生产部一线员工能力确认记录表
- 格式:doc
- 大小:49.50 KB
- 文档页数:1


1目的对影响过程产品质量的因素,规定其确认对象、内容、方法和再确认时机,以确保过程能力满足要求。
2适用范围公司产品生产过程中的烧结配料、炼铁高炉熔炼、炼钢转炉熔炼、炼钢连铸和轧钢加热过程为需确认的过程。
3 工艺参数鉴定3.1鉴定依据3.1.1主要工艺参数:a)烧结工区提供烧结配料的配比、烧结矿TFe、SiO2等主要工艺参数,工艺文件的有效性,操作规程有效性。
b)炼铁厂提供高炉冶炼的热风温度、热风压力和出铁温度等主要工艺参数,工艺文件的有效性,操作规程有效性。
c)炼钢厂提供转炉熔炼装入量、出钢温度、出钢时间、吹氩时间、钢包温度等主要工艺参数,工艺文件的有效性,操作规程有效性。
e)炼钢厂提供连铸大包温度、中包温度、拉速、一冷水、二次冷水等主要工艺参数,工艺文件的有效性,操作规程有效性。
f)轧钢厂提供钢坯加热温度、汽化系统压力等主要参数,工艺文件的有效性,操作规程有效性。
3.1.2工艺参数试验方法在人、机、料、法、环等条件稳定的情况下,抽样分析同一设备连续生产同一品质20批次以上产品,计算该设备加工该产品过程能力指数,判断是否满足规定工序合格品率的要求;1)对所有性能指标逐个计算Cpm值(过程能力指数)计算X平和M,如X平≠M,要调整X平使其与M重合。
计算Cph和Cpl(单向公差)。
Cph=(TH-X平)/3sCpl=(X平-TL)/3sCpm=技术要求/过程能力=(TH-TL)/6σ≈(TH-TL)/6ss={Σ(Xi-X平)2/(n-1)}1/2其中:X平:表示样本均值。
X平=Σxi/nM: 表示技术要求中值。
M=(TH-TL)/2TH:表示公差上限。
TL:表示公差下限S: 表示样本标准差2)判断每个质量指标Cpm所对应的合格品率是否满足计划指标下达的工序合格品率。
如Cpm所对应的合格品率大于等于计划指标下达的工序合格品率,则工艺能力满足生产要求。
如Cpm所对应的合格品率小于计划指标下达的工序合格品率,则认为工艺能力不足,要分析并解决存在的问题,提高Cpm值使其满足要求。

实验室人员能力确认程序1.目的保证检测室、检测人员的能力、仪器设备和检测方法符合有关标准和法律法规的要求,特制定本程序。
2.适用范围适用于本实验室所有检测人员3.职责和权限3.1.技术负责人负责批准人员能力确认计划表,并签发上岗证;3.2.相关检测部负责人负责人员能力确认计划表的编制及人员能力确认的实施;3.3.检测人员负责检测细则的编写及培训需求提出。
4.程序实验室各检测室负责人应根据部门人员能力制定培训计划报技术负责人批准实施人员能力确认.4.1.学历要求从事检测活动的人员应具备相关专业大专以上学历。
如果学历或专业不满足要求,应有10年以上相关检测经历. 关键技术人员,如进行检测结果复核、检测方法验证或确认的人员,除满足上述学历要求外,还应有3年以上本专业领域的检测经历。
本公司从事化学检测的人员应至少具有化学或相关专业专科以上的学历,或者具有10年以上化学检测工作经历。
4.2.实验室基础知识:熟悉本岗位安全操作规程;了解危险设备和区域及其安全防护的基本知识和注意事项;了解电气设备(动力及照明)的基本安全知识;了解生产中使用的有毒有害试剂或可能散发的有毒有害物质的安全防护基本知识;掌握实验室基础理论知识及常规操作技能。
4.3.素质能力4.3.1.仪器设备操作能力确认4.3.1.1.实验室检测人员应熟悉仪器设备的组成以及仪器设备测定原理;4.3.1.2.实验室检测人员能熟练操作仪器设备操作软件并出具准确结果;4.3.1.3.实验室检测人员能对照设备操作维护规程及设备期间核查规程对设备进行维护及期间核查。
4.3.2.标准掌握能力确认4.3.2.1.实验室检测人员熟悉标准方法测定原理并根据标准实际操作中对检测结果有影响的关键控制点进行归纳从而对检测细则进行补充、细化、完善.4.3.2.2.检测细则须对测定原理4.3.2.3.实验室使用试剂、标准物质品牌规格、试剂有效期、等进行完善,4.3.2.4.测定程序进行细化,4.3.2.5.计算公式符合实际,检测结果质量控制符合要求。

生产部一线员工技能等级评估方案1.目旳1.1客观地评价员工旳工作技能水平,建立一线员工技能评价和技能晋升机制;1.2倡导员工以技能旳提高推进工作品质旳提高,并提供员工薪资核定旳根据。
2.合用对象2.1适应于企业生产部一线员工。
3.评估周期3.1评审时间:每年6月评估一次:对报名参与技能评估旳员工,进行技能评估;3.2每两年复审一次:如员工第一年未报名参与技能评估,次年旳6月份将对中2级以上(含中2)复审一次;3.3员工试用期结束而未近6月份时,将由车间主任申请定级,生产运行部部长签字确定。
员工必须参与第一年6月份旳技能评估;3.4鉴定成果,当年7月1日正式生效。
4.技能等级类别4.1初级4.2中级4.3高级4.4技师5.评估组织为了保证技能鉴定工作旳公平、公正、公开,由人力资源部组织一线员工技能等级鉴定工作。
鉴定组织由生产系统评委构成。
评委名单在每年技能评估时公布。
6.评估项目评估项目重要分为实操、理论考核、上六个月工作考核。
6.1实操:占所有评估项目总分旳50%;详细考核内容请参摄影应工种技能等级原则。
实操按中、高、技师等级规定出试题,考试人员根据报考旳等级,选择对应旳试题;6.2理论考核:6.2.1占所有评估项目总分旳30%;6.3上六个月工作考核:6.3.1占所有评估项目总分旳20%;6.3.2上六个月工作考核重要内容为创新能力、工作态度等,详情参照《员工上六个月评估表》(附件)。
6.4总分=实操+理论考核+上六个月工作考核。
7.评估作业流程7.1确定需技能评估旳人员名单7.2确定题源;7.3确定评委,技能评估:上六个月工作考核、实操考核、理论考核;7.4汇总成绩,评估委员会讨论定级;7.5定级成果签字确定与公布,资料立案,成果生效。
8.报考规则8.1所有确定需要考试人员,必须参与本次技能等级鉴定,且必须在指定期间报考有关等级;9.定级原则9.1实操考核(共50%)实操考试分数来源两个方面:9.1.1技能分(15分):一次装配为掌握旳产品种类或流水线工种;二次行线为一年内旳工时或者线头合计值;9.1.2现场考核:(1)考核内容:①一次装配班组:安装低压柜抽屉②二次行线班组:套号码管,压线鼻子③环网柜班组:安装机构④ZW32断路器班组:装配柱上断路器⑤钣金加工班组:钣金下料(2)评分准则:效率:15分工艺:10分质量:10分(3)评分原则见附件9.2理论考核(共30%)由部门负责人统一命题,按照各生产线旳工作内容出题(含波及工作范围内产品知识及专业技能)9.3上六个月考核(共20分)详情见《员工综合体现评估表》得分,由班组长统一对员工旳平常体现进行评分,生产部经理复审。
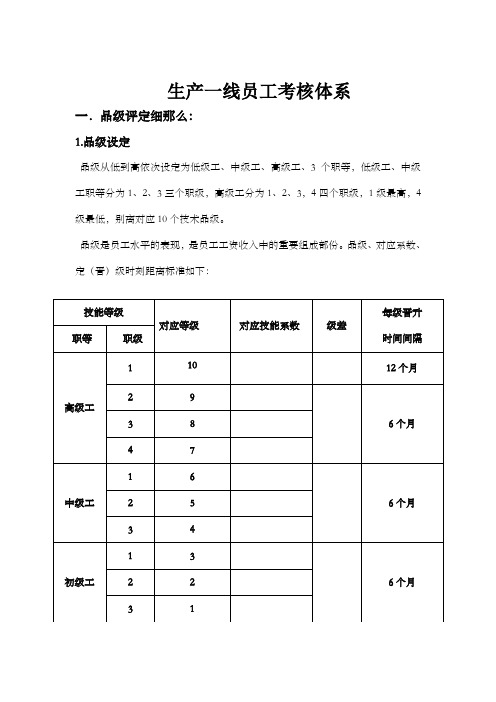
生产一线员工考核体系一.品级评定细那么:1.品级设定品级从低到高依次设定为低级工、中级工、高级工、3个职等,低级工、中级工职等分为1、2、3三个职级,高级工分为1、2、3,4四个职级,1级最高,4级最低,别离对应10个技术品级。
品级是员工水平的表现,是员工工资收入中的重要组成部份。
品级、对应系数、定(晋)级时刻距离标准如下:注:表中所列定(晋)级时刻距离标准:如某员工从1级向2级晋升至少需距离6个月。
2.第一次技术鉴定申报条件关于不同技术品级的员工,在第一次鉴按时只要符合条件之一即可申报。
低级工2.1.1 在本公司持续从事本职业工作3个月以上并同意相关理论知识培训达到相关要求。
中级工2.2.1取得低级职业资格证书后,持续从事本职业工作1年以上。
2.2.2在本公司持续从事本职业工作3年以上。
高级工2.3.1在本公司持续从事本职业工作5年以上。
3.考核内容1、技术评定。
2、能力考核:通过员工的工作行为,观看、分析、评判其具有的工作能力。
3、态度考核:通过员工日常工作表现和行为,考察其工作责任感和工作态度。
4、品级鉴定流程新进员工品级鉴定4.1.1 关于从外单位加盟的新员工,如持有相应的职业技术品级证书,可直接参与相应职等的技术品级鉴定,鉴定通事后可直接享受相应的技术品级待遇。
4.1.2 关于技术较为熟练的新员工,试工时能独立从事本职位工作,人力资源部可组织相关部门直接定级,直接享受相应技术品级的工资待遇。
4.1.3 新进员工在试用期终止前15天,人力资源部通知相关员工填写申请表,导师、班组长对员工的工作态度、工作表现、技术提升程度进行评判,填写审核意见后报人力资源部。
4.1.4 人力资源部依照所需鉴定的工种、人数,统筹安排理论考试及实际操作考核的时刻、地址,并通知相关部门及人员组织考试和考核。
4.1.5 人力资源部汇总鉴定意见,确立评定品级,评定结果公示无异议后报总领导批准。
4.1.6 人力资源部通知相关班组及财务部,对通过鉴定的员工技术品级系数进行调整,从次月起开始享受相应品级的待遇。

上海金啤生物科技有限公司生产一线员工技能鉴定管理办法1、目的为规范生产一线技术工人技能等级考核评定工作,促进技术工人不断学习业务知识、努力提高技术水平,更好的完成生产任务和实现自身价值,依据国家<<职业技能鉴定标准>>并结合企业实际,特制定本管理办法。
2、适用范围本制度适用于生产一线员工的技能等级鉴定,文职、管理类岗位不在此列。
3、组织设置3.1 技能鉴定委员会组长:总经理副组长:生产副总经理成员:人力资源部、生产部、品控部、采购部、设备部负责人。
3.2 人力资源部从技能鉴定委员会内召集相关评委组成评定小组,负责岗位技能、工作态度、综合评分等的评定工作。
4、技术等级设定4.1 技术等级从低到高依次设定为初级工、中级工、高级工、技师等四个职等,每个职等分为不同职级(详见下表)。
4.2 技术等级是员工技能水平的体现,是员工工资收入中的重要组成部分。
技术等级、对应薪资标准、定(晋)级时间间隔标准如下:5、初次技能鉴定申报条件对于不同技术等级的员工,在初次鉴定时只要符合条件即可申报。
6、技能鉴定项目及方法6.1生产工人技术等级考核操作方法:7、技能等级鉴定流程7.1 新进员工等级鉴定7.1.1 对于从外单位加盟的新员工,如持有相应的职业技能等级证书,可直接参与相应职等的技能等级鉴定,鉴定通过后可直接享受相应的技能等级待遇。
7.1.2 对于技术较为熟练的新员工,试工时能独立从事本岗位工作,试用期满后,人力资源部可组织相关部门直接定级,直接享受相应技能等级的工资待遇。
7.1.3 新进员工在试用期结束前15天,人力资源部通知相关员工填写申请表,导师、班组长对员工的工作态度、工作表现、技能提升程度进行评价,填写审核意见后报人力资源部。
7.1.4 人力资源部根据所需鉴定的工种、人数,统筹安排理论考试及实际操作考核的时间、地点,并通知相关部门及人员组织考试和考核。
7.1.5 人力资源部汇总鉴定意见,确立评定等级,评定结果公示无异议后报总经理批准。
生产一线人员绩效考核管理办法(草案)1.目的为充分调动生产一线人员的工作积极性,加强生产一线的班组建设,保证生产任务和公司战略目标顺利实现;同时为公司的人员选拔、培训、晋升及职业生涯规划提供确切依据,特制定本管理办法。
2.适用范围本办法适用于生产一线人员(含班组长)。
3.考核组织人力资源部负责拟订和完善公司生产一线人员绩效考核管理办法;负责指导协助各班组开展绩效考核工作;负责汇总各班组考核结果;负责协调处理各班组关于考核申诉的具体工作;负责建立员工考核档案。
生产部门负责人、车间主任负责部门班组绩效考核指标的制定;负责按时提报考核指标的完成情况。
财务部负责发放绩效奖金。
总经理负责本管理办法的确认及执行;负责对考核结果进行审核批准。
4.考核实施原则公平:考核者要以考核标准为依据,必须对每个考核者公平。
公开:必须明确绩效考核的标准、程序和责任,并在执行中严格遵守。
公正:在尊重客观事实的基础上,将被考核者的工作实绩与既定标准比较,客观公正地进行评价。
5.考核对象、考核方式和考核周期以班组为考核单位,实行月度考核。
生产部负责人、车间主任负责各考核班组考核指标的制定,人力资源部负责具体过程的跟踪和结果的监督,车间主任负责具体考核。
目前结合生产工序,分为XXX,XXX,XXX,XXX等,具体参见附件一:《班组月度绩效考核表》和附件二:《考核结果与薪资发放比例对照表》,考核结果对应系数即为班组月度考核系数。
员工实行季度考核,具体参见附件三:《员工季度考核明细表》考核得分=自评分×10%+班组长评分×50%+车间主任评分×40%员工的季度个人考核系数=考核实际得分/100分。
班组长实行季度考核,具体参见附件四:《班组长季度考核明细表》考核得分=自评分×10%+车间主任评分×50%+生产经理评分×40%班组长的季度个人考核系数=考核实际得分/100分。
员工(含班组长)季度工资绩效系数采用复合系数计算的方法,即员工(含班组长)季度工资绩效系数 = ∑班组月度考核系数/3 * 季度个人考核系数。
精益⽣产⼯具——⼯位认证(理论实例)解决⼯位问题,提⾼效率⼀、⼯位认证概述1. 定义⼯位认证是由管理⼈员、技术⼈员、操作⼈员组成认证团队,逐个对⼯位进⾏现场审计、诊断出⼯位的'过程要素'(⼈、机、料、法、环、测)是否达到'⼯位的⽬的'(安全、质量、效率、成本、组织发展),列出这些'过程要素不符合性的问题',解决这些问题的⼀系列活动。
2. ⽬的系统查找、识别影响安全、质量、效率、成本、组织发展的⼯位问题,确保⼯序的可制造性;提⾼⼯序能⼒和产品质量,为过程质量管理、⽣产效率提升奠定基础。
采⽤规范的问题管理办法,来定义、分析、改善⼯位认证过程中发现的问题,从根本上解决问题,防⽌问题的再次发⽣。
培养具备现场意识的管理团队,拉动各个部门响应现场、服务现场,解决现场实际问题。
3. 开展时机新产品投产、⼯艺发⽣重⼤变更、⽣产场地发⽣变更、固定的认证周期。
4. 主要内容作业⽅法评估、⼯艺评估、质量问题评估。
主要内容包括:作业⽅法评估、⼯艺评估、质量问题评估。
作业⽅法评估作业⽅法评估:以⼯位为单位,对员⼯作业⽅法,⼯位布局的合理性进⾏评估;其⽬的在于消除不增值的作业,减少浪费。
⼯艺评估:对⼯装设备、⼯艺参数及⼯艺设计的合理性与适⽤性进⾏评估;其⽬的使⼯艺参数⼯艺评估达到设计要求,减少因⼯艺设计的不合理性导致的⼯时浪费及质量问题。
质量问题评估:以⼯位为单位对由于物料、⼯装/⼯具/设备,⼯艺、操作⽅法不当引起的质量问质量问题评估题进⾏评估;其⽬的在于消除各⼯位的质量隐患,保证制程的稳定性。
⼆、⼯位认证活动准备1. 锁定认证的区域及产品类型⼯位认证管理部门根据⼯⼚当前的⽣产情况,按需求锁定认证的区域及产品类型开展⼯位认证活动。
2. 认证团队组建及分⼯⼯位认证管理部门负责⼈与⼯位认证需求单位、相关部门的负责⼈沟通,确定参与⼯位认证项⽬的⼈员,搭建⼯位认证组织机构,明确责任与分⼯。