ASM 自动焊线机器介绍Au wire bonding process
- 格式:ppt
- 大小:18.33 MB
- 文档页数:10


ASM焊线机操作指导书Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly.编制:___________________日期:___________________ASM焊线机操作指导书温馨提示:该文件为本公司员工进行生产和各项管理工作共同的技术依据,通过对具体的工作环节进行规范、约束,以确保生产、管理活动的正常、有序、优质进行。
本文档可根据实际情况进行修改和使用。
1 目的:规范生产作业, 提高生产效率及产品品质.2 范围:SMD焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关, 用手把焊头移动到压板的中心位置, 按下机台前面绿色开关按钮ON键, 机台启动, 此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息, 按Stop看BQM第二点的校正信息, 再按Stop键退出, 等待热板升到设定的温度, 开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上, 再拿一个空料盒放在出料电梯上, 检查焊接温度是否达到指定要求。
核对已烘烤过的材料, 检查产品型号及前段作业情况, 核对流程单时, 发现有未签名或未记录的材料退回前段, 不得出现记录不全而继续作业情况.5.1.4 装金线, 揭开Wire Spool面盖, 然后把金线装在滚轮上, 线头(绿色)应从顺时针方向送出, 线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar(线盘)下面, 把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针), 然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧, 然后按Wclamp键打开线夹, 把金线拉起穿过焊针孔直至从焊嘴露出来, 松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键, 然后把焊头移到PCB位置, 再按4把金线切断, 用镊子将PCB上的金线夹掉, 装线完成.5.1.9 测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区, 进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR, 等搜索完PR停下来时按1焊一根线看是否正常, 按0开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bond program 选择相应的程序, 出现sure to load program?按A确定, 出现sure to load WH date ?后按B确定, 出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Te ach→Delete Pragram把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定, 再移至该行最下面一个点确定。

1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1start single bond按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9Disk utilities→0Hurd Disk program→1load Bond program选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1Die时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
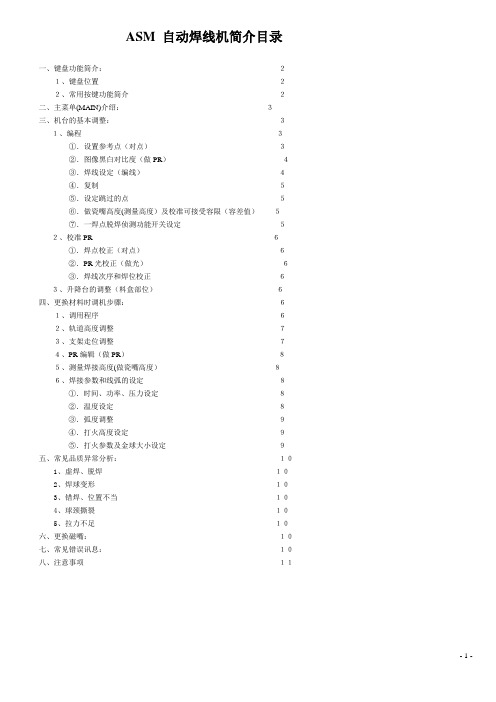
ASM 自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊102、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11一、键盘功能简介:1、键盘位置:Wire Feed2、常用按键功能简介:数字0—9 行数据组合之输移动菜单上下左右之光标Wire金线轮开Thread导线管真空开关 Shift 档Wc 线夹开关Shift+Pan工作台灯光开EFO 打火烧球键Inx支架输送一单Shift+IM ↑ 料盒步进一格Main 接切至主目Shift+IM ↓ 料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+O M ↓ 右料盒步退一格 Ed Loop 切换至修改线弧目录 Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd 切线 Del. 删除键 Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN)介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5。

A S M自动焊线机培训 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】自动焊线机培训目录一、键盘功能简介:2、常用按键功能简介:数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关 Thread Wire 导线管真空开关Shift 上档键 Wc Lmp 线夹开关Shift+Pan Lgt 工作台灯光开关 EFO 打火烧球键Inx 支架输送一单元 Shift+IM↑左料盒步进一格Main 直接切至主目录 Shift+IM↓左料盒步退一格Shift+IM HM 换左边料盒 Shift+OM↑右料盒步进一格Shift+O M↓右料盒步退一格 Ed Loop 切换至修改线弧目录Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面Dm Bnd 切线 Del. 删除键Stop 退出/停止键 Enter 确认键Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数) 5.SHOW STATISTICS (显示统计资料) 6.WH MENU (工作台菜单) 7.WH UTILITY (工作台程序) 8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整 1、编程:当在磁盘程序〈DISK UTILITIES 〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN ———— Program ——A ——STOP ),方可建立新程序。
新程序设定是在MAIN —— —— Program 中进行,其主要步骤如下:①.设置参考点(对点):MAIN ——TEACH —— program——1.Teach Alignment ——Enter——设单晶2个点,双晶3个点②.编辑图像黑白对比度〈做PR〉:用上下箭头调节亮度时,其中的1234表示(1:threshold阈值,2:CDax直射光,3:side侧光,4:B_cax混合光)其中我们只调整第2和第3项的直射光和侧光即可。
ASM-EAGLE全自动焊线机操作规程
1.检查数据线、电源线、气管是否连接正常
2.打开设备总电源、分电源和气泵。
3.打开测试软件,调节到合适的焊线参数。
4.设备焊线加热台预热至合适的焊线温度(一般为150℃)。
5.检查瓷嘴和焊线夹具是否正常
6.将待焊光源放入夹具中试焊,焊好后检查焊线拉力、弧度、焊点等,确认其首检情况。
7.首检通过后,将待焊光源放入聊盒,进行批量焊线。
8.在焊线过程中,每5条光源都需进行一次焊线抽检,确保焊线品质的稳定性。
9.焊线工序完成后,将焊好光源放入干燥柜中进行保存,干燥柜控制条件为温度20~25℃,湿度
40RH%~60RH%。
10.全部测试结束后,退出程序,关闭电源和气泵。
11.整理样品并清理操作台。
注意事项:
1.进行机台操作前请详细阅读ASM-EAGLE全自动焊线机使用说明书。
2.测试机台的气压控制范围为7Kg~8Kg。
3.禁止用手直接接触测试样品,作业时需照规定戴上工作手套及静电环。
4.注意光源与焊线参数的匹配性
5.注意焊线瓷嘴和金线的使用与保存。
自动焊线机培训目录一、键盘功能简介:....................................................... - 2 -1、键盘位置:........................................................ - 2 -2、常用按键功能简介:................................................ - 2 -二、主菜单(MAIN)介绍: ................................................ - 3 -三、机台的基本调整 ...................................................... - 3 -1、编程:............................................................ - 3 -2、校准PR(重做图像):............................................. - 5 -3、升降台的调整(料盒部位):........................................ - 6 -四、更换材料时调机步骤:................................................. - 6 -1、调用程序:......................................................... - 6 -2、轨道微调:........................................................ - 6 -3、支架走位调整:.................................................... - 7 -4、PR编辑(改PR):................................................. - 7 -5.测量焊接高度(做瓷嘴高度):...................................... - 7 -6、焊接参数和线弧的设定:............................................. - 7 -(1)设定线弧模式................................................ - 7 - (2)设定基本焊接参数............................................ - 8 - 五:常见品质异常分析:................................................... - 9 -1、虚焊、脱焊:...................................................... - 9 -2、焊球变形:........................................................ - 9 -3、错焊、位置不当:.................................................. - 9 -4、球颈撕裂:........................................................ - 9 -5、拉力不足:........................................................ - 9 -6、断线 ............................................................. - 9 -六、更换磁嘴: .......................................................... - 9 -七、常见错误讯息: ..................................................... - 10 -八、注意事项: ......................................................... - 10 -1、温度设定:220℃-350℃之间(一般设定为280℃).................. - 10 -2、在AUTO BOND MENU下必须开启之功能: ........................... - 10 -3、保持轨道清洁,确保送料顺畅。