要求将工件在水平、倾斜或垂直的位置上进行装夹分度,如铣削多边形工件、花键、齿轮等,还可与工作台联动铣削螺旋槽。
3.3.1分度头的结构分度头外形如图8-7所示由主轴、回转体、分度盘、手柄、底座等组成:图8-7分度头1)主轴—可安装顶尖、三爪或四爪卡盘,还可随回转体转动一定角度;2)回转体—可绕底座环形槽转动一定的角度;3)分度盘—两面均布不同孔数的定位孔圈;4)底座—承载各构件,可通过T型螺栓固定在铣床工作台上。
3.3.1分度头工作原理分度头的手柄与单头蜗杆相连,主轴上装有40齿的蜗轮组成涡轮蜗杆机构,其传动比为1:40,即手柄转动一圈,主轴转动1/40圈。
如要将工件在圆周上分Z等分,则工件上每一等分为1/Z圈,设主轴转动1/Z圈时,手柄应转动n圈,则依照传动比关系式有:图8-8分度头传动结构即3.3.2分度方法使用分度头进行分度的方法有简单分度、直接分度、角度分度、差动分度和近似分度等,实习中只介绍最常用的简单分度方法,这种方法只适用于分度数Z≤60的情况。
例如铣削齿数Z=26的齿轮,每次分度时手柄应转动的圈数为:即手柄应转动1整圈加7/13圈,7/13圈的准确圈数由分度盘来确定。
实训中我们使用FW250型分度头,其备有图8-9分度盘两块分度盘,上面的孔圈数如下:第一块正面:24、25、28、30、34、37;反面:38、39、41、42、43;第二块正面:46、47、49、52、53、54;反面:57、58、59、62、66。
分度时,先将分度盘固定,然后选择13的倍数的孔圈,假如我们选定39的孔圈,则7/13圈等于21/39圈,将手柄上的定位销调整到39的孔圈上,先将手柄转动1圈,再按39的孔圈转21个孔距即可。

分度头结构及分度方法以及 来安装分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作, 加工螺旋槽等。
分度头的作用:1)用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工 (如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后, 工作台移动时,分度头上的工件即可获得螺旋运动。
1万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴 可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1?分度手柄2?分度盘3?顶尖4?主轴5?转动体6?底座7?扇形夹分度头的安装与调整:1 .分度头主轴轴线与铣床工作台台面平行度的校正如图2所示,用直径40mm长400mm的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
2.分度头主轴与刀杆轴线垂直度的校正如图3所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台, 当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
3.分度头与后顶尖问轴度的校正先校正好分度头,然后将校正棒装夹在分度头与后顶尖之间以校正后顶尖与分度头主轴等高,最后校正其同轴度,即两顶尖间的轴线平行于工作台台面且垂直于铣刀刀杆,如图4。
2简单分度方法根据图5所示的分度头传动图可知,传动路线是:手柄T齿轮副(传动比为1:1 )—蜗杆与蜗轮(传动比为1:40 )—主轴。
可算得手柄与主轴的传动比是1?1: 1螺旋齿轮传动 2?主轴 3?刻度盘 4?1 5?1: 1齿轮传动 6?挂轮轴 7?分度盘 如要使工件按Z 等分度,每次工件(主轴)要转过所转圈数为n 转,它们应满足如下比例关系: :40蜗轮传动8?定位销1/z 转,则分度头手柄1:1/40,即手柄转一圈,主轴则转过 1/40圈。
分度头的分度方法
1、简单分度法
简单的分度法又叫单式分度法,他是将分度盘固定,分度手柄相对分度盘转过一定的转数,使工件转过所需的等分数或度数。
这是最常用的分度方法。
2、角度分度法
简单分度法的另一种形式就是角度分度法,只不过一个是工件的等分数Z作为计算依据,一个是以工件所需要的角度作为等分依据,万能分度头传动比为什1:40,也就是说分度手柄转一转,工件只转动四十分之一转。
3、差动分度法
差动分度法就是将分度头的主轴和交换轮侧轴用交换齿连接起来,也就是与分度盘连接起来,并松开分度盘的坚固螺钉。
这样当转动分度手柄分度时,则手柄的实际转数将等于手柄相对分度盘的转数与分度盘自身转数之差,以实现数值不能相约和分芳盘上没有相应孔圈。
4、直线移距分度
直线移距分度主轴交换齿轮法和侧轴交换齿轮法两种分度方法。
他是利用交换齿轮使分度头主轴与纵向工作台丝杠连接起来,转动分度手柄,并对空了能使工作台作精确的移动。
分度头和分度方法分度头是一种测量工具,常用于车削加工中,用于测量工件表面的形状误差和粗糙度。
分度方法是一种测量方法,通过对工件表面进行等间隔的划线,从而得到该表面的形状误差和粗糙度。
分度头与分度方法的原理分度头是由一个主轴和一组划线刀具组成的。
主轴可以固定在工件的位置上,而划线刀具可以固定在主轴上的分度头上。
当主轴旋转时,划线刀具也会随之旋转。
通过调整分度头上划线刀具的位置和刀具的角度,可以对工件表面进行不同精度和不同间距的划线。
分度方法是通过分度头的旋转和划线刀具的划线,在工件表面上形成等间隔的划线。
分度头旋转的角度和划线刀具划线的间距可以根据需要进行调整。
一旦工件表面上的等间隔划线形成,可以通过观察这些划线的形状误差和粗糙度来评估工件表面的质量。
分度头的使用步骤使用分度头测量工件表面的步骤如下:1.将分度头安装在机床上,将工件固定在机床上并调整好位置。
2.调整分度头上划线刀具的角度和位置,使其与工件表面垂直。
3.调整划线刀具与工件之间的距离,以控制划线的间距。
4.启动机床,使得分度头旋转起来,并将划线刀具划过工件表面。
5.观察划线的形状,检查划线是否平行和等间距,并注意划线的质量。
6.根据划线的形状、间距和质量,评估工件表面的形状误差和粗糙度。
分度方法的使用步骤使用分度方法测量工件表面的步骤如下:1.将分度头安装在机床上,并调整划线刀具的角度和位置。
2.将工件固定在机床上并调整好位置。
3.调整分度头的旋转角度和划线刀具的间距,使其满足要求。
4.启动机床,使得分度头旋转起来,并将划线刀具划过工件表面。
5.观察划线的形状,检查划线是否平行和等间距,并注意划线的质量。
6.使用测量工具(如测微计、千分尺等)测量划线的间距和深度。
7.根据测得的划线参数,计算工件表面的形状误差和粗糙度。
例如,在汽车制造业中,使用分度头和分度方法可以测量发动机缸体的气缸孔的精度和质量。
在航空航天领域,分度头和分度方法可以用于测量飞机发动机旋转叶片的表面形状误差和粗糙度。
[计划]分度头使用方法万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动 ?95?,向下转动?5?。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统螺杆头数1分度头蜗杆与蜗轮的传动比i== 螺轮齿数40主动直齿轮齿数螺杆头数主轴转数=??分度手柄转数螺轮齿数从动直齿轮齿数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
分度刻度环每旋转一周分度值为9?,刻度环每一小格读数为1′,分度游标环刻度一小格读数为10″ 。
分度头结构及分度方法
分度头结构及分度方法
分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:
1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构
图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图
1?分度手柄 2?分度盘 3?顶尖 4?主轴 5?转动体 6?底座 7?扇形夹
分度头的安装与调整:
1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图
2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图2
2. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
图3
3. 分度头与后顶尖问轴度的校正先校正好分度头,然后将校正棒装夹在分度头与后顶尖之间以校正后顶尖与分度头主轴等高,最后校正其同轴度,即两顶尖间的轴线平行于工作台台面且垂直于铣刀刀杆,如图4。
图4
2 简单分度方法
根据图5所示的分度头传动图可知,传动路线是:手柄→齿轮副(传动比为1:1)→蜗杆与蜗轮(传动比为1:40)→主轴。
可算得手柄与主轴的传动比是
1:1/40,即手柄转一圈,主轴则转过1/40圈。
图5 万能分度头的传动示意图
1?1:1螺旋齿轮传动 2?主轴3?刻度盘 4?1:40蜗轮传动
5?1:1齿轮传动6?挂轮轴7?分度盘 8?定位销
如要使工件按Z等分度,每次工件(主轴)要转过1/z转,则分度头手柄所转圈数为n转,它们应满足如下比例关系:
即
可见,只要把分度手柄转过40/Z转,就可以使主轴转过1/Z转。
例:现要铣齿数Z=17的齿轮。
每次分度时,分度手柄转数为:
图6 分度盘
这就是说,每分一齿,手柄需转过2整圈再多转6/17圈。
此处6/17圈是通过分度盘(图6)来控制的。
国产分度头一般备有两块分度盘。
分度盘正反两面上有许多数目不同的等距孔圈。
第一块分度盘正面各孔圈数依次为:24、25、28、30、34、37;
反面各孔圈数依次为:38、39、41、42、43。
第二块分度盘正面各孔圈数依次为:46、47、49、51、53、54;
反面各孔圈数依次为:57、58、59、62、66。
分度前,先在上面找到分母17倍数的孔圈(例如有:34、51)从中任选一个,如选34。
把手柄的定位销拔出,使手柄转过2整圈之后,再沿孔圈数为34的孔圈转过12个孔距。
这样主轴就转过了1/17转,达到分度目的。
为了避免每次分度时重复数孔之烦和确保手柄转过孔距准确,把分度盘上的两个扇形夹1、2之间的夹角(图7?10)调整到正好为手柄转过非整数圈的孔间
距。
这样每次分度就可做到快又准。
上述是运用分度盘的整圈孔距与应转过孔距之比,来处理分度手柄要转过的一个分数形式的非整数圈的转动问题。
这种属简单分度法。
生产上还有角度分度法、直接分度法和差动分度等方法。