模具结构
- 格式:ppt
- 大小:3.84 MB
- 文档页数:53

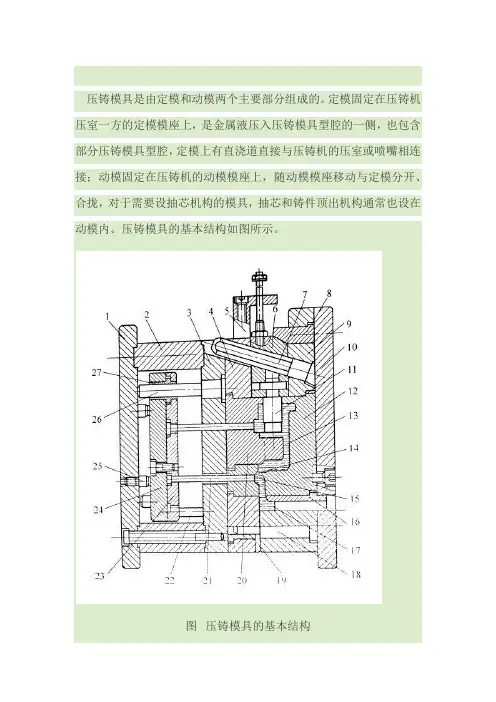
压铸模具是由定模和动模两个主要部分组成的。定模固定在压铸机压室一方的定模模座上,是金属液压入压铸模具型腔的一侧,也包含部分压铸模具型腔,定模上有直浇道直接与压铸机的压室或喷嘴相连接;动模固定在压铸机的动模模座上,随动模模座移动与定模分开、合拢,对于需要设抽芯机构的模具,抽芯和铸件顶出机构通常也设在动模内。压铸模具的基本结构如图所示。
图 压铸模具的基本结构 1—动模座板 2—垫块 3—动模支承板 4—动模套板 5—抽芯限位挡块
6— 抽芯滑块 7—抽芯斜销 8—楔紧块 9—定模套板 10—定模座板 11—侧抽型芯
12—定模镶块 13—型腔 14—内浇道 15—横浇道 16—浇口套 17—直浇道
18—导柱 19—导套 20—动模镶块 21—推杆 22—复位杆 23—推杆固定板
24—推板 25—挡钉 26— 推板导柱 27—推板导套
一套模具通常包括以下几个部分的结果单元:
(1)成型部分 在定模与动模合拢后,成形一个构成铸件形状的空腔,称为型腔。按压铸件结构不同,型腔可以全部设在定模或动模内,或定、动模内各占一部分,构成型腔的零件即为成型零件。成型零件包括固定和活动的镶块与型芯,如图中的11、12、20所示。此外,浇注系统和排溢系统也是型腔的一部分。
(2)模架 包括各种模板、座、架等构架零件。作用是将模具各部分按要求的相互位置装配和固定,并能使模具安装到压铸机上,图的1、2、3、4、9、10、18、19就属于这类零件。
(3)导向零件 图中的18、19为导向零件,其作用是引导动模和定模合拢或分离,并保证分合模的精度要求。 (4)推出机构 这是将铸件从模具中推出的机构,包括顶出和复位零件,还包括机构自身的导向和定位零件。如图中的21、22、23、24、25、26、27,对于重要和易损处(如浇道、浇口)的推杆,应采取与成型零件相同的材料来制造。
模具的基本結構
1、雙板模(2板模)
A.典型操作條件
1)塑料型腔壓力從1000至12000ps(典型值為5000ps)
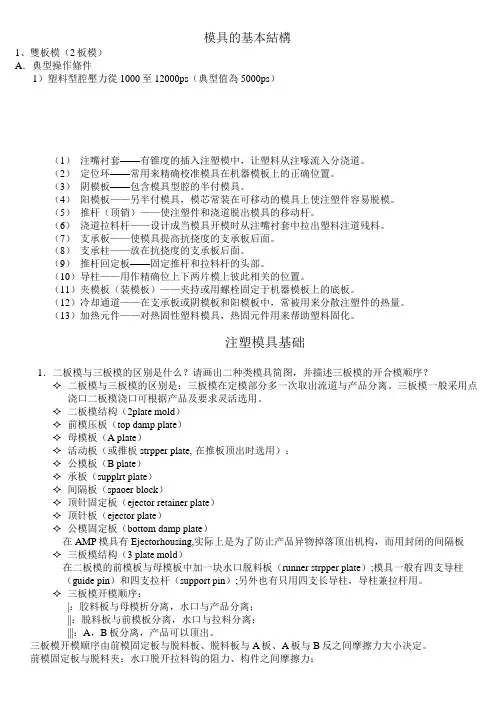
(1) 注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2) 定位环——常用来精确校准模具在机器模板上的正确位置。
(3) 阴模板——包含模具型腔的半付模具。
(4) 阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5) 推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6) 浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7) 支承板——使模具提高抗挠度的支承板后面。
(8) 支承柱——放在抗挠度的支承板后面。
(9) 推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础
1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?
二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
二板模结构(2plate mold)
前模压板(top damp plate)
母模板(A plate)
活动板(或推板strpper plate, 在推板顶出时选用);
公模板(B plate)
承板(supplrt plate)
间隔板(spaoer block)
顶针固定板(ejector retainer plate)
顶针板(ejector plate)
公模固定板(bottom damp plate)
在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板

第1篇
一、引言
模具作为一种重要的加工工艺,广泛应用于机械制造、汽车、电子、塑料、包装等行业。模具的基本结构是模具设计和制造的基础,了解模具的基本结构对于提高模具质量、降低生产成本具有重要意义。本文将详细介绍模具的基本结构,包括模具的组成、各部分的作用以及模具的结构特点。
二、模具的组成
1. 模具座
模具座是模具的基础部分,用于固定模具各部分,保证模具的精度和稳定性。模具座通常由以下几部分组成:
(1)底板:底板是模具座的基础,用于固定模具各部件。
(2)支撑板:支撑板用于支撑模具的侧面,保证模具的垂直度。
(3)顶板:顶板位于模具顶部,用于固定模具的上模和下模。
2. 模具上模
模具上模是模具的加工部分,负责对工件进行加工。模具上模主要包括以下几部分:
(1)模板:模板是模具上模的主体,用于固定模具的凸模、凹模等部件。
(2)凸模:凸模是模具上模的关键部件,负责对工件进行成型。
(3)导向装置:导向装置用于保证模具上模和下模的准确对位。
3. 模具下模
模具下模是模具的加工部分,负责对工件进行加工。模具下模主要包括以下几部分:
(1)模板:模板是模具下模的主体,用于固定模具的凹模、凸模等部件。
(2)凹模:凹模是模具下模的关键部件,负责对工件进行成型。
(3)导向装置:导向装置用于保证模具上模和下模的准确对位。
4. 模具导向系统
模具导向系统是保证模具加工精度的重要部分,主要包括以下几部分: (1)导柱:导柱用于引导模具上下移动,保证模具的垂直度。
(2)导套:导套用于固定导柱,保证导柱的稳定性和导向精度。
(3)导向板:导向板用于固定导套,保证模具的导向精度。
5. 模具加热冷却系统
模具加热冷却系统是保证模具加工质量和提高生产效率的重要部分,主要包括以下几部分:
(1)加热器:加热器用于加热模具,提高模具温度,改善加工性能。
(2)冷却器:冷却器用于冷却模具,降低模具温度,保证模具精度。
冲压模具基本结构
复合模结构定义
•复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。
•它们可能是冲孔、落料、拉深或整形等不同工序的组合。
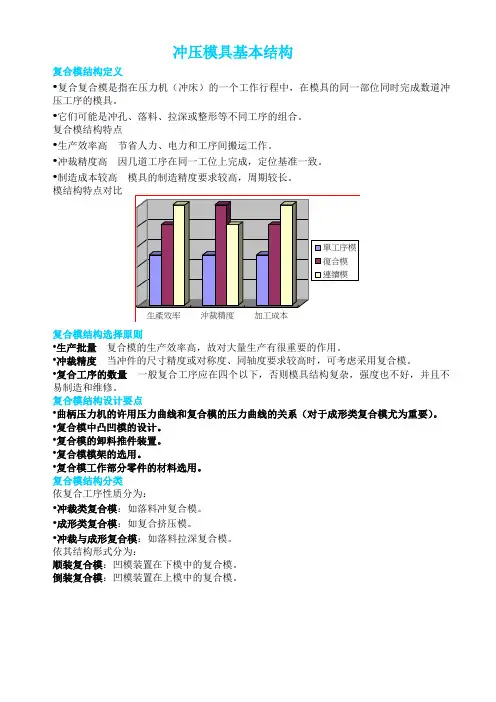
复合模结构特点
•生产效率高 节省人力、电力和工序间搬运工作。
•冲裁精度高 因几道工序在同一工位上完成,定位基准一致。
•制造成本较高 模具的制造精度要求较高,周期较长。
模结构特点对比
复合模结构选择原则
•生产批量 复合模的生产效率高,故对大量生产有很重要的作用。
•冲裁精度 当冲件的尺寸精度或对称度、同轴度要求较高时,可考虑采用复合模。
•复合工序的数量 一般复合工序应在四个以下,否则模具结构复杂,强度也不好,并且不易制造和维修。
复合模结构设计要点
•曲柄压力机的许用压力曲线和复合模的压力曲线的关系(对于成形类复合模尤为重要)。
•复合模中凸凹模的设计。
•复合模的卸料推件装置。
•复合模模架的选用。
•复合模工作部分零件的材料选用。
复合模结构分类
依复合工序性质分为:
•冲裁类复合模:如落料冲复合模。
•成形类复合模:如复合挤压模。
•冲裁与成形复合模:如落料拉深复合模。
依其结构形式分为:
顺装复合模:凹模装置在下模中的复合模。
倒装复合模:凹模装置在上模中的复合模。
生產效率沖裁精度加工成本單工序模復合模連續模复合模结构对比
倒装复合模 顺装复合模
• 漏料:从下模漏料孔出 回到模具工作面
• 出件:从上模出 从下模出
• 操作:安全方便 操作不利
• 工件:平整度较差 平整度较好
• 受力:受力差,强度不好 受力好