湿法烟气脱硫系统氧化风机断轴原因分析
- 格式:pdf
- 大小:2.34 MB
- 文档页数:4
多因素影响脱硫装置运行的原因及分析引言:石灰石-石膏湿法烟气脱硫工艺是目前较为成熟的脱硫工艺,被广泛应用于火电厂烟气净化处理系统中,我公司承担运行维护有限侧四台脱硫系统及一发侧两台脱硫系统,在这三年的运行维护中出现了一些问题,在其他电厂脱硫装置系统中也会遇到同样的问题。
一、概况:北京国电龙源环保工程有限公司石嘴山分公司(简称国电龙源环保石嘴山分公司)位于石嘴山市石嘴山区东北约7km处。
南距银川市约120km,西南距石嘴山火车站约10km。
厂区东临黄河,南靠电厂生活福利区,北依钢厂,西距包兰铁路线约5km,距石乌公路约1.5km。
安装地点:国电石嘴山发电公司(分为石嘴山有限公司和石嘴山第一发电公司)主厂房零米海拔:1102.2m(黄海高程) 多年平均大气压力:892.9Hpa室内日最高/最低气温最高50℃/最低0℃以上(不结冰)多年极端最高气温/多年极端最低气温 39 ℃/ -28.4 ℃平均相对湿度:50 %地震烈度:8度二、经营规模及系统概况:北京国电龙源环保工程有限公司石嘴山分公司脱硫工程分石电有限公司和石电一发公司,石嘴山分公司自2010年2月起负责国电石嘴山发电有限责任公司和国电石嘴山第一发电有限公司脱硫装置运维工作,厂区间隔300米,总装机容量为2000MW,石电有限侧装机4×330MW,有限脱硫装置采用电石渣-石膏湿法脱硫工艺,无GGH,设置增压风机,一炉一塔单元配置,烟气湿排,集控采用DCS控制。
主机2002年投产,设计时未考虑于脱硫装置同步进行。
脱硫装置属于改造工程,布置方式随主机编号,从北往南分别是#1、#2、#3、#4脱硫装置。
采用电石渣—石膏湿法脱硫,一炉一塔,无GGH,设置增压风机运行,烟道和烟囱接口经过改造,旁路挡板门水平安装,与原有烟囱借口配置混合烟道,分A/B侧。
一发公司1×350+1×330MW。
一发脱硫装置采用石灰石-石膏湿法脱硫工艺,设GGH、增压风机,一炉一塔单元配置,集控采用PLC控制。
湿法脱硫氧化风管堵塞及断裂分析诊断针对恒兴电厂脱硫一级吸收塔频繁出现氧化风管断裂问题,通过现场分析,指出氧化空气温度高、氧化风管固定不牢固、氧化风管焊口应力集中的主要因素,并相应提出了改造和防范措施。
标签:脱硫;吸收塔;氧化风管;断裂恒兴公司2×330MW燃煤机组烟气脱硫采用石灰石-石膏湿法脱硫工艺,2016年脱硫进行扩容改造,采用双塔双循环改造。
自2016年双塔改造以来,#3、#4号机组一级塔氧化风管频繁出现堵塞及断裂问题.严重影响了机组的安全稳定运行。
本文从氧化风管的结构布置出发,对氧化风管的堵塞及断裂原因进行分析,并提出改造和防范措施。
1、氧化风管的结构布置恒兴电厂氧化空气系统由3台高速离心风机组成,两个塔公用3台氧化风机,两用一备,型号D110—1.99,功率220Kw,进口流量110 m3/min,出口风压为199.44Kpa。
氧化风母管布置在吸收塔外直径为Φ426x3mm,然后分成4根支管进入吸收塔,支管材料为1.4529,直径为Φ300x3mm。
支管前端布置喷水减温,氧化风在进入吸收塔前用工艺水冷却,冷却前氧化风温在100℃左右,冷却后的氧化风温在40℃左右。
在吸收塔内,均匀布置4根主支撑梁,支撑梁之间均匀布置着氧化风管支撑梁,材质为槽钢加衬胶防腐,长度为1132mm,支撑梁两端直接焊接在吸收塔支撑梁母管上,防腐形式为衬胶。
氧化风管为管网式布置方式,与支撑梁成90°直角,通过不锈钢管箍固定,管箍两端与支撑梁之间采用不锈钢螺栓连接。
吸收塔浆池直径13m,总容积为1039m3,操作液位9.8m,溢流液位为11.5米,氧化风管布置在5.7m标高处。
氧化风管下端均布2排排气孔,孔径12mm,间距40mm,正常运行时,氧化空气从排气孔排出,实现对浆液的氧化。
2、氧化风管堵塞及断裂经过恒兴电厂#3、#4机分别于2015年11月和12月投产发电,对历次吸收塔氧化风管堵塞及断裂进行梳理,经过如下:2016年4月,#4机吸收塔A级检修经检查,氧化风管断裂1根,进行了焊接修复。

火电厂湿法脱硫系统检修的要点分析摘要:为了保障人类赖以生存的环境,降低火电厂对周边环境的影响,湿法脱硫系统成为火电厂生产工作中重要的一环。
但是,由于湿法脱硫系统在长时间使用的过程中,经常会出现一些问题,进而导致该系统运行效率下降,甚至导致该系统整体出现停摆情况,使得该系统原本应用在火电厂生产工作中的意义消失,因此有关人员应当做好相应的检修工作。
本文便是以此为立足点,对火电厂湿法脱硫系统检修要点进行分析。
关键词:火电厂;湿法脱硫系统;检修要点引言:火电厂为我国的电力事业做出了很大贡献,但是不可否认,火电厂在进行日常的生产工作时,会产生不少有害物质,这些有害物质对周边环境以及大自然来说,造成了极为不良的影响,最常见的一种现象就是酸雨。
基于这种情况,相关工作人员在火电厂湿法脱硫系统运行的进程中,应当定时定期展开检修工作,第一时间发现并排除其中存在的问题,借此保障该系统的稳定性。
一、火电厂湿法脱硫系统常见的问题(一)管壁腐蚀在火电厂湿法脱硫系统当中,管壁腐蚀属于发生概率最高,且影响最大的问题。
导致这种情况的主要原因是该系统在火电厂生产工作当中,需要与空气环境中的二氧化碳进行直接触碰,而且,二氧化碳与空气接触之后,会发生氧化,最终形成三氧化碳。
与此同时,当三氧化碳形成之后,其与水进行接触,就会反应为硫酸雾滴,而湿法脱硫系统长时间处于工作状态,硫酸雾滴就会不停地累加,等该雾滴积攒到一定程度之后,就会出现自流等情况,进而对湿法脱硫系统管道壁造成严重腐蚀。
除此之外,在火电厂湿法脱硫系统运行进程当中,石膏法使用频率比较高,但是由于石膏浆液中存在亚硫酸物质,该物质的腐蚀性比较强,如果亚硫酸与管道壁发生直接接触,那么就会导致湿法脱硫系统出现严重管道壁腐蚀情况。
(二)结垢堵塞在火力发电厂生产工作当中,湿法脱硫系统经常会出现突然停止运行等情况,给火电厂生产工作造成了不小的麻烦与负担。
而导致该系统突然停止运行的主要原因,就是因为该系统内部发生了结垢堵塞。
浅谈湿法烟气脱硫工艺中增压风机常见故障及解决对策进入到新世纪以来,随着我国市场经济水平的迅速提升,我国的各行各业都取得了非常快速的发展,目前,我国的脱硫环保项目越来越多,而怎样保证大容量机组脱硫设备运行的稳定性和安全性就成为了十分关键的问题。
增压风机作为湿法烟气脱硫工艺系统中的最主要设备,其运行过程中的稳定性和安全性将直接影响主机系统运行的稳定性以及机组是否能够满足相应的环保要求,所以,要想保证增压风机设备的运行可靠性,我们就应对增压风机的常见故障进行分析和探讨,同时制定出科学合理的并且有针对性的解决对策。
本文便对湿法烟气脱硫工艺中增压风机的常见故障以及湿法烟气脱硫工艺中增压风机常见故障的解决对策两个方面的内容进行了详细的分析,从而详细的论述了如何保证湿法烟气脱硫工艺中增压风机的稳定运行。
标签:大容量机组;增压风机;常见故障;解决对策1 湿法烟气脱硫工艺中增压风机的常见故障1.1 动叶调整机构的跟踪性能较差,并且其与吸风机的工况也无法匹配。
在机组运行的过程中,增压风机的动静叶调整与吸风机的实际工况相匹配是一项十分重要的工作,否则就可能引起吸风机振动以及炉膛负压大幅度波动的现象。
在对某电厂600MW机组脱硫系统进行调试时,我们也发现了此类问题的出现。
机组出现喘振问题时的参数为:负荷450MW,出现调整迟缓不动作时的角度为73度,动作指令在垂直方向,此时调节的方式为手动调节。
之后负荷逐渐升高到545MW,叶片的开度没有变化,但是增压风机的入口压力提高到了1054Pa。
而此时一台吸风机的电流突然下降,而另一台吸风机的电流则异常增大,电流、动调开度以及入口的负压都出现了大幅度波动的现象。
在分析其原因时,我们认为是叶片的开度和负荷是不匹配的,增压风机的入口压力大幅度的升高,所以就出现了吸风机喘振的问题。
另一台机组的增压风机出现跳闸问题时的参数为:在出现跳闸的问题之前,动调自动方式不动作的位置为69.5%的位置处,动调指令的位置为85%,并且调节的方式也自动的切换成了手动的方式。
调研讲话稿此次去厂家调研,我们了解了氧化风机的运行特性和结构,日常维修、保养和检查,以及针对我厂氧化风机出现的问题特别向厂家的专业技术人员请教、探讨和交流。
厂家也对此型号风机出现的溢油阀漏油、风机过载,以及安全排空阀泄露的问题做了针对性的解答。
下面我从此风机的运行特性及结构开始和各位领导交流:成组的罗茨鼓风机由罗茨鼓风机、联轴器、电动机滤清器、进出口消声器、止回阀、安全阀、三通体等部件组成。
我厂#11脱硫系统氧化风机配套采用的四川鼓风机厂生产的GR400-WD型高压罗茨鼓风机,电机为永清自配,风机转速:990 rpm;运行点风机流量: 130.4m3/min;轴功率:360kW,升压98kp。
其中其内部两个转子为双叶渐开线结构。
运行时转子在机壳内两个圆柱形孔洞中反向转动,通过转子转动时机壳内部空间的放大来吸入空气。
空气被隔离在转子和机壳之间,由旋转被推送至排气口,通过内部空间的缩小来排除空气。
转子旋转一周,空气被推送两次。
空气排出后,经过消声器和带有安全阀、压力表、放空阀的三通以及止回阀后进入塔内。
下面请看风机内部的运行概图——————接下来我想要说的是我这次报告的重点也就是针对我厂氧化风机出现的主要问题与厂家的抓也人员的探讨交流的结果————问题有以下三个:1)溢油阀油气严重的问题2)风机的安全阀,在未达到安全起座压力时动作或者泄露的问题3)我厂氧化风机未达到额定功率出现的过载保护跳闸的问题首先我说的是,溢油阀油气严重的问题。
本风机主油箱为强制润滑,副油箱采取飞溅润滑。
据厂家了解,溢油阀泄漏主要由于其运行中主油箱内齿轮由于转速高,油箱内的有被齿轮飞溅,从而导致有部分的油从溢油阀而溅出,结合实践,厂家采取了增加溢油阀的高度,或者在溢油阀底部加设了挡板或者将溢油阀位置设计中偏离齿轮转动时的切园的位置等措施,有效地避免了溢油阀的泄露。
对于我厂强制润滑油系统漏油严重的问题,经推断可能存在风机重新启动带负荷较高的可能——风机运行前,应检查齿轮箱油位高度达到指定油位线,油量过大会引起齿轮箱发热,膨胀量加大以及噪声加剧。
脱硫吸收塔氧化风管堵塞及断裂原因分析发布时间:2021-05-10T07:41:52.585Z 来源:《中国电业》(发电)》2021年第1期作者:宁东升[导读] 近年来我国对烟气的排放要求逐渐严格,越来越重视环保对环境的影响。
苏晋塔山发电有限公司 037001摘要:对于脱硫吸收塔频繁出现了氧化风管堵塞以及断裂问题,通过对现场的各方面分析,其中氧化空气的温度过高,以及定期冲洗不及时两方面是造成氧化风管堵塞的主要原因;而施工整体质量不过关以及设计不科学合理是造成断裂的主要原因。
随着我国现在对环保的不断重视,对二氧化硫的排放浓度上管理越来越严格,在确保二氧化硫排放浓度标准的情况下安全稳定的运行脱硫设备。
因此,本文主要是氧化管的堵塞与断裂分析其原因,并对此对出相应的对策。
关键词:脱硫;吸收塔;氧化风管;堵塞与断裂近年来我国对烟气的排放要求逐渐严格,越来越重视环保对环境的影响。
在此情况下,因脱硫的效率以及石膏法脱硫技术成熟而被火电厂广泛的应用。
其工作的原理是脱硫系统中烟气通过引风机从烟道进入吸收塔内,并且由输入的氧化空气以及石灰石浆液进行脱硫和氧化。
在此过程中,氧化风管管路逐渐堵塞将降低吸收塔浆液池中的亚硫酸钙的氧化效率,并且从一定程度上使浆液中的可溶性亚硫酸盐浓度不断增大,从而加剧吸收了管道的内壁结垢,导致石灰石利用率严重下降,对整体系统的正常运行造成了阻碍[1]。
同时,对于脱硫吸收塔氧化风管的布置方式为矛枪式,对此矛枪式进风量一般都偏小,并且进风的方式不均匀,从而造成塔内的亚硫酸钙氧化不均匀,长此以往容易结垢。
然而管网式氧化风管进风量较大,并且进风方式较均匀,在吸收塔内几乎都能覆盖,不易结垢。
但是对于管网式会经常出现氧化风管断裂的现象,从而影响脱硫设备的正常运行。
因此,要通过不断加强现场的维护并且多次改造来实现氧化风管不出现断裂情况。
一、氧化风管的具体结构布置某电厂的氧化空气系统一般是由2台卧式单级高速离心风机来组成,每座吸收塔氧化风机一台运行,另外一台来备用。
电力技术Electric Power Technology Vol.19 No.5Mar.2010第 19 卷 第 5 期2010 年 3月湿法烟气脱硫系统氧化风机断轴原因分析张桂平(广东珠海金湾发电有限公司,广东 珠海 519000)0 概述金湾发电有限公司#3、#4机组脱硫系统氧化风机是法国海鹏(Hibon )SNH892型三叶罗茨风机。
氧化风机的作用是向吸收塔浆液池中鼓入空气,空气中的氧气(O 2)与脱硫过程中生成的亚硫酸钙(CaSO 3)反应,最后生成石膏(CaSO 4·2H 2O )和二氧化碳(CO 2),实现烟气中二氧化硫的达标排放。
#4机组脱硫系统共设置2台氧化风机,一运一备,室内布置,正常情况下两台风机每10天进行一次切换,交叉运行。
氧化风管由一根母管和四根支管组成,将氧化风引至吸收塔底部4个搅拌器的位置。
1 脱硫系统氧化风机设备参数及运行状况#4机组脱硫系统氧化风机系统设备参数如表1所示。
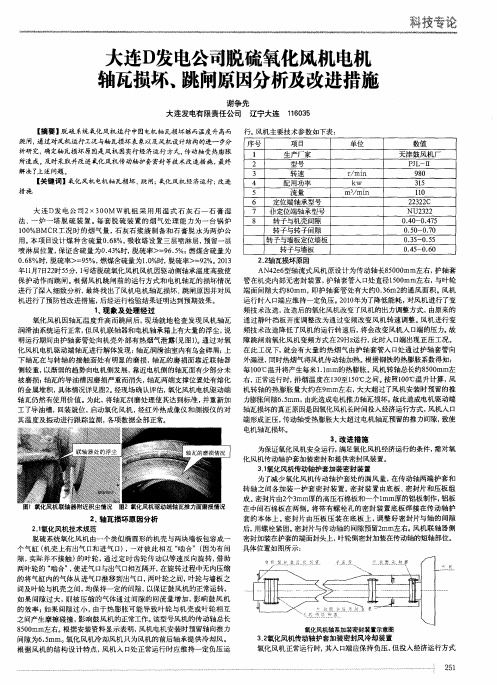
表1 氧化风机系统设备技术规范项目技术规范项目技术规范风机型号Hibon SNH892罗茨式传动方式皮带传动数量/台2(每套FGD2台)机壳材质FGL200流量/ Nm 3·h -16000(湿态)叶轮轴材质XC48全压/ mbar >900轴功率/kW 193 入口温度/ ℃20轴转速/r·min-11485温升/℃89氧化风母管/mm DN450冷却方式空—空冷氧化风支管/mmDN250氧化风机2007年6月投入使用,传动过程是:电机带动皮带轮→主动轴→同步齿轮→从动轴, 2009年10月26日,#4-1氧化风机从动轴叶轮根部(驱动端)断裂,如图1所示。
图1 氧化风机结构图1.1 #4-1氧化风机断轴前运行情况由于#3脱硫系统两台氧化风机主动轴叶轮根部均断裂,2009年9月24日,将#4-2氧化风机拆至#3脱硫系统运行,即#4-1氧化风机发生事故之前已连续运行32天,运行期间,定期清洗风机入口滤网,更换轴承箱润滑油,主、副油箱的润滑油位在中心线上,电流23.84 ~ 26.15 A ,出口温度120.2 ~ 140.6 ℃,吸收塔液位6.9 ~ 8.01 m ,氧化风管压力74.51 ~ 87.64 kPa 。
断轴之前30天的各运行参数变化如图2 ~ 5所示。
图2 #4-1氧化风机电流• 55 •张桂平:湿法烟气脱硫系统氧化风机断轴原因分析第 5 期图3 #4-1氧化风机出口温度图4 #4吸收塔液位图5 #4吸收塔氧化风管压力1.2 #4-1氧化风机断轴过程参数变化2009年10月26日6时32分,#4-1氧化风机电流从25.75 A升至最高值57.09A,最后降至7.47 A,历时99秒,风机出口温度从130 ℃升至146 ℃后降至120 ℃趋于平稳,氧化风管压力由82 kPa降至54 kPa,吸收塔液位保持7.5 m。
电流、温度变化如图6、图7所示。
图6 #4-1氧化风机断轴过程电流图7 #4-1氧化风机断轴过程出口温度1.3 #4-1氧化风机断轴后基本情况事故发生后,氧化风机皮带烧坏,齿轮侧板与油箱之间松动漏油(见图8);解体检查发现,#4-1氧化风机进口滤网破裂(见图9),风机本体内无滤网碎片;风机从动轴(驱动端)在叶轮根部断裂(见图10),从动轴总长1121 mm,断裂处轴颈Φ77 mm×130 mm;叶轮与椭圆形壳体内孔面及叶轮之间均有不同程度的擦、烧伤痕迹,主动轴(非驱动端)两片叶轮的端部螺钉与风机墙板磨损严重(见图11);轴承润滑油变黑,驱动端圆柱滚子轴承、非驱动端双列向心球轴承均完好;齿轮箱部件损坏严重,箱内可见断裂的定位销、齿轮箍碎块,齿轮紧固螺栓全部打弯或断裂,齿轮箱中的破坏有明显被冲击的痕迹。
图8 齿轮侧板与油箱之间松动漏油图9 氧化风机进口滤网破裂图10 驱动端从动轮叶轮根部断裂• 56 •电力技术第 19 卷图11 主动轴叶轮端部螺钉与齿轮侧板擦伤2 #4-1氧化风机断轴原因分析2.1 从动轴的使用材料不符合要求轴类零件应该具有高的强度、足够的刚度及良好的韧性,以防止断裂及过量变形。
#4-1氧化风机断轴后,检查断口呈灰暗色,粗糙且较为平坦,宏观塑性变形不明显,无疲劳断裂特征,断口形貌呈脆性特征,是材质受到较大的负荷或过负荷引起的断裂。
风机标牌上表明叶轮轴材质为XC48法国牌号,强度700 ~ 850 N/mm2,而对断轴做检验发现材质为球墨铸铁,从组织上判断类比我国的QT500-7,是铁素体+珠光体为基的球墨铸铁,石墨大部分呈团状和球状,余为团絮状和少量蠕虫状,球化率80%到小于90%,抗拉强度为410 ~ 420 N/mm2,仅仅是XC48的一半,该强度对于轴类零件显然偏低。
2.2 从动轴叶轮与机壳间间隙突变氧化风机运行过程中,间隙变化易引起设备的机械故障。
轴向间隙太小或者没有间隙会使风机的转子与墙板发生摩擦或挤压,径向间隙太小或者根本没有间隙会使转子与机壳发生局部摩擦,长时间运行会导致转子、机壳或墙板局部烧蚀,或者产生裂纹,转子之间的间隙太小则会使转子相互碰撞而打碎。
但是风机内部间隙太大会使容积效率降低,出口流量减小,出口压力下降和机身发热。
因此,内部间隙必须控制在一定范围之内。
#4-1氧化风机叶轮与椭圆形壳体内孔面、叶轮端部与墙板及叶轮之间的安装间隙如表2所示。
表2 #4-1氧化风机原装间隙数据(单位/mm)位置间隙位置间隙两叶轮间间隙①0.30-0.45主叶轮与侧缸0.25-0.30两叶轮间间隙②0.35-0.55从叶轮与机壳进风口0.40两叶轮间间隙③0.35-0.55从叶轮与侧缸0.30-0.35两叶轮间间隙④0.30-0.50主叶轮与前墙板0.50-0.55两叶轮间间隙⑤0.30-0.50主叶轮与后墙板0.30-0.40两叶轮间间隙⑥0.30-0.45从叶轮与前墙板0.50-0.55主叶轮与机壳进风口0.35-0.45从叶轮与后墙板0.30-0.40风机入口滤网为304不锈钢网(50目),顶部无通风孔,钢厚度约1.5 mm,远远大于风机从叶轮与侧缸之间的间隙(0.30 ~ 0.35 mm),风机断轴后拆检发现滤网顶部破裂(见图9),碎片不在氧化风机本体内,2009年11月机组小修时在出口氧化风管发现3块碎片,形状与#4-1氧化风机破裂的滤网相似,其中一块碎片弯曲程度与风机椭圆形壳体近似,如图12所示。
图12 #4-1氧化风机滤网碎片图13 #4-1氧化风机断轴后间隙数据#4-1氧化风机从动轴断裂后,各部件之间的间隙测量如图13所示,其中驱动端从动轴与机壳侧体的间隙较大,间隙大小和滤网碎片厚度接近。
由此可以得知:滤网碎片掉入缸体后,旋转着的从动轮把碎片带入从动轮与侧缸之间(驱动端),从动轴瞬间卡死,由于受到侧体的强大冲击力,迫使从动轴轴颈处发生脆性断裂。
断轴之后,叶轮与缸体之间间隙增大,滤网碎片掉入供风管。
从动轴卡死瞬间,两个同步齿轮发生猛烈冲击,齿轮局部烧伤,定位销、齿轮箍等部件断裂,并引起主动轴窜轴,主动轴端面(非驱动端)甩油环固定螺栓与油箱发生冲击,使油箱与齿轮侧板之间螺栓松动,油箱漏油。
2.3 风机运行环境恶劣运行温度高。
氧化风机设计入口风温20 ℃,温升89 ℃,即风机正常工作下出口温度109 ℃,但由于氧化风机环境温度较高,在实际运行过程中出口温度120.2 ~ 140.6 ℃,大部分时间温度在130 ℃以断轴60丝60丝140丝125丝20丝20丝10丝110丝155丝75丝60丝132丝30丝从动轴主动轴• 57 •张桂平:湿法烟气脱硫系统氧化风机断轴原因分析第 5 期上。
运行负荷大。
影响氧化风机运行负荷的主要因素如下:①氧化风管插入吸收塔浆池的深度;②吸收塔液位变化;③吸收塔浆液密度;④氧化风管是否堵塞。
#4吸收塔运行过程中吸收塔液位控制在7.5 m左右,浆液浓度1.15 kg/L左右,插入吸收塔浆池的4根氧化风支管坡口距离吸收塔底部分别为1020mm、900 mm、1150 mm和830 mm,假设4根支管坡口距吸收塔底部为1 m,根据p=ρgh可知,坡口处压力73.26 kPa,而实际运行中氧化风管压力达到74.51 ~ 87.64 kPa,接近满负荷状态,初略判断氧化风管有堵塞。
2009年11月小修期间试运氧化风机发现#4-3、#4-4氧化风支管堵塞,经检查,这两根支管隔离手动蝶阀及蝶阀以上管道堵塞,堵塞高度约150 mm,如图14 ~ 15所示。
图14 氧化风管堵塞清理图15 氧化风管隔离阀堵塞3 结论#4-1氧化风机断轴的主要原因有3个方面:第一,#4-1氧化风机轴的使用材料不符合要求,材料是球墨铸铁,不是法国的XC48钢,抗拉伸强度低,即使用球墨铸铁,也应该用以珠光体为基的高强度球墨铸铁;第二,氧化风机滤网碎片掉入缸体,使从动轮与缸体间间隙突变,产生巨大的冲击力,迫使轴断裂;第三,氧化风机运行负荷大,出口温度高对风机轴的使用寿命有一定的影响。
[参 考 文 献][1] 苏少林.啮入塞尺法调整罗茨风机压力角间隙[J].设备管理与维修,2009,(2):24-25.[2] 熊安然,王留运,熊大成等.三叶罗茨风机排气温度的影响因素分析[J].中原工学院学报,2006,17(5):24-26.[3] 李国盛,樊慧明.罗茨风机的常见故障及其对策[J].造纸科学与技术2007,26(3):52-54.Reason Analysis of Shaft Breakage of Oxidation Fan in the Wet FGD SystemZHANG Gui-ping(Guangdong Zhuhai Jinwan Power Company Limited, Zhuhai 519000, China)Abstract: Two oxidation fans for the wet fl ue gas desulphurization (FGD) system were equipped in the No.4 unit of Jinwan power plant. After two years operation, the driven shaft of #4-1 oxidation fan broke. The concrete situations of the fan before and after breakage were described in detail, and the reason of the breakage was analyzed in depth. The result showed that the breakage reasons of #4-1 oxidation fan were as below: the materials didn’t meet the requirements; the chip of the fi lter screen fell down into cylinder and led the fan gap changed abruptly; the fan operation load enlarged, and its temperature was too high.Key words: wet FGD; oxidation fan; shaft breakage; fi lter screen; gap。