NC偏摆送料机使用说明书
- 格式:pdf
- 大小:2.80 MB
- 文档页数:13
NC送料机如何运行的
东莞市佑亿精密自动化设备有限公司是一家集设计、制造、销售、服务、贸易于一体的企业。
专注NC伺服送料机19年研发生产,提供NC伺服送料机,三合一送料机等,公司生产的NC伺服送料机技术源于台湾,其NC伺服送料机核心伺服电机和马达全来自日本。
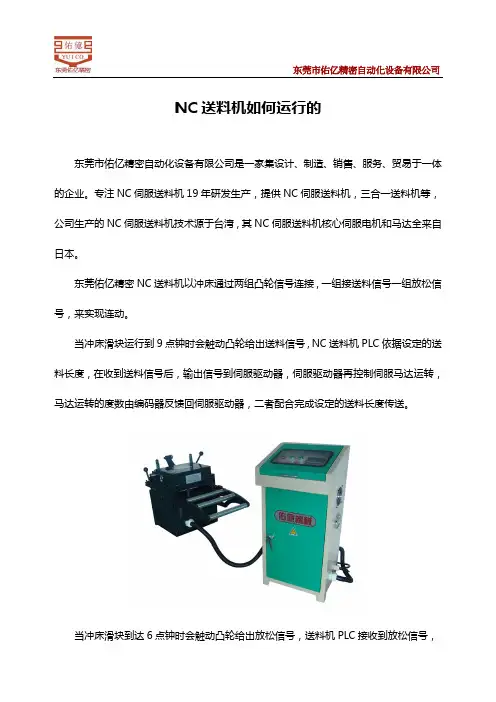
东莞佑亿精密NC送料机以冲床通过两组凸轮信号连接,一组接送料信号一组放松信号,来实现连动。
当冲床滑块运行到9点钟时会触动凸轮给出送料信号,NC送料机PLC依据设定的送料长度,在收到送料信号后,输出信号到伺服驱动器,伺服驱动器再控制伺服马达运转,马达运转的度数由编码器反馈回伺服驱动器,二者配合完成设定的送料长度传送。
当冲床滑块到达6点钟时会触动凸轮给出放松信号,送料机PLC接收到放松信号,
此时PLC会输出1个信号源来控制电磁阀动作,此电磁阀是控制NC送料机放松气缸,气缸经过活塞动作,使NC送料放松机构使上滚轮上升放松材料,实现瞬间放松。
这就是NC送料机的主要运行原理,如此循环运作,完成送料冲压全过程。
东莞佑亿精密送料机专门采用电子感应全自动控制,使用无组高速马达,无敏度高、故障少、具有正反转之功能且噪音低,根据冲床出料速度,高速收产速度,并可单边、双边收料,电源为单相220V市电,电源广泛;占地面积小,底盘装有刹车轮,移动方便,在工作时能保持稳定,本机型设计合理、新颖,造型独特、美观。
NC送料机
NC送料机开机操作步骤
1、首先,将NC送料机材料送入到进料斗内,并通过Z型提升机将零件送入到一号输送带上;
2、然后键通过线性振动机将零件往机械手处输送;
3、机械手抓取零件送入到二号输送带上,而部分未被机械手及时抓取的零件掉落到下料槽体内,并通过回料输送带送回至进料斗内;
4、放置到二号输送带上的零件被二号输送带带到检测头下方,通过检测头检测零件是否合格;
5、检测完毕之后,通过二号传送带带动零件往前移动,其中不合格零件分别通过不合格原因所对应的零件抓取件抓取,之后先通过一号气缸垂直抬升,再通过二号气缸水平输送到对应的零件滑道内,落入到不良品收集槽体内;而合格的零件直接送入到成品收集箱内。
新型NC送料机的有益效果是:能够自动上料检测、加工或两者结合,高检测效率和高检测精确度,减少人力物力,节约企业成本,提升企业生产效率。
维宏®数控系统NCSTUDIO V5.4软件使用手册目录升级纪录............................................................................................................................ I I 目录.. (I)1概述 (1)1.1软件特性 (1)2系统安装与连接 (3)2.1N CSTUDIO™的系统基本配置 (3)计算机主机 (3)操作系统 (3)2.2N CSTUDIO™系统的安装 (4)安装Ncstudio™软件 (5)安装Ncstudio™运动控制卡 (8)重新启动计算机 (8)2.3其他安装问题 (8)2.4卸载N CSTUDIO™系统 (9)2.5N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 (11)3.1操作模式与状态 (11)操作模式 (11)操作状态 (12)3.2机床坐标系 (13)机械坐标系 (13)工件坐标系 (13)4NCSTUDIO™操作界面 (15)4.1标题栏 (16)4.2菜单栏 (17)4.3工具栏 (18)4.4数控信息栏 (19)4.5状态栏 (19)4.6数控状态窗口 (19)加工状态和时间信息 (20)当前位置 (20)进给速度 (21)机床控制 (22)4.7自动操作窗口 (23)4.8手动操作窗口 (25)4.9加工轨迹窗口 (28)三维视图模式 (28)上下文菜单 (31)设置个性化参数 (31)4.10系统日志窗口 (32)4.11程序管理窗口 (33)4.12系统参数窗口 (34)加工参数 (35)厂商参数 (38)4.13程序编辑窗口 (41)4.14输入输出状态(I/O状态)窗口 (42)5NCSTUDIO™菜单系统 (44)5.1“文件”菜单 (44)打开并装载 (44)卸载 (45)新建加工程序 (46)打开并编辑 (46)编辑当前加工程序 (46)保存 (46)另存为 (46)关闭 (47)最近装载的加工程序 (47)最近编辑的加工程序 (47)退出 (47)5.2“编辑”菜单 (48)5.3“查看”菜单 (49)工具栏 (50)状态栏 (50)全屏 (50)显示加工程序行号 (51)跟踪加工程序当前行 (51)加工程序信息 (52)5.4“操作”菜单 (52)单步执行 (53)设置当前点为工件原点 (53)设置当前点工件坐标 (54)回工件原点 (54)开始 (55)暂停 (56)停止 (56)进入仿真模式并开始仿真 (56)高级开始 (57)断点继续 (57)执行加工指令 (58)微调 (61)对刀 (62)回机械原点 (62)复位 (63)5.5“机床”菜单 (64)5.6“窗口”菜单 (64)5.7“帮助”菜单 (65)6操作步骤 (66)6.1开机 (66)6.2机械复位(可选) (66)6.3载入加工程序 (66)6.4手动操作 (67)6.5确定工件原点 (67)6.6执行自动加工 (68)6.7直接定位功能 (69)7操作时的注意事项 (70)7.1多任务执行注意事项 (70)7.2回机械原点注意事项 (70)8最终用户软件许可协议 .................................................... 错误!未定义书签。
NC伺服滚轮送料机偏料调整方法
NC伺服滚轮送料机,因其送料长度可任意调整,送料精度高,操作方便简单及应用范围比较广,已经被广大使用者认可。
但很多时候,由于各种原因,送料时会出现偏料现像而造成送料不准。
下面介绍几种产生偏料的原因及解决方法。
1,NC送料机上滚筒压力不均引起的送料偏料,材料总是往一边偏。
如果材料一直往左边偏的话,表示左边的压力过大,此时应逆时针旋转左边压力调整螺帽,减小左边弹簧压力,直至材料跑正为止。
或者顺时针旋转右边压力调整螺帽,增加右边弹簧压力。
2,材料材质比较软,容易变形。
如铜材,铝材。
上滚筒压力过大引起材料变形偏料。
偏料状态会总是往一边偏或者有时偏左有时偏右不固定。
此时请将放松气缸的下压气管拔掉,折起绑住。
此时材料如果还变形偏料的话,再将两个压力调整螺帽逆时针旋转,直至材料不变形不偏料为止。
3,材料两边厚薄不一或者材料带毛边比较严重,引起送料时材料总是往一边偏,或者有时偏左有时偏右不固定。
解决方法:调整压力调整螺帽,将挡料轮改为挡料平板,不行只能更换材料。
4,机器加工或者组装出现问题,引起送料总是往一边偏料。
综合以上调整,如果没效果的话,请联系东莞市晋德五金机械有限公司客服人员,公司会尽快安排人员前往维修或者更换。
文章发表:晋德机械。
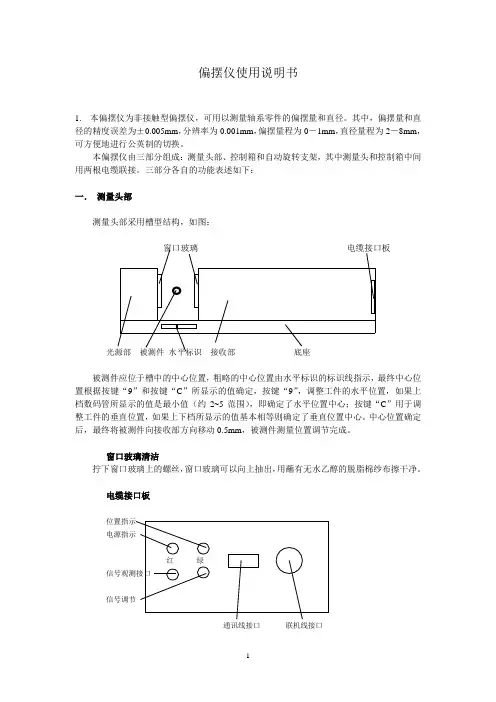
偏摆仪使用说明书1.本偏摆仪为非接触型偏摆仪,可用以测量轴系零件的偏摆量和直径。
其中,偏摆量和直径的精度误差为±0.005mm,分辨率为0.001mm,偏摆量程为0-1mm,直径量程为2-8mm,可方便地进行公英制的切换。
本偏摆仪由三部分组成:测量头部、控制箱和自动旋转支架,其中测量头和控制箱中间用两根电缆联接。
三部分各自的功能表述如下:一.测量头部测量头部采用槽型结构,如图:被测件应位于槽中的中心位置,粗略的中心位置由水平标识的标识线指示,最终中心位置根据按键“9”和按键“C”所显示的值确定,按键“9”,调整工件的水平位置,如果上档数码管所显示的值是最小值(约2~5范围),即确定了水平位置中心;按键“C”用于调整工件的垂直位置,如果上下档所显示的值基本相等则确定了垂直位置中心。
中心位置确定后,最终将被测件向接收部方向移动0.5mm,被测件测量位置调节完成。
窗口玻璃清洁拧下窗口玻璃上的螺丝,窗口玻璃可以向上抽出,用蘸有无水乙醇的脱脂棉纱布擦干净。
电缆接口板通讯线接口联机线接口如上图,通讯接口和电源接口用相应的电缆接上,通了电源后红色电源指示发亮,如果工件水平方向上处于中心位置,绿色位置指示灯亮。
信号观测接口在维护时用,信号调节微调不可以旋动。
电缆通讯线接口电缆,联机线接口电缆各一根。
二.控制箱控制箱面板如下图:功能键盘:数字1~9可用于参数值的输入,若单独按下列键,功能为:9 前后位置显示C 上下位置显示D 直径输入P1 程序1输入P2 程序2输入P3 程序3输入E 回车允许输入码:38(仅适用于D、P1、P2、P3功能键)允许输入码输入后,会依次出现A6~A1参数,各参数的含义如下:A6 采集前延时,单位0.1秒,最大输入值:255。
A5 采集时间,单位0.1秒,最大输入值:255。
A4 偏摆区间1A3 偏摆区间2A2 偏摆区间3A1 偏差补偿附加用数字键(1~9)依次键入A6~A1参数的设定值选择按钮:最大:进入程序测量瞬时:单纯测量P1: 程序1测量P2: 程序2测量P3: 程序3测量公制/英制按钮复位按钮后面板:1.电源220V2.通讯线3.联机线4.音量调节5.触点控制电源开关6.区间触点输出插座:区间1 C8,C10区间2 B9,B11区间3 A8,A107.熔丝座2A250V调节说明将“瞬时”按纽按下,测量头需固定于合适的测量位置,被测件(标准件)应位于测量中心。
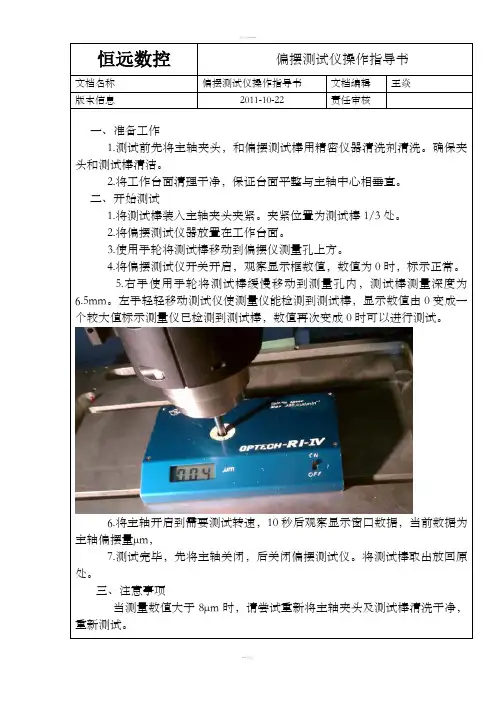
恒远数控偏摆测试仪操作指导书文档名称偏摆测试仪操作指导书文档编辑王焱版本信息2011-10-22责任审核一、准备工作1.测试前先将主轴夹头,和偏摆测试棒用精密仪器清洗剂清洗。
确保夹头和测试棒清洁。
2.将工作台面清理干净,保证台面平整与主轴中心相垂直。
二、开始测试1.将测试棒装入主轴夹头夹紧。
夹紧位置为测试棒1/3处。
2.将偏摆测试仪器放置在工作台面。
3.使用手轮将测试棒移动到偏摆仪测量孔上方。
4.将偏摆测试仪开关开启,观察显示框数值,数值为0时,标示正常。
5.右手使用手轮将测试棒缓慢移动到测量孔内,测试棒测量深度为6.5mm。
左手轻轻移动测试仪使测量仪能检测到测试棒,显示数值由0变成一个较大值标示测量仪已检测到测试棒,数值再次变成0时可以进行测试。
6.将主轴开启到需要测试转速,10秒后观察显示窗口数据,当前数据为主轴偏摆量μm,7.测试完毕,先将主轴关闭,后关闭偏摆测试仪。
将测试棒取出放回原处。
三、注意事项当测量数值大于8μm时,请尝试重新将主轴夹头及测试棒清洗干净,重新测试。
一、注意事项1 .测试时应将周边噪音较大设备关闭2.测量主轴噪音时候应离主轴600mm~800mm处测量二、开始测量1.按下开机键,等待5秒即可进行噪音测试,此时显示数据为当前噪音实时数据。
2.将噪音测量器放置在适当距离,按下【MAX HOLD】键,测量仪将会捕捉当前主轴发出最高噪音分贝。
3.测试完毕,将物件放回原处。
恒远数控振动测量仪操作指导书文档名称振动测量仪操作指导书文档编辑王焱版本信息2011-10-22责任审核一、安装测量仪1.将测量探头四芯航空插座对准主机连接。
2.将测量探头放置到主轴需要测量位置。
二、开始测试1.长按开机键开机,显示主界面,等待5秒可进行测试。
2.开启主轴到测定速度,10秒后观察主机当前显示数据即为当前主轴最大振动值mm/s。
三、注意事项1.由于振动测量仪采用精密传感器,所以测量时被测主轴至少稳定当前转速10秒,测量数据最为准确。

自动偏摆式送料机安全操作及保养规程为了保障自动偏摆式送料机的安全运行和延长其使用寿命,本文档对自动偏摆式送料机的安全操作和保养规程进行详细说明。
一、安全操作规程1.1 运行前的准备工作•清除工作区域内的杂物和障碍物;•检查送料机各部位连接管道和紧固件是否松动;•维护人员应正确穿戴安全防护装备,包括安全帽、防护眼镜、防护手套等。
1.2 启动和停止•操作人员应该熟练掌握自动偏摆式送料机的启动和停止操作方法;•启动时应先摇动一下送料机,确保其运行平稳,然后慢慢加速;•停止时先将送料机减速,等运行到低速时再切断电源。
1.3 常见故障和应急处理•如遇到送料机突然停机,应立即切断电源查看故障原因,不得擅自拆卸或修理;•如有大量粉尘或异物进入送料机内部,应立即切断电源,清理完毕后再重新启动。
1.4 日常维护保养•定期检查电气控制箱、电机、减速机、轴承等部位的油液是否充足,及时添加或更换;•定期检查送料机传动系统是否有异响或松动现象,及时紧固或更换磨损部件;•定期清理送料机内部的灰尘和杂物,保持通风良好,防止积尘引起故障;•定期对送料机各部位进行润滑,防止摩擦损耗。
二、保养规程2.1 润滑油的更换•定期更换润滑油,推荐使用高质量的润滑油;•更换前应先断电,并放空压缩空气系统;•更换后应先运转几分钟,确保新油能够完全润滑各部位。
2.2 电气设备的维护•定期检查电气接线是否正常,查看是否有氧化或腐蚀现象;•定期清洗电气设备表面的灰尘和污渍,防止腐蚀。
2.3 保护设备的表面•定期对送料机外表进行清洁和保养,用干净的软布擦拭,切勿使用硬物刮擦;•对不使用的送料机应将其覆盖好,避免外部灰尘和污染物侵入。
2.4 系统性能的维护•定期检查送料机性能是否正常,如出现异常及时排除故障;•定期校正送料机传感器的灵敏度和准确度,提高其性能和稳定性。
三、安全注意事项•在对自动偏摆式送料机进行保养和维修时必须断电,切勿带电操作;•不得擅自改动或调整送料机的设计和参数,以免影响其正常运行;•操作人员应按照操作手册要求进行操作,不得擅自进行操作;•如遇到突发故障或事故,应第一时间切断电源并向维修人员汇报。
三机一体NC伺服送料机操作步骤简述1.设定工件参数:首先需要在NC控制系统中设定工件的参数,包括工件的长度、宽度、厚度等。
同时,还需要设定工作过程中的其他参数,如送料速度、送料精度等。
2.选择工作模式:根据工件的不同要求,可以选择不同的工作模式。
一般来说,有手动模式和自动模式两种选择。
在手动模式下,操作人员可以根据需要手动控制送料机的运动;在自动模式下,系统会自动根据设定的参数进行工作。
3.安全检查:在开始工作之前,需要进行一些安全检查措施。
比如,检查送料机的电源是否正常,是否有杂物堵塞机器,以及各个连接部件是否牢固等。
4.启动系统:启动NC控制系统,并进行系统的自检。
在自检完毕后,系统会进入待机状态。
5.设定加工程序:通过NC控制系统,设定加工程序。
加工程序一般包括有关送料的指令,如送料速度、切削深度、送料距离等。
系统会根据这些指令自动控制伺服电机的运动。
6.手动操作:如果选择手动模式,操作人员需要手动控制伺服送料机的工作。
通过操作控制台上的按钮或手柄,来控制送料机的上下、前后运动。
7.自动操作:如果选择自动模式,系统会自动根据设定的参数进行工作。
在加工过程中,系统会自动根据加工程序控制伺服电机的运动,实现对工件的自动送料。
8.监控加工过程:在加工过程中,可以通过NC控制系统监控加工过程。
系统会实时显示加工进度、工件状态等信息,同时还可以进行数据记录与分析。
9.完成加工任务:当加工完成时,系统会自动停止伺服送料机的运动。
此时,操作人员可以根据需要进行下一步操作,如取出加工好的工件、上下料等。
10.关闭系统:当工作结束时,需要关闭系统。
首先停止伺服送料机的运动,然后关闭NC控制系统。
同时,还需要对机器进行清洁与维护工作,以确保机器的正常运行。
以上就是三机一体NC伺服送料机的操作步骤简述,每一步都非常重要,需要仔细操作,以保证工作的安全与高效。
送料机操作作业指导书1.安全规定1.1.对于准备与送材机配合使用的机器,请确实检查其是否符合所有的安全规范、准则及电源连接的条件;1.2.使用及操作时应注意的危险事项1.2.1.禁止未经受权的人士启动机器;1.2.2.请戴上合格的护镜及护罩,因为即使是很小的射出物,若射入眼睛也可导致失明,请务必保护您的眼睛及脸部,以防在靠近机器时被射出物伤及;1.2.3.工作时请穿著合适的工作服,禁止于工作时穿戴宽松的衣服、手套、领带或任何未经绑紧的穿著,工作服在手关节和臀部,大腿处必须缩紧,不得过于宽松,否则可能被转动中的送料轮或其他工作物件卷入机器,造成严重的后果;1.2.4.请穿著防滑鞋,以防滑倒;1.2.5.请戴头罩包住长发;1.2.6.取下戒指、珠宝、手表、手链火气他类似物件;1.2.7.开始工作前,请检查是否已采取一切必要的安全措施;1.2.8.保持工作场所及机器的清洁,有助于提高工作的安全性及效率;1.2.9.工作场所内不要有会造成妨碍的木板等类似物件;1.2.10.操作中请按照当地规定保持光线的充足,如果没有关于照明规定的资讯,照明度至少要达到300勒克斯;1.2.11.不得在有爆炸危险的地方使用此送材机;1.2.12.此送材机必须远离火源;1.2.13.工作期间请使用适当的防尘盖(集尘器),以避免木材产生的灰尘酿成火灾,木材产生的灰尘具有易燃性;1.2.14.启动送材机之前必须将其他工具移开;1.2.15.接上电源之前,确定开关在关(OFF)的位置,使用后请拔掉电源插头;1.2.16.要改变机器运转速度时,请先将机器关掉;1.2.17.以改变齿轮来改变机器运转速度时,请先将机器关掉并拔掉电源插头;1.2.18.请注意送材机与配合机型的连接是否正确;1.2.19.勿强迫送材机做超出其能力范围的工作,最好在最顺畅之送材率下操作,以达到最大的安全性和最佳的工作品质;1.2.20.应尽可能以夹子或老虎钳固定工作物件;1.2.21.在加工之前,请将钉子及其他异物自工作物件中移去;1.2.22.机器尚未完全停止前,请勿离开;1.2.23.不要在潮湿的场所使用送材机,也不要让送材机受到雨淋。
NC伺服左右偏摆送料机操作流程及参数设定大多数冲压业主都是使用人工手动对冲床进行送料,此种生产方式劳动强度大,人力成本高、危险性也比较大,一旦操作不当或是过度劳累时向冲床内送料就会有严重的安全事故发生,而且人工送料相比机器送料第一更费时,第二精确度低,增加生产时间,生产效率低且落料圆片的成品率低。
下面跟着佑亿小编了解左右偏摆送料机操作流程及参数设定方法吧一、测试画面:1、偏摆正转和偏摆反转按钮:是指冲床偏摆送料机在手动状态下,按压这两个键使机械左移动和右移动,但是,前提是在使用偏移状态下,即按压是否偏摆按键。
2、手动冲压和手动切断:是指用手动来控制冲床和剪床,剪床是用来剪切废料。
若冲压下料圆片直径比较大,而冲床速度又比较快,这时就可以用偏摆送料机来控制冲床,即偏摆和送料完了以后,给冲床1个信号,来起动冲床。
3、冲压模式单冲:主要是用来调试设备时使用,在NC偏摆送料机自动运行时千万不要按压这个按键。
4、是否剪切后起动冲床:这个按键主要是用来切换剪床剪切废料时送料机是否停止,然后等剪切完成后,依据切断后启动时间的设定值来起动。
二、设定画面:参数设定:设定冲床偏摆送料机偏摆圆的直径和偏摆个数即可,冲压时间和剪切时间一般设定在0.5秒左右,够用就可以。
若设定得太长,冲床冲压2次或者剪床剪切2次。
剪切个数设定是指冲压多少个圆片后,剪床把废料剪掉。
三、操作画面:1、手动正转和手动反转:是指偏摆送料机在手动状态下,可以送料或退料,自动时无效。
2、如果处于偏摆否的状态下,可以把它当成普通的送料机使用,送料长度就是圆片直径的设定值。
3、计数开关:是指是否要使用计数器来计算产品的生产量,要归零就按计数复位按钮。
4、机器在调试完成后把冲压偏摆送料机偏到一边的起始位置,先用手动冲压一个圆片,然后按压自动起动按钮,机器开始自动偏摆和送料。
若偏摆机要停止时,请按压自动停止键不要切换手动、自动按键,否则又要重新校对。
以上三点是NC偏摆送料机操作流程及参数设定方法,非常智能,操作方便。
操作规程编号:LX-FS-A50489 偏摆仪使用操作规程标准范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑偏摆仪使用操作规程标准范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1.偏摆仪是精密的检测仪器,操作者必须熟练掌握仪器的操作技能,精心地维护保养,并指定专人使用。
2.偏摆仪必须始终保持设备完好,设备安装应平衡可靠,导轨面要光滑,无磕碰伤痕,二顶尖同轴度允差应在L=400MM范围内a向及b向均小于0.02MM。
3.工件检测前应先用L=400MM检验棒和百分表对偏摆仪进行精度校验,在确保合格后,方可使用。
一.工件检测时,应小心轻放,导轨面上不允许放置任何工具或工件。
二.工件检测完工后,应立即对仪器进行维护保养,导轨及顶尖套应上油防锈,并保持周围环境整洁。
三.应指定专人于每月底对偏摆仪进行精度实测检查,确保设备完好,并做好实测记录。
请在该处输入组织/单位名称Please Enter The Name Of Organization / Organization Here。
新款NC伺服送料机使用说明书力豪机械设备CHINA SHENZHEN LIHAO MACHINE EQUIPMENT CO.LTD.前言您好!欢迎您使用力豪NC伺服送料机!力豪机械在发展过程中始终坚持“以质为本,服务为先”的经营理念。
力豪机械已通过ISO90000:2000质量体系认证和欧盟CE认证,在生产过程中严格执行标准化的生产、制造工艺和严苛的检测程序,最大限度地提升和保证了产品质量。
根据多年来客户反馈的信息及我们的服务经验总结,正确的使用和及时的保养使机器得以发挥其应有的最佳效能,并长期保持其原有精度和生命活力之重要因素。
为此,我们希望这本使用说明书能帮助您充分利用这部设备的功能。
为了正确地使用您所需要的设备,请在使用之前仔细阅读本说明书请务必把本使用说明书交到设备实际使用者手中如有更改,恕不另行通知。
力豪机械设备SHENZHEN LIHAO MACHINE EQUIPMENT CO., LTD.目录1. 设备特点 (1)2. 本机结构 (1)3. 设备配置 (1)(1)深锻NC送料机配置 (1)(2)力豪NC送料机配置 (1)4. 设备安装 (2)5. 设备调试 (2)6. 电控操作板说明 (3)7. 手柄操作说明(手动模式下有效) (3)8. 触摸屏操作说明 (4)(1)开机画面 (4)(2)参数设置 (5)(3)功能选择 (5)(4)手动操作(手动状态时有效) (6)(5)系统信息 (7)(6)主画面操作 (7)(7)监控说明 (7)9. 日常保养 (8)(1)滚轮的齿轮部分,涂上齿轮黄油并补充更换齿轮油。
(8)(2)滚轮间是否有污物,齿轮间是否有异物。
(8)(3)各机构间结合的螺丝及螺帽是否松动。
(8)(4)送料滚轮是否有良好的平行度。
(8)(5)各部分是否有损伤变形等异常现象。
(8)(6)操作面板上的开关及显示屏是否异常。
(8)10. 定期检查 (8)11. 常见机械故障与排除 (9)12. 故障分析与诊断 (10)13. 参数设定 (11)14. 报警编号及处理(安川) (11)附录:电路图 (13)1.设备特点(1)适用于材料厚薄不同、长短不一之送料加工。
台達CNC 控制器操作功能介紹黃紀豪April 16,2012大綱•診斷功能介紹[DGN]–系統與加工資訊–監控功能(MLC、I/O 、伺服…)–調機功能–備份功能–軟體面板/開機畫面下載•參數功能介紹[PAR]–系統參數設定–伺服參數設定–系統通道/軸設定•軟體面板功能介紹[SOFT]診斷功能[DGN]1.系統與加工資訊2.監控功能(MLC、I/O 、伺服…)3.調機功能4.備份功能5.軟體面板/開機畫面下載累計加工所需花費的時間與提供系統的加工數加工資訊設定設定系統的目標加工數與完成加工數清除時間清除總加工時間與單加工時間清除個數清除完成加工數目標加工數對應D1472完成加工數對應D1473用戶變數提供使用者修改特殊用暫存器內容值的操作介面暫存器(D)設備商提供允許用戶修改的特D 號碼,允許範圍D512 ~D1023數值使用者修改數值註解暫存器註解MLC 在線編輯&在線監控提供MLC在線編輯,與顯示I/O接點狀態變化,以利程序開發與維護除錯。
MLC線上監控・I/O點線上監控・暫存器線上監控・階梯圖線上監控MLC線上編輯・階梯圖線上編輯・註解編輯・符號編輯系統監控提供系統相關監控資訊,包含1.變數監控: 有關系統內部變數資訊2.I/O 監控: 遠端I/O 狀態監控3.伺服監控: 伺服狀態監控提供系統內部變數相關資訊,區分為1.系統變數(VS):系統一般內部資訊。
2.通道變數(VC):通道相關內部資訊。
3.軸變數(VA):軸相關內部資訊。
•變數搜尋方法,以VA100為例1.數字+FUN 鍵:2.全名+ENTER:•數值顯示種類–16位元變數允許多種進制切換++16進制16進制顯示2進制2進制顯示I/O 監控提供系統連接遠端I/O 狀態資訊,可藉由此介面了解遠端I/O 的連線狀態。
伺服監控整合伺服器負載顯示,在加工時能及時監看出力狀況。
系統權限分層管理,方便用戶保護重要資料,區分為1.系統密碼:系統商權限。