OKUMA常见报警信息及解决办法
- 格式:doc
- 大小:435.50 KB
- 文档页数:2

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
![okuma报警代码_1089~1945[1]](https://uimg.taocdn.com/965d86fa0242a8956bece471.webp)


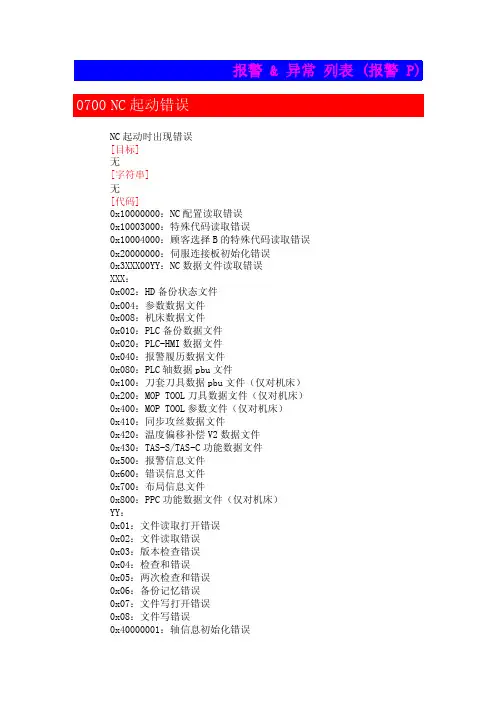
NC起动时出现错误[目标]无[字符串]无[代码]0x10000000:NC配置读取错误0x10003000:特殊代码读取错误0x10004000:顾客选择B的特殊代码读取错误 0x20000000:伺服连接板初始化错误0x3XXX00YY:NC数据文件读取错误XXX:0x002:HD备份状态文件0x004:参数数据文件0x008:机床数据文件0x010:PLC备份数据文件0x020:PLC-HMI数据文件0x040:报警履历数据文件0x080:PLC轴数据pbu文件0x100:刀套刀具数据pbu文件(仅对机床) 0x200:MOP TOOL刀具数据文件(仅对机床) 0x400:MOP TOOL参数文件(仅对机床)0x410:同步攻丝数据文件0x420:温度偏移补偿V2数据文件0x430:TAS-S/TAS-C功能数据文件0x500:报警信息文件0x600:错误信息文件0x700:布局信息文件0x800:PPC功能数据文件(仅对机床)YY:0x01:文件读取打开错误0x02:文件读取错误0x03:版本检查错误0x04:检查和错误0x05:两次检查和错误0x06:备份记忆错误0x07:文件写打开错误0x08:文件写错误0x40000001:轴信息初始化错误-多于8个轴0x50000000:PLC数据文件读取错误-读取失败的M代码数据文件0x6000XYYY:I/O初始化错误X:0:PLC变量备份文件读取错误YYY:1:文件读取打开错误2:文件读取错误3:版本检查错误1:I/O强制数据文件读取错误YYY:1:文件读取打开错误2:文件读取错误0x70000000:伺服连接初始化错误0x80000000:操作缓冲区错误0x90000000:PBU数据文件读取错误0xA0000000:共享存储器容量定义错误0xA1XXXXXX:报警服务程序开始错误XXXXXX:报警服务程序库函数错误代码0xA2400002:报警履历读取错误0xA3000000:螺纹监视初始化错误0xA400XYYY:设备网定义文件读取错误X:0:设备网定义文件读取错误YYY:1:未找到文件2:文件读取打开错误3:文件读取错误4:文件属性错误5:文件数据错误1:设备网浏览列表改变文件读取错误YYY:1:未找到文件2:文件读取打开错误3:文件读取错误4:文件属性错误5:文件属性错误6:文件大小错误7:文件大小错误2:MTB-HMI IO地址转换数据文件读取错误 YYY:1:未找到文件2:文件读取打开错误3:文件读取错误4:文件属性错误5:文件属性错误6:文件数据错误0xA500XXXX:系统IO文件读取错误XXXX:1:未找到文件2:文件读取打开错误3:文件属性错误4:文件属性错误5:文件数据错误0xA6000000:当SUPER-NURBS规格存在且不插入规格位ON时,它与板不一致。

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
O K U M A常见报警信息及解决办法-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIOKUMA常见报警及解决办法1、Y、Z轴润滑报警报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE选项拨到0重启即可。
7、2462主轴分度异常出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。
大隈OKUMA驱动器维护和修理问答大隈OKUMA数控系统以其精准大隈OKUMA维护和修理拥有的技术和专业的服务,专注于大隈OKUMA数控系统的维护和修理服务,MIV系列驱动器的各种故障报警都能精准判定后轻松维护和修理,参数丢失后恢复,参数调整等,致力于为客户供给优质的服务。
我们的宗旨是:技术好,周期短,返修率低。
专业的技术人员,先进的检测设备,严格的质量管理,使我们的服务客户充足,每个维护和修理任务都能在短时间内完成,保持返修率低。
我们的服务适用于机加工厂,汽车零部件厂等大隈OKUMA数控系统使用者,一站式解决大隈OKUMA数控系统的各种问题,节省您的时间和精力,提升您的工作效率。
服务流程:1、在线提交维护和修理订单,我们会尽快响应。
2、技术人员上门检测,精准取得问题类型。
3、供给合理的维护和修理方案,给出优的价格。
4、维护和修理工作进行,确保工作质量。
5、核对维护和修理结果,确保达到客户期望。
大隈OKUMA维护和修理专业为您解决大隈OKUMA数控系统的问题,以优质的服务和廉价的价格充足您的需求,让您的工作更加高效,更加轻松。
1.什么是大隈驱动器维护和修理项目?答:大隈驱动器是一种工业机械,可用于运输和移动重型货物。
大隈驱动器维护和修理项目是指对这种设备进行修理和维护的服务。
2.如何确保大隈驱动器的性能和寿命?答:为了确保大隈驱动器的性能和寿命,需要定期对其进行检查和维护。
使用时需要遵从正确的操作规程,保持设备清洁,避开过度负载和过度使用。
3.我需要供给什么信息能反馈大隈驱动器故障并维护和修理?答:判定大隈驱动器故障需要供给设备的型号、序列号和故障描述,故障报警代码,并供给报价。
您可以通过网站电话或微信联系我们的客服团队。
4.大隈驱动器维护和修理需要多长时间?答:维护和修理时间取决于设备的故障和维护和修理的多而杂性。
我们的技术团队将依据实际情况进行评估,并尽快完成维护和修理任务。
5.大隈驱动器的维护和修理质量保证?答:为了确保设备的安全和维护和修理的质量,我公司供给三个月质量保证。
大隈(OKUMA)OSP—U10/U100数控系统维修知识讲座第6进大隈(OKUMA)OSP—U10/U100中由PLC检测的报警信息说明技术讲垂?《i=啪舳数渲暴凌雅翱灏谭}痘第6讲大隈(OKUMA)0sP—ul0/U100中由PLC检测的报警信息说明南京太限北京分公司(1o0o04)孔昭永t尊蓍按}数控祝靡髀电气l故障磬盘纛磊肇鼓辣蕾摹蠢的馥肆l幢爿癌序箍辩)和桃撼控赦辟《击Pt,C的睡肆鞋冀程序蓓).藉走藁,_奉讲舟缚由n橙葑酶袅萄趣蕻照搬誊靖墓0考摩套凄毒薯曼争夺蠹垂执摩耋_搴对胃冉燕用删(uMAosP幕鲑蚂概摩豪失多睾碍变镱黯五整青黄,蒉戤噍谢碡标砖妊羲舞诬聱嗵鹰衡毽謦骚蕾1氧枯零簿鸯|舞辑斑0精警鲁矗辆辐应韵瘩摩处理矗瞌宥音瞽訾随着囊燕.值_铂瓣鹰聪氍生察遐供瓤簿捷蜃琏聪蔷蠹il也干巾教碡产生剪_原置是爹静多棒嚣,所逮富强糖棒一艇两舟缮j1囊謦.曼辔箍l耘薄镶辟据l韪符募庠努薪一,由PLC检测的报蕾信息的分类和显示格式1,报警信息的分类由PLC检测的报警信息可为4种类型,出现PLC报警时机床的状态以及报警出现后可运行的NC功能如下表所列报警出现后类别报警出现时的机床的状态可运行的NC功能在高于A类报警的NC报警出在故摩排脒并作”系现时.A类报警不能显示.A类报统复位(RESET)操A1700警出现时.NC进培轴f包括C方作以前,仅船作与显示~18式的主轴)碱建后停止运动.主轴有关的操作,机床不佳停转.辟却停止.屏幕上显示出报运行警号和报警信息在高于B类报警的A类报警出在故障捧障并作系B2700现时.B类报警不能显示.B类报统复位(RESET)操警出现时.NC完成当前程序殷的作以前.仅能作与显示~2899宿令后停止执行下一程序段.屏有关的操作.下一十程幕上显示出报警号和报瞢信息序段不能运行在高于C类报警出现时.即使它在报警解除前仅能c37O0已存在也不能显示,C类报警出现作与显示有关的操作,时NC继续执行加工程序到结束~3899新的加工程序不能运(M02指令).屏幕上显示出报警行号和报警信息在高于D类报警出现时.即使它操作面板上的所有D47O0已存在也不船显示.D类报警对机操作都能进行.报警原—4899床运行最有影响屏幕上显示出因解除前报警状态不撮瞢号和报警信息能复位2.各类报警的丑示格口口口口*******(报警号)(报警信息)二,常见的PLC报蕾信息和相应的故障处理方法PLC报警信息大多与机床的运行状态和错误的操作方法或参数设定有关,下面分类作简要的说明.46?避趣西窖倪供i{簟;I,与操作有关的PLC报警报警号}匣警信息故障挪位解决方莹l蜃急紧急停止按钮压排鲦l蜃急停止按钮压下蔼1700A 停止的故摩.复位后按”加电”按钮超出检查/更正系统参数的轴1701A行程极轴行程条1737A互镄1用正确的方击起曲主轴2747B控锎开件(开关)教有设置时起动主轴旋转旋转关出错A TC在系统还处于”手1740A手动方动单步刀具交换就切换到手动方式.结束单态时切换到MDI或步刀具交换操作式自动方式伺服在用手轮进行伺换刀臂服换刀臂调整时切将NC切换捌手动方式l舯2A后撤出伺服换刀臂手轮手轮操换到MDI或自动方作方式式操作方式刀库在刀库处于调整2720B处于调方式时切换蓟MD1撤出刀库调整方式或将整方式或自动方式NC切换到手动方式门互在防护门打开时2721B要在MDI或自动方美上防护门镄2式下运行程序刀库非A Tc循环时打不要在非手动方式时打2725B门开开刀库门开刀库门刀库旋刀库手动九打开2726B关上刀库手动门转綦止时禁止刀库旋转主旋在A TC单步操作4711D退出A TC单步操作转蓁止中綦止主旋转4712D进培在肌单步操作4713D轴运动中禁止进蛤轴运动退出A TC单步操作4714D羹止(相应于X/y,z轴)巍攮I凡(玲翻I2001年镣6期技术讲奎?2.与机床过载有关的PLC报警报警号报警信息故障部位解奂方法变压伺服电掉变检查伺服电源变压器及其薯1709A器超温压嚣过鹅度控嗣接点引出线是否断开主轴电机垃载缩检查切削条件.以厦主轴电机1719A电机过电器热接点聪是否正常.故障排陈后再使过载载开缩电器复位主釉主轴电机断检查切削条件.以厦主轴电机电机断1729A路器保护接点是否正常.故障排踩后再使新路路器韩开脱开嚣复位3.与主轴状态有关的PLC报警报警号报警信息故障部位解奂方法l738A主轴互镜2{{}刀按钮和柑检查主刀具是否刀网接通时禁止2748B刀具未夹紧夹鬟主轴旋转主轴互锁(变换挡完成信号检查主轴抉挡的机1739A械机构,换挡完成开关速未完成)断开及接线主轴驱动嚣主轴驱动器检查主轴驱动器V AC1750AV AC束准备好V AC或断电后再接通电源主轴速度溢主轴实际速度梭壹主轴驱动器1751A超过设定值到达出vAc/或主轴电机125%1752A主轴换挡齿换挡齿轮位置检壹主轴变速箱及换挡齿轮位置确认开2749B轮位置异常确认信号断开关及接线主轴刀具夹紧主轴刀具夹肇/幢查主轴箱中的刀具1760A孜捂信号异常放柑开关同时接通央鬟/放橙开关及接线4.与液压系统有关的PLC报警报警号报警信息故障部位解奂方珐藏压泵电机电机过载继检查藏压泵电机,灌压象172oA电器热接点聪以及袖辟是否正常.故障排过载开除后再燕过载继电器复位1730A渣压压力过藏压压力开检查液压压力开关,油4701D低关新开箱和袖路及接线灌压油过滤灌压袖过滤检查灌压袖,压力开关2702B 器堵塞器堵塞厦过滤嚣主轴橱滑回主轴润精回幢查润滑回油压力开2704B 袖过游善堵塞袖过漕器堵塞关,润打油及过话器主轴润打油主轴商打油检查橱打油压力开关2705A 过滤器堵塞过滤器堵塞耨精油及过滤嚣灌压电机ON灌压电机接通检查灌压电机控制电2751B命争已发出但回检捌异常路及接麓器着信号未接通灌压油面异藏压袖面正4703D检查灌压油箱油面常常信号新开5.与浔滑系统有关的PLC报警报警号报警信息故障部位奂方法润滑泵电机过载继电检查润}|泵电机,润柑泵1721A以及油路是否正常.故障捧电机过藏器热接点脱开除后再使过载缝电嚣复位闷滑泵电机接桶滑油通后的设定时问检查橱滑泵电机,润滑27∞B泵,润精油压力开*以及油压力异常1内润精油压力开路是否正常关仍投有接通执攮1人(拎翻I2001年第6秘(续)报警号报警信息故障部位奂方法润滑泵电机新澜打油开后的设定时间检查润滑油压力开关2701B压力异常2内润精油压力开及油路是否正常关仍挺有新开润滑油过润滑袖过滤嚣2703B检查润打油及过滤器漕器堵塞堵塞澜清电橱柑电机接通检查润滑电机控{目I电路2750B机ON检奇令已发出但回及接■善测异常答信号未接通润打油润滑幕坑压力清理润柑系统油路或油3701C压力异常2开关接道箱4702D掏精袖润滑袖面低于掭加蠢蒋油4708D面过祗规定要求轴润x轴润滑计教检查x轴掏iI计数开关4704D柑计数异常停止及接线6.与冷却和撵_l胃系统有关的PLC报警报警号报警信息故障部位解奂方法1722A冷却泵冷却泵1/2电机检查砖却泵1/2电机电机1/2过载继电器热接点及冷却录.捧除故障后复l723A 过载脱开位过载维电善1726A捧屑器排属器1/2电机检查捧餍嚣电机1/2电机1/2过载缩电嚣热接点厦排属器传动机构.捧除1727A 过载脱开故障后复位过载继电器2752B冷却幕却泵电机1/21/2电机ON接通命夸已发出但检壹砖却泵I/2电机2753B挎匍电路及接■器检测异常回答信号未接通2256B排属善正排屑器电机正/反检查排屑嚣正,反转电/反电机0转接通命々已发出2257B机控串I电路及接■器检溉异常但回答信号未接通冷却藏啼却{夔面氍于撬47∞D舔加净却藏面过幅定要求7.与刀库有关的PLC报警报警号报警信息故障部位懈提方挂刀库电电机过载继电器检查刀库电机及刀库1724A动机柯是否正常故障捧酵机过载热接点脱开后再使过载蛙电善复位刀库原点刀库在I号刀位时检查原点位置开关厦1731A 位置异常原点位置信号新开接线刀库停止刀库在停止状态时检查刀位计数开关厦1734A 位置库手在MDI或自动方式检查刀库手动『1关检37l0A 动门开没有美好刀库手动门涌开关或关好门刀库手动换刀臂位置不台将换刀臂移动到台适371lA操作禁止适禁止刀库旋转的位置.再旋转刀库刀库防在MD【或自动方用A TC单步方式关闭3712A护门未关式未关刀库防护门刀库防护门47技术讲毫?8.与自动刀具交换有关的PLC报蕾报瞢号报瞢信息故障部位解决方法交换臂停交换臂旋转位量检查交换臂麓转位1735A止位异常确认信号酐开置开关盈其位量主轴中有在A TC循环检壹检查主轴有状态1741A主轴无刀时主■中关盈按羹刀机构工柞刀是否正常.或取下主辅却有刀中的刀具刀库当前在A TC糖环检查检查刀具/刀套捆1742A刀库当前位置无刀据表.当前刀套号丑位量有刀刀库位置计数开关或时其中却有刀取下刀具刀库刀位捷不到目标刀套检查刀库传动机构1744A刀库位置计数开关和号检索错位置刀具/TJ套教据表1745A刀库当前执行M06指令时检查刀具/TJ套獭据表”盈交换臂麓转谊2746B位无刀刀库当前17A中,右位置捡位量控信号中有右位置检开关盈接蔼异常两个同时接通线空按臂旋交换臂麓转位量检查交接臂旋转位177oA转位量检蔼检的两个信号都置检的两个开关厦异常接通接缝刀厍上位/刀库上位/下位橙检查刀库上位/下位1771A下位检异童蔼信号都接通检开关厦接线1180A伺服换刀伺服换刀臂控制检查伺服换刀臂控1181A臂控制异常(PLC■)控制出错翻■伺服单元TI轴(PLC刀具传送装量控1183A檀壹TI■伺服单元轴)控制异常制出错指定的刀发出但在规定2825B到位超时时闻内未到选一开关位量9.与分度台或附加轴有关的PLC报蕾报警号报警信息故瘁部位■决方莹分度台放分度台放梧/夹觜检查分度台和救格1763A柽/央羹开关状态信号都接通夹羹开关厦接线异常附加轴1附加轴1(旋转1774A艘梧胰譬台)鼓橙/夹紧状态检壹旋转台和放梧/ 亮羹开关盈接线关异常信号都接最附加■2附加■2’旋转1775A敏橙/夹羹开古)放梧/亮羹状态检查麓转台和艘梧吏紧开关盈接鲢关异常信号都接最1O.与DNc—.B通讯有关的PLC报蕾报警号报警信息故瘁部位解决方莹DNo—B格误的DNC—B严格按机库管理卡1810A规格参数的规格参教的援定的配量进行规格参数设定情谩的设定DHC—BDNC--B初始化检查用于DNc_-P 1811A韧始化异常出格通信由白CCP董DC--B接孟DHC—B曩1812A冲嚣运行时CCP板检查用于Dc.P异{|通信的CCP工作不正常11.其他的PLC报蕾报t号报警信息故瘁部位解决方甚加电过程加电时序控■电检查用于■停控的1705AlOOms瑶时蕾电嚣和异常路轴控蕾电嚣防护『1开/防护门开/阳状杰检壹防护门开/闭揎11了2A闭状态控信号都接通开关厦接线异常电柜内羞度膏于幢查电柜最风庸.{膏37o0CcPU超羞60℃曩遘风孔过滤嚣(持续)(收瞢日期:20010124)枫攮I凡t拎如I2001年革6鞠。
OKUMA常见报警及解决办法1、Y、Z轴润滑报警报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE 选项拨到0重启即可。
7、2462主轴分度异常出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。
步,若为0则是头已拉紧,若为7则是头未拉紧。
需要手动进行分度,将参数7改为6,第13步第1项0改为61,此时头会向下,切换到手轮调到4轴对主轴头进行旋转在到达正中间0点时按拉刀键(最下面一个键)头即会拉紧,观察15-2的参数若为还是为7则需要重复以上步骤,调节4轴位置再拉紧直到参数变为0。
大隈OKUMA伺服放大器(驱动器)故障的维护和修理案例在大隈数控机床修理过程中,有时会碰到一些比较特别的故障,例如:有的机床在刚开机时,系统和机床工作正常。
但是,当工作一段时间后,将消失某一故障。
这种故障有的通过关机后得以清除,有的必需经过关机较长的时间后,机床才能重新工作。
此类故障常常被人们称为“软故障”。
由于此类故障的不确定性和发生故障的随机性,使得机床时好时坏,这给检查、测量带来了相当的困难。
修理人员必需具备较高的业务水平和丰富的实践阅历,认真分析故障现象,才能判定故障原因,并加以解决。
下面是笔者在数控机床修理中一起比较典型的“软故障”修理事例,现将故障现象、修理过程及分析思路介绍如下,供同行参考。
无锡悦诚科技修理范围有哪些?我们是一家专业修理大隈OKUMA数控系统的服务型企业。
如OPS5000系统,OPS7000系统,OPSP700、OPSP200、OPSP300、OPSP700、OPSU系列、OPSE系列的各种故障报警都能精准明确推断后轻松解决。
大隈系统软件维护:系统参数丢失后恢复,参数调整。
大隈系统配件修理:伺服大隈驱动器修理,电源修理,电机修理,VAC驱动单修理,POS修理,大隈电路板修理。
修理师傅技术水平如何?有着十多年系统修理阅历,精通大隈系统,发那科系统,西门子系统电气结构和工作原理,修理阅历丰富,十多年下来修理过上万块系统电路板,各种疑难杂症都碰到过。
修理费用,修理周期是多少?我们都是先依据客户供应的故障信息,初步推断系统哪部分坏了,寄修或送修,上检测平台检测电路板哪些元器件损坏,依据实际情形报价给客户,如需要修理,也会在一至两天内修理好,供应测试视频给客户后发出。
修理后的设备有保障吗?修理的设备都贴有保修标签,好像一故障质保三个月。
该大隈机床发生的故障现象为:机床开机时全部动作正常,伺服进给系统高速运动平稳、低速无爬行,加工的零件精度全部达到要求。
当机床正常工作5—7h后,Z轴消失猛烈振荡,CNC报警,机床无法正常工作。
OKUMA重要报警例外故障码表[Hex]:表示十六进制。
代码名称描述/ 警告代码排除措施01控制板错误控制板引起的错误。
XXXXXXXX1:访问错误更换IPCB02控制电压±15V/+24V 错误对于控制回路,大幅度升高或降低±15V+24V。
XXXXYYYYXXXX ≠ FFFF[Hex] . . . . . ±15V 错误XXXX = +15V 电源的检测值YYYY = -15V 电源的检测值XXXX = FFFF[Hex] . . . . . . +24V 错误YYYY = +24V 电源的检测值更换IPCB03OPF 错误任选程序文件中的错误。
XXXXXXXX1:ID 编码“OPF1”错误2:结束代码“ED”错误3:和校验错误4:主板名称错误更换IPCB检查可选程序文件。
11控制电源+5V 错误对于控制回路,大幅度升高或降低+ 5V。
XXXXXXXX = 错误状态寄存器更换IPCB12门信号错误门信号发生错误。
XXXXXXXX = 错误状态寄存器更换IPCB13变频器桥电路错误电源装置发生故障。
XXXXXXXX = 错误状态寄存器更换MIP 装置14电机过电流错误不正常电流通过电源装置。
XXXXXXXX = 错误状态寄存器更换MIP 装置20INT6 循环错误CPU 处理中引起的错误。
XXXXXXXX = 错误状态寄存器更换IPCB21INT5 循环错误CPU 处理中引起的错误。
XXXXXXXX = 错误状态寄存器更换IPCB22INT4 循环错误CPU 处理中引起的错误。
XXXXXXXX = PC 错误更换IPCB23INT3 循环错误CPU 处理中引起的错误。
XXXXXXXX = PC 错误更换IPCB24INT2 循环错误CPU 处理中引起的错误。
XXXXXXXX = PC 错误更换IPCB25INTI 循环错误CPU 处理中引起的错误。
XXXXXXXX = 错误状态寄存器更换IPCB26访问错误CPU 处理中引起的错误。
例1.换刀故障的故障维修故障现象:一台配套OKUMA OSP700系统,型号为XHAD765的数控机床,换刀进程中,机械手未将主轴刀具拔出,随后显示2873“互换臂拔出检测器异样”报警,同时主轴负载逐渐增加,到80%时被迫关机。
分析及处置进程:按下急停钮,给CNC上电,在自动运行方式下输入“CHGCOND”,随后显示方式画面,将光标移到测试方式,按F1方式设定,断电后再上电,按软键PLC测试→扩展→找到调试画面,找到610参数将其改成0,按参数设定键,将任选参数16Bit7改成1,翻页将任选参数56BIT7改成1。
切换得手动方式,同时按下ATC、互锁解除两键点亮ATC灯,按扩展→PLC运行。
这机会床应能起动,翻到M06调整画面,查看换刀调整画面将EACH OPERATION POSSIBLE改成1,再前后将SPINDLE TOOL UNCLAMP (主轴松刀)、ARMFRONTMOVE(手臂向前)菜单COM位设为1,按单步退执行,若是刀具非机械卡死,则用小橡皮鎯头轻轻敲击刀柄,刀柄应从主轴拔出,然后如上所述设置执行RIGHT FINGER UNCLAMP(右手指松)、LEFT FINGER UNCLAMP(左手指松),将手臂上刀柄取下,然后将手臂各动作调整到预备状态,再将EACH OPERATION POSSIBLE改成0退出,按参数设定将任选参数16Bit7改成1,任选参数56Bit7改成0,同时按ATC、互锁解除两键将ATC灯熄灭。
这时就可按常规检查刀具未拔出是油压低仍是刀柄拉钉、或是刀柄、松刀液压缸引发。
本例中经查发觉油压偏低,将液压泵压力略调高后故障排除。
调试正常后再将610号参数恢复到原来状态,找到方式转换画面,将方式设定为通常状况,断电开机后系统正常起动。
...例2.刀具设置错误报警的故障维修故障现象:一台配套OKUMA OSP700系统,型号为XHAD765的数控机床,换班后,操作工设置刀具表时,显示“2714刀具数据设定犯错”报警。
O K U M A常见报警信息及解决
办法
-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
OKUMA常见报警及解决办法
1、Y、Z轴润滑报警
报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常
报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常
出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热
出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序
在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换
换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE选项拨到0重启即可。
7、2462主轴分度异常
出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。
步,若为0则是头已拉紧,若为7则是头未拉紧。
需要手动进行分度,将参数7改为6,第13步第1项0改为61,此时头会向下,切换到手轮调到4轴对主轴头进行旋转在到达正中间0点时按拉刀键(最下面一个键)头即会拉紧,观察15-2的参数若为还是为7则需要重复以上步骤,调节4轴位置再拉紧直到参数变为0。