柴油机曲轴拐挡差测量方法(工程科技)
- 格式:doc
- 大小:50.50 KB
- 文档页数:3
柴油机曲轴状态测试与分析曲轴是一个结构复杂、刚性差的重要零件,容易产生弯曲变形,即便是自重也可使其产生弯曲变形。
运转中的柴油机主轴承有微量高低不等的状态使坐与其上的曲轴产生弹性变形,整根曲轴的变形为宏观的整体变形,在每个曲柄上的变形为局部的微量变形。
曲柄上的微量变形使曲柄臂之间的距离在曲轴回转一周中产生的微量变化,可通过测其微量变化来了解曲轴整体的轴线状态。
(1)、测量部位:中国船级社标准,在《海上营运船舶检验规程》(1984)中规定了曲轴臂距差测量点在(S+D)/2处(S为活塞行程、毫米;D为主轴直径、毫米)。
(2)、中国修船标准:《中华人民共和国船舶行业标准》GB3364-91对船舶柴油机曲轴臂距差作出规定,曲轴臂距差测量点在(S+D)/2处,曲轴在冷态时臂距差标准:·正常值不大于0.000125S,即1.25 S/10000;·修理中飞轮端控制值不大于0.00015S,即1.5 S/10000;·飞轮端如为弹性连轴节可适当放宽至不大于0.000175S,即1.75 S/10000;(3)、测量要求:一次装表完成全部测量,拐档表安装后应完成曲轴旋转一周中各要求位置臂距差值的测量,测量过程中不允许改动拐档表的位置。
当曲轴未装活塞连杆运动件时,测量曲柄0度、90度、180度、270度四个位置臂距差值,再回原位检查有无误差,完成一个拐档的测量;当曲轴已装有活塞连杆运动件时,则测量0度、90度、165度、195度、270度五个位置的臂距差值,完成一个拐档的测量。
(4)、检查方法·检查拐档表的灵敏度。
检查无误后,根据臂距值L的大小选择并调整拐档表测量杆的长度,使之比臂距值L大2毫米左右,并装上重锤。
·盘车使曲柄在适当的位置,清洁两曲柄臂上的测量孔,将拐档表装入两曲柄臂的测量中。
如找不到测量孔,应在距曲柄销轴中心线为基准的S+D/2处的曲柄臂两边打上冲孔。
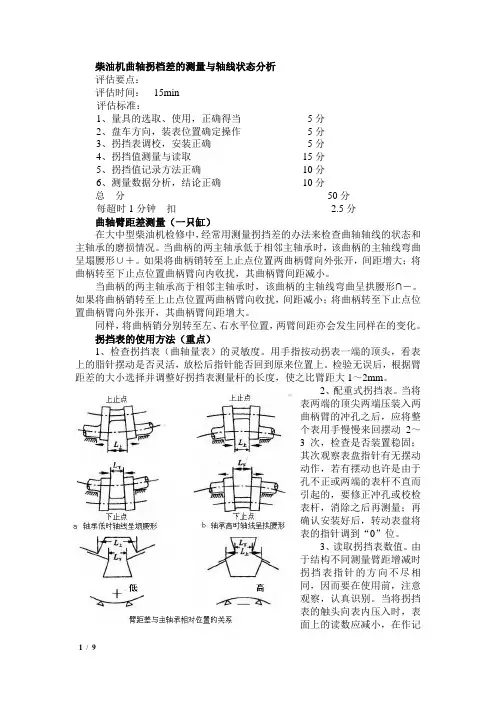
柴油机曲轴拐档差的测量与轴线状态分析在大中型柴油机检修中,经常用测量拐挡差的办法来检查曲轴轴线的状态和主轴承的磨损情况。
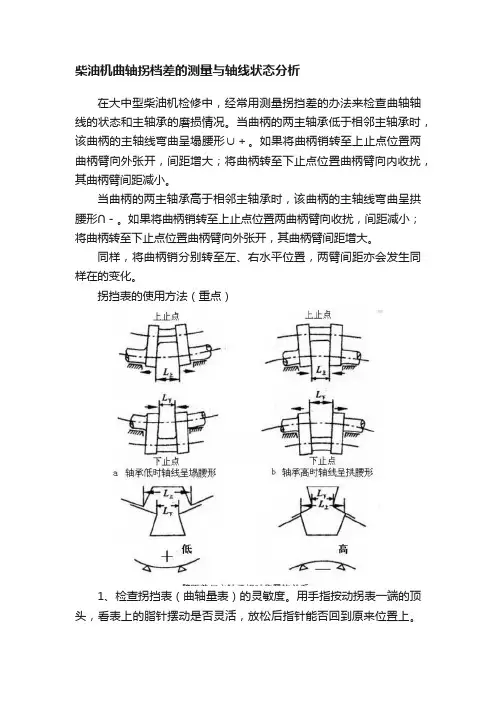
当曲柄的两主轴承低于相邻主轴承时,该曲柄的主轴线弯曲呈塌腰形∪+。
如果将曲柄销转至上止点位置两曲柄臂向外张开,间距增大;将曲柄转至下止点位置曲柄臂向内收扰,其曲柄臂间距减小。
当曲柄的两主轴承高于相邻主轴承时,该曲柄的主轴线弯曲呈拱腰形∩-。
如果将曲柄销转至上止点位置两曲柄臂向收扰,间距减小;将曲柄转至下止点位置曲柄臂向外张开,其曲柄臂间距增大。
同样,将曲柄销分别转至左、右水平位置,两臂间距亦会发生同样在的变化。
拐挡表的使用方法(重点)1、检查拐挡表(曲轴量表)的灵敏度。
用手指按动拐表一端的顶头,看表上的脂针摆动是否灵活,放松后指针能否回到原来位置上。
检验无误后,根据臂距差的大小选择并调整好拐挡表测量杆的长度,使之比臂距大1~2mm。
2、配重式拐挡表。
当将表两端的顶尖两端压装入两曲柄臂的冲孔之后,应将整个表用手慢慢来回摆动2~3次,检查是否装置稳固;其次观察表盘指针有无摆动动作,若有摆动也许是由于孔不正或两端的表杆不直而引起的,要修正冲孔或校检表杆,消除之后再测量;再确认安装好后,转动表盘将表的指针调到“0”位。
3、读取拐挡表数值。
由于结构不同测量臂距增减时拐挡表指针的方向不尽相同,因而要在使用前,注意观察,认真识别。
当将拐挡表的触头向表内压入时,表面上的读数应减小,在作记录时,可直接读作“负”值以“-”号表示。
当拐挡表的触头外伸时,表面上的读数增大,在作记录时,可直接读作“正”值,以“+”号表示。
测量时,一定要弄清楚表指针的转动方向中,以免读错正负数造成错误。
拐挡表测量步骤(难点)(拐挡值-是两臂之间的距离;拐挡差-曲柄销在上、下止点位置时臂距值之差。
即⊿垂直=L上-L下⊿水平=L左-L右)1、打开曲轴箱道门盖,检查并清理该曲柄的冲孔位置。
同时在测量拐挡值前,要检查主轴颈是否全部落在下轴瓦上。
曲轴拐挡差的测量和分析拐档差也称臂距差。
柴油机曲轴上两个相邻曲柄臂之间的距离称为拐档值 (或称臂距值)。
曲柄销在上、下死点或左 、右舷位置时的两拐档值之差即为拐档差。
因此柴油机曲轴拐档差的测量其实也就转化为拐档值测量。
对于各条船舶的主辅机来说,曲轴无疑是一重要组成部件 ;而曲轴本身又是一个结构复杂,刚性较差 的部件,易产生弯曲弯形。
安装在柴油机机座主轴承上的曲轴 ,由于柴油机不停的运转会使主轴承轴瓦(特别是下瓦)产生磨损,其程度不同即会造成各道主轴承下瓦高低的不等 ,主轴承的中心线发生偏离,因而也就会导致曲轴变形,轴线弯曲,运转过程中产生了附加的弯曲应力 ;并且,反过来加剧了轴 瓦的磨损,形成恶性循环。
曲轴轴线变化使曲柄也产生变形 ,曲柄臂时而张开,时而收扰随曲轴回转周期变化:曲柄臂与曲柄销的连接的过渡圆角处就产生周期性变化的应力。
在这种周期性附加应力作用下,导致该处产生疲劳裂纹 ,甚至使曲轴断裂;因而 ,在柴油 机运转期间,了解主轴承或下瓦的高低情况(即曲轴轴线状态)很有必要。
而拐档差与轴瓦高低、曲轴变形有着密切的关系,因此重视主辅机曲轴拐档差的变化,测量并控制拐档差在允许的范围内,以免产生断轴事故是轮机员的一项重要工作。
1拐档差的测量1.1测量 方法臂距值是用专用的测量工具 即拐档表来测量的,测量时将拐档表安装在曲柄臂之间的固定位置上,并要求与曲柄销颈平行。
当拐档表安装的位置不同,所测得的臂距就不同,当然臂距差也就不同了。
因此,必须规定测量点的位置。
有些柴油机在曲轴制造时就在曲柄臂内侧打上冲孔,定为测量点的位置 ,以便于每次测量时迅速 、准确安装拐档表。
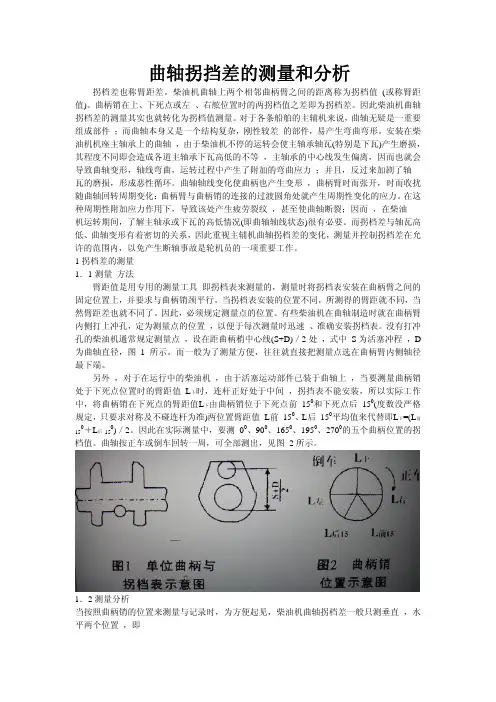
没有打冲 孔的柴油机通常规定测量点 ,设在距曲柄梢中心线(S+D)/2处 ,式中 S 为活塞冲程 ,D 为曲轴直径,图 1所示。
而一般为了测量方便,往往就直接把测量点选在曲柄臂内侧轴径最下端。
另外 ,对于在运行中的柴油机 ,由于活塞运动部件已装于曲轴上 ,当要测量曲柄销处于下死点位置时的臂距值 L 下时,连杆正好处于中间 ,拐挡表不能安装,所以实际工作中,将曲柄销在下死点的臂距值L 下由曲柄销位于下死点前 150和下死点后 150(度数没严格规定,只要求对称及不碰连杆为准)两位置臂距值 L 前 150、L 后 150平均值来代替即L 下=(L 前150+L 后150)/2。

柴油机曲轴拐档差的测量与轴线状态分析评估要点:评估时间:15min评估标准:1、量具的选取、使用,正确得当5分2、盘车方向,装表位置确定操作5分3、拐挡表调校,安装正确5分4、拐挡值测量与读取15分5、拐挡值记录方法正确10分6、测量数据分析,结论正确10分总分50分每超时1分钟扣 2.5分曲轴臂距差测量(一只缸)在大中型柴油机检修中,经常用测量拐挡差的办法来检查曲轴轴线的状态和主轴承的磨损情况。
当曲柄的两主轴承低于相邻主轴承时,该曲柄的主轴线弯曲呈塌腰形∪+。
如果将曲柄销转至上止点位置两曲柄臂向外张开,间距增大;将曲柄转至下止点位置曲柄臂向内收扰,其曲柄臂间距减小。
当曲柄的两主轴承高于相邻主轴承时,该曲柄的主轴线弯曲呈拱腰形∩-。
如果将曲柄销转至上止点位置两曲柄臂向收扰,间距减小;将曲柄转至下止点位置曲柄臂向外张开,其曲柄臂间距增大。
同样,将曲柄销分别转至左、右水平位置,两臂间距亦会发生同样在的变化。
拐挡表的使用方法(重点)1、检查拐挡表(曲轴量表)的灵敏度。
用手指按动拐表一端的顶头,看表上的脂针摆动是否灵活,放松后指针能否回到原来位置上。
检验无误后,根据臂距差的大小选择并调整好拐挡表测量杆的长度,使之比臂距大1~2mm。
2、配重式拐挡表。
当将表两端的顶尖两端压装入两曲柄臂的冲孔之后,应将整个表用手慢慢来回摆动2~3次,检查是否装置稳固;其次观察表盘指针有无摆动动作,若有摆动也许是由于孔不正或两端的表杆不直而引起的,要修正冲孔或校检表杆,消除之后再测量;再确认安装好后,转动表盘将表的指针调到“0”位。
3、读取拐挡表数值。
由于结构不同测量臂距增减时拐挡表指针的方向不尽相同,因而要在使用前,注意观察,认真识别。
当将拐挡表的触头向表内压入时,表面上的读数应减小,在作记录时,可直接读作“负”值以“-”号表示。
当拐挡表的触头外伸时,表面上的读数增大,在作记录时,可直接读作“正”值,以“+”号表示。
测量时,一定要弄清楚表指针的转动方向中,以免读错正负数造成错误。
柴油机曲轴检测与维修方法探讨柴油机曲轴是柴油机中的重要部件之一,它承载着柴油机的转动力,使发动机能够顺利运转。
曲轴的性能直接关系到柴油机的工作效率和稳定性,因此对柴油机曲轴的检测与维修显得尤为重要。
本文将针对柴油机曲轴的检测与维修方法进行探讨,希望能为相关从业人员提供一些参考和帮助。
一、柴油机曲轴检测方法1. 目视检查法目视检查是最为简单的一种检测方法,通过观察曲轴表面是否有裂纹、变形、磨损以及表面质量等情况,可以初步判断曲轴的使用状况。
同时要注意检查曲轴的轴颈与销轴的接触面是否存在异常磨损,以及轴颈与轴承之间的间隙是否过大等问题。
2. 声波检测法利用声波检测仪器对曲轴进行检测,可以判断曲轴的内部是否存在裂纹和变形等问题。
通过分析声波的频率和振幅,可以得出曲轴内部的状况,这种方法对于曲轴内部缺陷的检测效果较好。
3. 磁粉探伤法磁粉探伤法是一种常用的曲轴检测方法,通过在曲轴表面喷洒磁粉,并施加磁场,再观察磁粉在曲轴表面的分布情况,可以发现表面裂纹和缺陷,是一种较为有效的检测方法。
4. 精密测量仪器检测法利用精密测量仪器如光栅尺、三坐标测量机等对曲轴的尺寸和形位公差进行测量,可以得出曲轴的几何形状和尺寸是否符合要求,从而判断曲轴的使用状况。
1. 曲轴磨削修复对于受损的曲轴,可以通过磨削修复的方法进行处理。
首先进行表面粗糙度的测量,然后使用磨削工具对曲轴表面进行修复,使其恢复到设计要求的尺寸和形状。
2. 曲轴热处理对于曲轴的表面磨损和疲劳裂纹等问题,可以采用热处理的方法进行修复。
通过对曲轴进行表面渗碳、渗氮等处理,可以提高表面硬度和耐磨性,延长曲轴的使用寿命。
3. 超声波喷丸清洗为了保证曲轴的清洁度和表面质量,可以采用超声波喷丸清洗的方法进行处理。
通过超声波和喷丸的作用,可以将曲轴表面的油污和杂质清除干净,提高曲轴的工作效率和稳定性。
4. 动平衡校正曲轴在使用过程中可能会出现失衡的情况,这会导致柴油机的振动和噪音增大,影响机器的工作效率。
曲轴弯曲度测量方法曲轴是内燃机的关键部件之一,它以出色的承载能力和优异的机械性能而被广泛应用于汽车和船舶等领域。
但是,在长时间的使用过程中,由于曲轴自身的过程荷载和腐蚀、疲劳等因素的影响,曲轴工作表面可能会产生一定程度的弯曲,这种弯曲会对内燃机的工作稳定性、性能和寿命产生不可忽视的影响。
因此,曲轴弯曲度测量方法是曲轴质量检测中的重要环节之一。
第一种方法:长度差法长度差法是比较常用的曲轴弯曲度测量方法之一,其基本思路是利用长度差在两个端面之间的变化试图计算曲轴的弯曲度。
具体实现时,可以通过在每个端面的中央位置加装各自的测距装置,然后在工作状态下测量两个测距装置之间的长度差值,根据长度差之间的变化,能够推算出曲轴的弯曲度以及曲线的形状。
需要注意的是,长度差法的精度和可靠性很大程度上依赖于测距装置的质量和选用的规格。
第二种方法:光电测量法光电测量法是一种优秀的曲轴弯曲度测量方法,其原理是使用光电转换技术将光信号转换为电子信号,然后监测曲轴的弯曲度。
实现光电测量法的具体步骤包括:先在曲轴上贴上像阴极管显示器那样的荧光体,然后在曲轴下方放置一组光电传感器和光源,利用光源和光电传感器之间的信号来计算荧光体的形变程度,最终确定曲轴的弯曲度。
光电测量法通常被用于高精度、小批量的曲轴测量工作中,因为它对测量环境的光照程度、测量设备的定位和校准精度等因素有很高的要求。
第三种方法:惯性质心法惯性质心法是一种高效且精度较高的曲轴弯曲度测量方法,它的基本原理是利用曲轴在离心力作用下的惯性力矩来计算曲轴质心,然后通过质心的大小和位置等信息,推算出曲轴的弯度。
实现惯性质心法测量的具体步骤包括:将曲轴安装在一组高精度的角位移传感器上,并加速旋转,使用传感器测量曲轴的转动角度和位移,然后通过这些参数计算质心并推算曲轴的弯曲度。
需要注意的是,惯性质心法只对单孔曲轴具有可行性,对于双孔等型号的曲轴,需要在研究前进行合理的选型和设计。
曲轴拐档表的测量与轴线状态分析中大型柴油机的曲轴由于长度长,重量重,弯头多,刚度差,很容易引起饶曲变形。
曲轴安装于机座主轴承上时,其轴线的平直度与各道主轴承座孔轴线的同轴度有关。
当某道主轴承座孔轴线产生偏移,就会引起过大绕曲变形。
偏移量越大,饶曲变形就越严重。
若曲轴工作在过大饶曲变形的状态下,会使曲柄臂和曲柄销连接的过渡圆角处产生过大的拉压应力,导致该处产生疲劳;裂纹,严重时会引起曲轴断裂。
使用中的柴油机,常因某些原因引起主轴承下瓦高度偏差过大,而致使曲轴发生过大的绕曲变形。
曲轴挠曲变形的程度是通过测量其臂距差来确定的。
臂距差的绝对值越大,曲轴挠曲变形就越严重。
为了保证曲轴挠曲变形不致过大,有关部门对柴油机制造、修理、营运等不同情况都规定了标准。
可通过测得的各道曲柄的臂距差值绘制出曲轴轴线状态图,从而可分析引起臂距差超标的原因,以便采取合适的调整方法,使臂距差恢复至正常范围,保证曲轴长期可靠地工作。
任务一曲轴臂距差的测量与轴线状态分析一、目的:掌握曲轴臂距差的测量方法和曲轴轴线状态图的绘制,学会而分析轴线状态二、设备及工量具:大中型柴油机、拐档表、行灯三、测量步骤:1、确认拐档表的测量精度和正负值,校验表的灵敏性和准确性:1)测量精度标于表的表盘上。
2)用手指按下表的活动侧头,此时表针的转向(一般为顺时针)即为负值(相对零刻度而言);反之,为正值。
3)用手指按动表的活动侧头,表针应转动灵活自如,放松后表针应能回到原来的位置,则表示灵敏性和准确性良好。
2、在柴油机操纵台旁挂“禁止动车”警告牌,拆下曲轴箱道门。
3、将需测量臂距差的曲柄销盘至下止点后15度左右的位置。
如没有安装活塞连杆组时,应把曲柄销盘至下止点位置。
4、仔细清洁两曲柄臂上的冲孔,去除油污和杂物,以免引起测量误差。
5、目测曲柄的宽度,选择合适的量杆接到固定侧头端并在量杆之间装上锁紧螺母,但不要拧紧。
6、将表活动侧头装入一个冲孔,小心地按压表体使固定侧头进入对应端的冲孔。
浅析船用柴油机曲轴拐档差的测量与调整
施有根;柳英豪;王引开
【期刊名称】《航海》
【年(卷),期】2013(000)003
【摘要】在现代船舶柴油机的检修中,经常用测量拐档差的方法来检查曲轴轴线的状态和主轴承的磨损情况。
本文通过介绍曲轴拐档差的测量来判断分析轴线的挠曲程度、轴承磨损情况及船体、机座变形与否,从而提出调整的方法。
【总页数】3页(P66-68)
【作者】施有根;柳英豪;王引开
【作者单位】舟山航海学校浙江舟山 316000;舟山航海学校浙江舟山 316000;舟山航海学校浙江舟山 316000
【正文语种】中文
【相关文献】
1.测量柴油机曲轴拐档差应注意的几个问题
2.实船柴油机曲轴臂距差的测量与分析
3.飞轮对柴油机曲轴拐档差的影响
4.曲轴拐档差的测量与分析
5.船舶主机曲轴拐档差调整关键技术分析
因版权原因,仅展示原文概要,查看原文内容请购买。
测取主机曲轴拐档差,主机颈下沉量
桥规值是将桥规置于机座上平面,桥规的测量基准面至所测主轴颈的距离。
采用随机供应的桥规进行测量。
测量前,拆去主轴承上盖,下瓦等,清洁主轴颈和机座上平面,按说明书要求的位置或按上次测量时曲轴位置,即将曲轴首(尾)曲柄转至上止点位置进行测量,或使所测曲轴颈相邻曲轴销分别在0°90°180°270°四个位置,取其平均值。
测量时,将桥规置于机座上平面并紧贴用塞尺测量桥规基准面与主轴颈之间的距离,柴油机出厂时的桥规值在一定时间内有效,当换新主轴瓦或机座变形修理后应重新测定桥规值。
主轴颈下沉量的测量
柴油机长期运转后主轴颈和主轴承下瓦均会产生磨损。
以致使主轴颈相对于机座上平面的位置发生变化,一般来说主轴颈下沉,并使桥规值增大。
由于各道主轴颈及其下瓦的磨损量不同,各道主轴颈下沉量不同。
由于主轴颈硬度较高,磨损量很小,故可忽略不计。
这样主轴颈的下沉量就等于主轴颈下瓦的磨损量。
所以主轴承下瓦的磨损量可以用柴油机运转一段时间的前后两次测量的桥规值的差值表示。
柴油机曲轴状态测试与分析曲轴是一个结构复杂、刚性差的重要零件,容易产生弯曲变形,即便是自重也可使其产生弯曲变形。
运转中的柴油机主轴承有微量高低不等的状态使坐与其上的曲轴产生弹性变形,整根曲轴的变形为宏观的整体变形,在每个曲柄上的变形为局部的微量变形。
曲柄上的微量变形使曲柄臂之间的距离在曲轴回转一周中产生的微量变化,可通过测其微量变化来了解曲轴整体的轴线状态。
(1)、测量部位:中国船级社标准,在《海上营运船舶检验规程》(1984)中规定了曲轴臂距差测量点在(S+D)/2处(S为活塞行程、毫米;D为主轴直径、毫米)。
(2)、中国修船标准:《中华人民共和国船舶行业标准》GB3364-91对船舶柴油机曲轴臂距差作出规定,曲轴臂距差测量点在(S+D)/2处,曲轴在冷态时臂距差标准:·正常值不大于0.000125S,即1.25 S/10000;·修理中飞轮端控制值不大于0.00015S,即1.5 S/10000;·飞轮端如为弹性连轴节可适当放宽至不大于0.000175S,即1.75 S/10000;(3)、测量要求:一次装表完成全部测量,拐档表安装后应完成曲轴旋转一周中各要求位置臂距差值的测量,测量过程中不允许改动拐档表的位置。
当曲轴未装活塞连杆运动件时,测量曲柄0度、90度、180度、270度四个位置臂距差值,再回原位检查有无误差,完成一个拐档的测量;当曲轴已装有活塞连杆运动件时,则测量0度、90度、165度、195度、270度五个位置的臂距差值,完成一个拐档的测量。
(4)、检查方法·检查拐档表的灵敏度。
检查无误后,根据臂距值L的大小选择并调整拐档表测量杆的长度,使之比臂距值L大2毫米左右,并装上重锤。
·盘车使曲柄在适当的位置,清洁两曲柄臂上的测量孔,将拐档表装入两曲柄臂的测量中。
如找不到测量孔,应在距曲柄销轴中心线为基准的S+D/2处的曲柄臂两边打上冲孔。
曲轴臂距差曲轴是一个结构复杂、刚性爱的重要零件,容易产生弯曲变形,即便自重也可使其产生弯曲变形。
新造柴油机曲轴安放在机座主轴承上,因各道主轴承孔中心在同一直线上,落坐于主轴承上的曲轴轴心线也呈直线状态。
经长时间运转,其他情况正常,仅各道主轴承下瓦产生不同程度磨损,各道主轴承中心不等高,落坐其上的曲轴其轴线发生弯曲变形,引起曲轴产生附加弯曲应力。
因此,柴油机正常运转情况下,曲轴轴线状态主要取决于主轴承下瓦的高低;反之,曲轴轴线状态也反映了各道主轴承的高低,也就是反映了各道主轴承下瓦的磨损情况。
1.曲轴臂距差的概念1)曲轴的变形运转中的柴油机主轴承高低不等便坐于其上的曲轴产生弹性变形,整根曲轴的变形为宏观的整体变形,在每个曲柄上的变形为局部的微量变形。
曲柄微量变形是曲柄臂之间的距离在曲轴回转一周中产生的微量变化。
2)运转中的曲柄研究曲轴变形时,为了便于分析曲柄的微量变形,简化问题,对运转中的曲柄进行以下假定:(1)主轴颈与曲柄臂之间为刚性连接,夹角为90º。
并保持不变;(2)主轴颈、曲柄销颈和曲柄臂均为刚性件,运转中形状不变:(3)曲柄销颈与两曲轴臂之间夹角α、β不仅相等且变化相同,即保持α=β如图8-27所示。
3)曲柄微量变形、曲轴整体变形与主轴承高低的关系当曲轴发生整体变形时,即发生轴线的弯曲变形时,分析曲轴的任一曲柄微量变形。
图8-28(a)所示:当曲柄的两个主轴承低千相邻主轴承时,该曲柄的两个主轴颈轴线向下弯曲呈塌腰形。
此时,将曲柄销转至上止点位臵时,曲柄的两臂张开,臂距增大;曲柄销转至下止点位臵时,曲柄的两臂收拢,臂距减小。
同样,将曲柄销分别转至左、右平位臵时,曲柄臂距亦有相同变化。
图8-28(b)所示:当曲柄的两个主轴承高于相邻主轴承时,读曲柄的两个主轴颈轴线向上弯曲呈拱腰形。
此时,将曲柄销转至上止点位臵时,曲柄的两臂收拢,臂距减小;曲柄销转至下止点位臵时,曲柄的两臂张开,臂距增大。
柴油机曲轴状态测试与分析曲轴是一个结构复杂、刚性差的重要零件,容易产生弯曲变形,即便是自重也可使其产生弯曲变形。
运转中的柴油机主轴承有微量高低不等的状态使坐与其上的曲轴产生弹性变形,整根曲轴的变形为宏观的整体变形,在每个曲柄上的变形为局部的微量变形。
曲柄上的微量变形使曲柄臂之间的距离在曲轴回转一周中产生的微量变化,可通过测其微量变化来了解曲轴整体的轴线状态。
(1)、测量部位:中国船级社标准,在《海上营运船舶检验规程》(1984)中规定了曲轴臂距差测量点在(S+ D)/ 2处(S为活塞行程、毫米;D为主轴直径、毫米)。
(2)、中国修船标准:《中华人民共和国船舶行业标准》GB3364-91对船舶柴油机曲轴臂距差作出规定,曲轴臂距差测量点在(S+ D)/ 2 处,曲轴在冷态时臂距差标准:•正常值不大于,即S/10000 ;•修理中飞轮端控制值不大于,即S/10000 ;•飞轮端如为弹性连轴节可适当放宽至不大于,即S/10000 ;(3)、测量要求:一次装表完成全部测量,拐档表安装后应完成曲轴旋转一周中各要求位置臂距差值的测量,测量过程中不允许改动拐档表的位置。
当曲轴未装活塞连杆运动件时,测量曲柄0 度、90 度、180 度、270度四个位置臂距差值,再回原位检查有无误差,完成一个拐档的测量;当曲轴已装有活塞连杆运动件时,则测量0 度、90 度、165 度、195度、270 度五个位置的臂距差值,完成一个拐档的测量。
(4)、检查方法•检查拐档表的灵敏度。
检查无误后,根据臂距值L的大小选择并调整拐档表测量杆的长度,使之比臂距值L 大2 毫米左右,并装上重锤。
•盘车使曲柄在适当的位置,清洁两曲柄臂上的测量孔,将拐档表装入两曲柄臂的测量中。
如找不到测量孔,应在距曲柄销轴中心线为基准的S+D/2处的曲柄臂两边打上冲孔。
安装正确后,要锁紧固定螺母;将拐档表指针调“0” 位,并摆动拐档表,拐档表的指针在“ 0”位不变为好。
柴油机曲轴状态测试与分析
曲轴是一个结构复杂、刚性差的重要零件,容易产生弯曲变形,即便是自重也可使其产生弯曲变形。
运转中的柴油机主轴承有微量高低不等的状态使坐与其上的曲轴产生弹性变形,整根曲轴的变形为宏观的整体变形,在每个曲柄上的变形为局部的微量变形。
曲柄上的微量变形使曲柄臂之间的距离在曲轴回转一周中产生的微量变化,可通过测其微量变化来了解曲轴整体的轴线状态。
(1)、测量部位:中国船级社标准,在《海上营运船舶检验规程》(1984)中规定了曲轴臂距差测量点在(S+D)/2处(S为活塞行程、毫米;D为主轴直径、毫米)。
(2)、中国修船标准:《中华人民共和国船舶行业标准》GB3364-91对船舶柴油机曲轴臂距差作出规定,曲轴臂距差测量点在(S+D)/2处,曲轴在冷态时臂距差标准:
·正常值不大于0.000125S,即1.25 S/10000;
·修理中飞轮端控制值不大于0.00015S,即1.5 S/10000;
·飞轮端如为弹性连轴节可适当放宽至不大于0.000175S,
即1.75 S/10000;
(3)、测量要求:一次装表完成全部测量,拐档表安装后应完成曲轴旋转一周中各要求位置臂距差值的测量,测量过程中不允许改动拐档表的位置。
当曲轴未装活塞连杆运动件时,测量曲柄0度、90度、180度、270度四个位置臂距差值,再回原位检查有无误差,完成一个拐档的测量;当曲轴已装有活塞连杆运动件时,则测量0度、90度、165度、195度、270度五个位置的臂距差值,完成一个拐档的测量。
(4)、检查方法
·检查拐档表的灵敏度。
检查无误后,根据臂距值L的大小选择并调整拐档表测量杆的长度,使之比臂距值L大2毫米左右,并装上重锤。
·盘车使曲柄在适当的位置,清洁两曲柄臂上的测量孔,将拐档表装入两曲柄臂的测量中。
如找不到测量孔,应在距曲柄销轴中心线为基准的S+D/2处的曲柄臂两边打上冲孔。
安装正确后,要锁紧固定螺母;将拐档表指针调“0”位,并摆动拐档表,拐档表的指针在“0”位不变为好。
·正盘车转动曲轴,分别转至左平、上止点、右平和下止点四个位置,即曲柄销自0度、90度、180度、270度再回原位检查,共五个位置记录各位置拐档表读数。
·曲轴拐档差值的计算与轴线状态分析
上下拐档差值Δ
上下为:Δ
上下
=L
上
-L
下
左右拐档差值Δ
左右为:Δ
左右
=L
左
-L
右
拐档差值Δ
上下
为正“+”时,曲轴轴线呈下弧线弯曲,即呈“︶”形,表明
该曲柄两端的主轴承比其相邻的主轴承偏低;拐档差值Δ
上下
为负“-”时,曲轴轴线呈向上弯曲,即呈“⌒”形,表明该曲柄两端的主轴承比其相邻的主轴承偏
高。
同样,拐档差值Δ
左右
为正“+”时,轴线在水平面呈右弧线弯曲;反之,拐
档差值Δ
左右
为负“-”,轴线在水平面上呈左弧线弯曲。
曲轴臂距差值的大小表明曲轴弯曲变形的程度;臂距差值的符号表明曲轴轴线弯曲变形的方向。
·绘制曲轴轴线状态图
①按气缸中心距成比例地画出各缸曲柄都向上的曲柄示意图。
②在曲柄示意图的下方作与轴线平行的横坐标轴线,根据臂距差为正值则主轴承偏低、臂距差为负值则主轴承偏高,将正臂距差值取在横坐标轴线下,将负臂距差值取在横坐标轴线上。
③将各曲柄的臂距差值按其大小用直线连接起来,所得的折线即为曲轴轴线状态图。