PE管连接方式.pptx
- 格式:pptx
- 大小:62.55 KB
- 文档页数:10
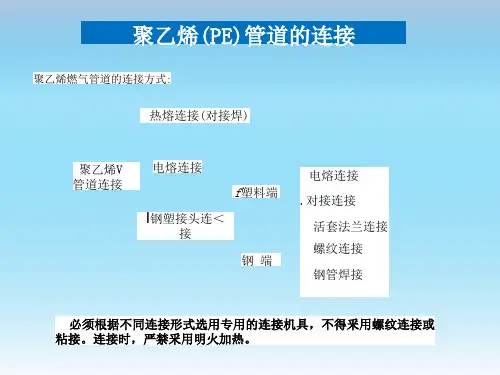
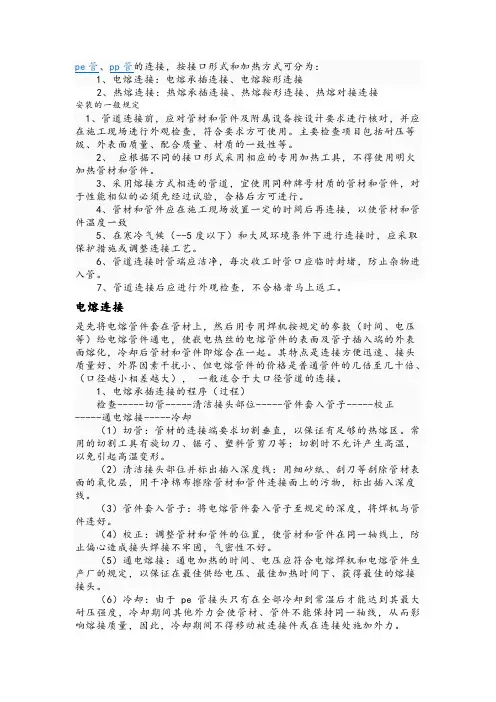
pe管、pp管的连接,按接口形式和加热方式可分为:1、电熔连接:电熔承插连接、电熔鞍形连接2、热熔连接:热熔承插连接、热熔鞍形连接、热熔对接连接安装的一般规定1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。
主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜使用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
4、管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致5、在寒冷气候(--5度以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺。
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管内。
7、管道连接后应进行外观检查,不合格者马上返工。
电熔连接是先将电熔管件套在管材上,然后用专用焊机按规定的参数(时间、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面熔化,冷却后管材和管件即熔合在一起。
其特点是连接方便迅速、接头质量好、外界因素干扰小、但电熔管件的价格是普通管件的几倍至几十倍、(口径越小相差越大),一般适合于大口径管道的连接。
1、电熔承插连接的程序(过程)检查-----切管-----清洁接头部位-----管件套入管子-----校正-----通电熔接-----冷却(1)切管:管材的连接端要求切割垂直,以保证有足够的热熔区。
常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。
(2)清洁接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。
(3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机与管件连好。
(4)校正:调整管材和管件的位置,使管材和管件在同一轴线上,防止偏心造成接头焊接不牢固,气密性不好。
HDPE管材热熔对接和电熔连接施工要求热熔对接连接热熔对接是采用热熔对焊机来加热管端,使其熔化,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。
各尺寸的PE管均可采用热熔对接方式连接。
通常对于外径(de)≥63mm(或壁厚≥5mm)采用热熔对接,对于d e≤63mm,宜采用热熔承插或电熔连接方式。
(一)热熔对接方法及主要步骤为1、焊接准备(1)检查机具各部位的紧固件有无脱落或松动。
(2)检查设备型号与所需是否匹配。
(3)检查电源、电压、电流、确认是否同设备匹配。
(4)检查液压油是否充足。
(5)检查加热板温度是否正常。
(6)铣刀和油泵运行是否正常。
然后将与管材规格一致的卡瓦装入机架;设定加热板温度到焊接温度(聚乙烯管200-220℃),加热前,应用软纸或布蘸酒精擦拭加热扳表面,但应注意不要划伤PTFE防粘层。
2、焊接焊接应按照焊接工艺卡各项参数进行操作。
应根据天气、环境温度等变化对其作适当调整。
主要步骤有下列10项。
(1)用干净的布清除管端的污物。
(2)将管材置于机架卡瓦内,使每端伸出的长度相当(通常为25-30mm).若必要,管材机架以外部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
(3)置入铣刀,先打开铣刀电源开关,然后缓慢合拢丙管材焊接端,并加以适当的压力,直到每端均有连续的切屑出现后,撤掉压力,略等空转片刻,再退开活动机架,关掉铣刀电源。
切屑厚度应为0.5-1.0mm通过调节铣刀片的高度可调节切屑的厚度。
(4)取出铣刀、合拢两管端,检查两端对齐情况。
管材两端的错位量不应超过管壁厚的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦在一定程度上进行矫正;合拢时管材每端面间没有明显缝隙,缝隙宽度最大不能超过:0.3mm(de﹤225mm)、0.5mm(225mm ﹤de≤400mm)、1.0(de﹥400mm)。
如仍不满足上述要求,应再次铣削,直到满足上述要求。
PE管的连接方式1. 热熔连接由相同热塑性塑料制作的管材与管件互相连接时,采用专用热熔机具将连接部位表面加热,连接接触面处的本体材料互相熔合,冷却后连接成为一个整体。
热熔连接有对接式热熔连接、承插式热熔连接和电熔连接。
2. 电熔连接由相同的热塑性塑料管道连接时,插入特制的电熔管件,由电熔连接机具对电熔管件通电,依靠电熔管件内部预先埋设的电阻丝产生所需要的热量进行熔接,冷却后管道与电熔管件连接成为一个整体。
PE管目录基本概念性能优势产品特点连接步骤主要特性生产和催化剂加工方法包装与储运基本概念性能优势产品特点连接步骤主要特性生产和催化剂加工方法包装与储运连接方式基本概念pe管材-河北润田节水设备有限公司PE管目前中国的市政管材市场,塑料管道正在稳步发展,PE管、PP-R管、UPVC管都占有一席之地,其中PE管强劲的发展势头最为令人瞩目。
PE管的使用领域广泛。
其中给水管和燃气管是其两个最大的应用市场。
PE树脂,是由单体乙烯聚合而成,由于在聚合时因压力、温度等聚合反应条件不同,可得出不同密度的树脂,因而又有高密度聚乙烯、中密度聚乙烯和低密度聚乙烯之分。
在加工不同类型PE管材时,根据其应用条件的不同,选用树脂牌号的不同,同时对挤出机和模具的要求也有所不同。
河北润田节水设备有限公司生产的pe管分为PE32、PE40、PE63、PE80、PE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。
我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
因此国家标准局在GB/T13663-2000新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大pe管-河北润田节水设备有限公司于350%),即强调基本韧性。
PE给水管给水用PE管材是传统的钢铁管材、聚氯文字乙烯饮用水管的换代产品。
PE管道常见的连接方式作者:发表时Mh 2010-2-26 1S:07:50对接熔化焊适合干同样尺寸.同- SDR等级■相同类型的管子管件连接°不同等级.不同类型或不同堡耳材料的连接应使用电热熔焊方式。
具有广泛的应用范阖。
目汕主耍应川于饮用水、工艺水、废液、天然气等介质。
但其抗老化性能不如PP资朴PE资料因其防妙俶性好、流体阻力小、化学性能穩定等特性.因此普通PE资料不常用于地面上管道安枚除非经抗老化工艺处理伽添加抗老化剂)同时.PE资糾比PP资料略软・地面上使用时.PE管需耍密集的支架且外形不好.较人的热胀冷缩性能在气温变化时会使管子弯曲卜垂和破坏接头密封•PE管的连接方式胀緊接头仅需根据图纸卜料和把紧接头即叽胀紧接头具有以卜优点:①同时适用干地上或地卜•:②操作方便•胀紧接头适用于宜径llOzm及更小的管子连接。
无须专用工貝•易于裟賈:③自锁式0形附在提供良好密封的同时町防止按头被拉开:④易干橄除更换或骨件重芟利用:⑤有竞争力的价格。
胀紧接头的主要缺点足接头的强度较薄弱.受冲击或热胀冷缩的影响.按头密封性能易被破坏。
对接熔化焊接头PH资料赧通用的连接形式•对接熔化烬按头适用于宜径大于40mm管子。
菽至PE I似材和板材也使用熔化压力焊拼接。
同样的密封和工作压力卜••其具有良好的经济性。
该接头由管材与同材质的管件熔合组成•与母材同材质、等强度.焊接形成的胡边貝有艮好的加栄作用.但内勵边会减小骨道的实际流通直径增大介质的流动阻力。
电热熔焊接头将周用的资料熔化并爼伸至管材•电加热熔焊接头适用于当空徇过小无法使用对接垢化焊设备的情况和固定口的连接。
由预埋在官件内部的电加热统完成的焊接时向加热线轴过一个规定人小的电流.加热絶产生热此使管子外萄fit熔化.故终达到诗件与辔子熔合。
电热熔焊管件相肖吊贵.且如果焊接失败・只能将管件连同插入管件的辔子一起切除.诗件将废弃.无法修整使用。
法政连接多为PE翻边+松套碳钢傲锌法蓝。
安装的一般规定1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。
主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜使用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
4、管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致5、在寒冷气候(--5度以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺。
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管。
7、管道连接后应进行外观检查,不合格者马上返工。
电熔连接是先将电熔管件套在管材上,然后用专用焊机按规定的参数(时间、电压等)给电熔管件通电,使嵌电热丝的电熔管件的表面及管子插入端的外表面熔化,冷却后管材和管件即熔合在一起。
其特点是连接方便迅速、接头质量好、外界因素干扰小、但电熔管件的价格是普通管件的几倍至几十倍、(口径越小相差越大),一般适合于大口径管道的连接。
1、电熔承插连接的程序(过程)检查-----切管-----清洁接头部位-----管件套入管子-----校正-----通电熔接-----冷却(1)切管:管材的连接端要求切割垂直,以保证有足够的热熔区。
常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。
(2)清洁接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。
(3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机与管件连好。
(4)校正:调整管材和管件的位置,使管材和管件在同一轴线上,防止偏心造成接头焊接不牢固,气密性不好。
(5)通电熔接:通电加热的时间、电压应符合电熔焊机和电熔管件生产厂的规定,以保证在最佳供给电压、最佳加热时间下、获得最佳的熔接接头。
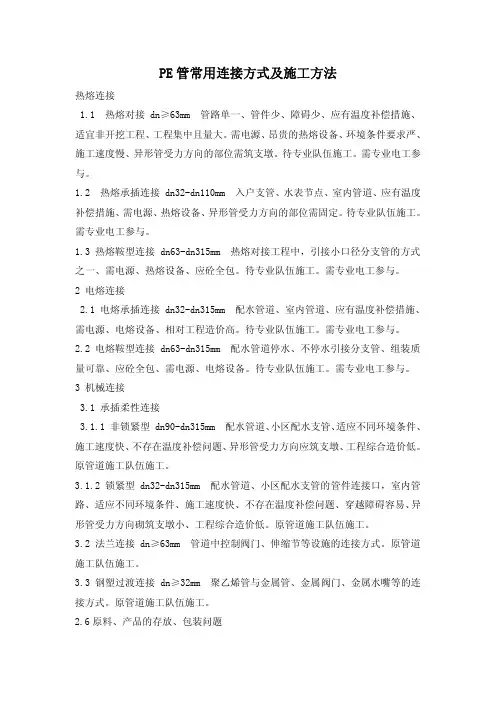
PE管常用连接方式及施工方法热熔连接1.1热熔对接dn≥63mm管路单一、管件少、障碍少、应有温度补偿措施、适宜非开挖工程、工程集中且量大。
需电源、昂贵的热熔设备、环境条件要求严、施工速度慢、异形管受力方向的部位需筑支墩。
待专业队伍施工。
需专业电工参与。
1.2热熔承插连接dn32-dn110mm入户支管、水表节点、室内管道、应有温度补偿措施、需电源、热熔设备、异形管受力方向的部位需固定。
待专业队伍施工。
需专业电工参与。
1.3热熔鞍型连接dn63-dn315mm热熔对接工程中,引接小口径分支管的方式之一、需电源、热熔设备、应砼全包。
待专业队伍施工。
需专业电工参与。
2电熔连接2.1电熔承插连接dn32-dn315mm配水管道、室内管道、应有温度补偿措施、需电源、电熔设备、相对工程造价高。
待专业队伍施工。
需专业电工参与。
2.2电熔鞍型连接dn63-dn315mm配水管道停水、不停水引接分支管、组装质量可靠、应砼全包、需电源、电熔设备。
待专业队伍施工。
需专业电工参与。
3机械连接3.1承插柔性连接3.1.1非锁紧型dn90-dn315mm配水管道、小区配水支管、适应不同环境条件、施工速度快、不存在温度补偿问题、异形管受力方向应筑支墩、工程综合造价低。
原管道施工队伍施工。
3.1.2锁紧型dn32-dn315mm配水管道、小区配水支管的管件连接口,室内管路、适应不同环境条件、施工速度快、不存在温度补偿问题、穿越障碍容易、异形管受力方向砌筑支墩小、工程综合造价低。
原管道施工队伍施工。
3.2法兰连接dn≥63mm管道中控制阀门、伸缩节等设施的连接方式。
原管道施工队伍施工。
3.3钢塑过渡连接dn≥32mm聚乙烯管与金属管、金属阀门、金属水嘴等的连接方式。
原管道施工队伍施工。
2.6原料、产品的存放、包装问题(1)考察期间,发现个别制管企业的进口原料露天堆放,管材也有露天无遮盖堆放,这样是欠妥的。
(2)对于管材出厂前两端应加堵盖;盘管整体应用编织布包扎,且不超出运输车辆的宽、高限度;对于柔性承插管的堵盖应加长,确保端口密封面的圆度及完好。
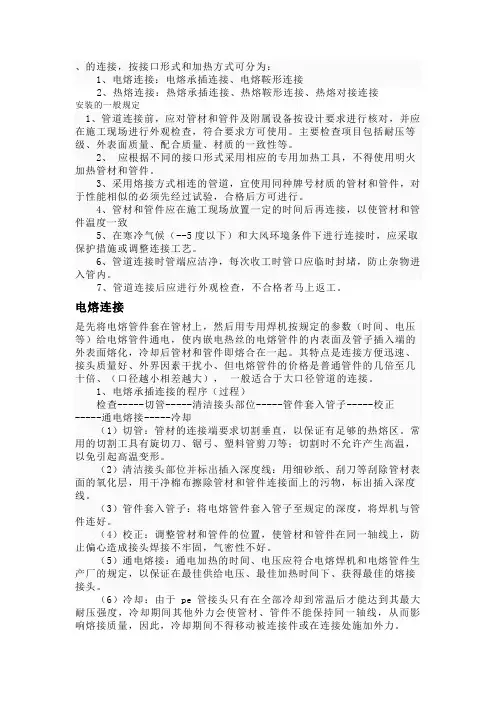
、的连接,按接口形式和加热方式可分为:1、电熔连接:电熔承插连接、电熔鞍形连接2、热熔连接:热熔承插连接、热熔鞍形连接、热熔对接连接安装的一般规定1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。
主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜使用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
4、管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致5、在寒冷气候(--5度以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺。
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管内。
7、管道连接后应进行外观检查,不合格者马上返工。
电熔连接是先将电熔管件套在管材上,然后用专用焊机按规定的参数(时间、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面熔化,冷却后管材和管件即熔合在一起。
其特点是连接方便迅速、接头质量好、外界因素干扰小、但电熔管件的价格是普通管件的几倍至几十倍、(口径越小相差越大),一般适合于大口径管道的连接。
1、电熔承插连接的程序(过程)检查-----切管-----清洁接头部位-----管件套入管子-----校正-----通电熔接-----冷却(1)切管:管材的连接端要求切割垂直,以保证有足够的热熔区。
常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。
(2)清洁接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。
(3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机与管件连好。
(4)校正:调整管材和管件的位置,使管材和管件在同一轴线上,防止偏心造成接头焊接不牢固,气密性不好。
pe管、pp管的连接,按接口1、电熔连接:电熔承插连接、电熔鞍形连接2、热熔连接:热熔承插连接、热熔鞍形连接、热熔对接连接安装的一般规定1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。
主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜使用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
4、管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致5、在寒冷气候(5度以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺。
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管内。
7、管道连接后应进行外观检查,不合格者马上返工。
电熔连接是先将电熔管件套在管材上,然后用专用焊机按规定的参数(时间、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面熔化,冷却后管材和管件即熔合在一起。
其特点是连接方便迅速、接头质量好、外界因素干扰小、但电熔管件的价格是普通管件的几倍至几十倍、(口径越小相差越大),一般适合于大口径管道的连接。
1、电熔承插连接的程序(过程)检查切管清洁接头部位管件套入管子校正通电熔接冷却(1)切管:管材的连接端要求切割垂直,以保证有足够的热熔区。
常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。
(2)清洁接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。
(3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机与管件连好。
(4)校正:调整管材和管件的位置,使管材和管件在同一轴线上,防止偏心造成接头焊接不牢固,气密性不好。
(5)通电熔接:通电加热的时间、电压应符合电熔焊机和电熔管件生产厂的规定,以保证在最佳供给电压、最佳加热时间下、获得最佳的熔接接头。
方案一:方案一:200×63电熔鞍形直通:1个200×63电熔鞍形直通:1个63×32电熔变径:1个63×40电熔变径:1个方案二(适合于带压作业):方案二(适合于带压作业):200×32电熔鞍形旁通:1个200×63电熔鞍形旁通:1个32mm电熔套筒:1个63×40电熔变径:1个方案一:250×63电熔鞍形直通:1个×63电熔鞍形直通:1个63×32电熔变径:1个63×40电熔变径;1个方案二:250×250×110注塑变径三通:1个×250×110注塑变径三通:1个110×63注塑变径:1个×63注塑变径:1个63×32电熔变径:1个×40电熔变径:1个方案三(适合于带压作业):方案三(适合于带压作业):250×32电熔鞍形旁通:1个250×63电熔鞍形旁通:1个32mm电熔套筒:1个63×40电熔变径:1个315mm上开32mm的分支315mm上开40mm的分支方案一:315×63电熔鞍形直通:1个315×63电熔鞍形直通:1个63×32电熔变径;1个63×40电熔变径:1个方案二(适合于带压作业):方案二(适合于带压作业): 315×63电熔鞍形旁通:1个315×315×110注塑变径三通:1个63×32电熔变径:1个110×63注塑变径:1个63×40电熔变径:1个方案三:315×315×110注塑变径三通:1个110×63注塑变径:1个315mm上开160mm的分支315mm上开200mm的分支315×315×160注塑变径三通:1个×315×200注塑变径三通:1个(160mm电熔套筒;1个)(200mm电熔套筒:1个)。
PE-管道连接方式PE 管道连接方式(图)字体: 小中大| 打印发布: 2007-7-18 16:48 作者:摘要:PE 材料以其防腐蚀性好、流体阻力小、化学性能稳定等特性被广泛应用。
其连接方法主要有胀紧接头连接、对接熔化焊连接、电热熔焊连接和法蓝连接四种形式。
本文对此四种连接方式及工艺进行说明。
关键词:管道;安装;PE 材料;连接1 概述PE 材料因其防腐蚀性好、流体阻力小、化学性能稳定等特性,具有广泛的应用范围。
目前主要应用于饮用水、工艺水、废液、天然气等介质。
但其抗老化性能不如PP 材料,因此普通PE 材料不常用于地面上管道安装,除非经抗老化工艺处理(如添加抗老化剂) 。
同时,PE 材料比PP 材料略软,地面上使用时,PE 管需要密集的支架且外形不好,较大的热胀冷缩性能在气温变化时会使管子弯曲下垂和破坏接头密封。
2 PE 管的连接方式PE 管通常使用的连接形式有胀紧接头(或叫压紧接头,即通过丝扣推紧内部的O 形圈密封,英文名称叫Mechanical Fittings 或Compression Type Fit2tings) 、对接熔化焊接头(Butt Fusion Welding Joint) 、电热熔焊接头(Electro Fusion Welding Joint) 和法蓝连接(Flange Jointing)。
2.1 胀紧接头胀紧接头适用于直径110 mm 及更小的管子连接,仅需根据图纸下料和把紧接头即可。
胀紧接头具有以下优点: ①同时适用于地上或地下; ②操作方便,无须专用工具,易于安装; ③自锁式O 形圈在提供良好密封的同时可防止接头被拉开; ④易于拆除更换或管件重复利用;⑤有竞争力的价格。
胀紧接头的主要缺点是接头的强度较薄弱,受冲击或热胀冷缩的影响,接头密封性能易被破坏。
2.3 电热熔焊接头电加热熔焊接头适用于当空间过小无法使用对接熔化焊设备的情况和固定口的连接。
它是由预埋在管件内部的电加热丝完成的。