Aspen精馏模拟灵敏度分析与优化实例use
- 格式:pdf
- 大小:5.98 MB
- 文档页数:38
利用Aspen模拟甲苯歧化装置苯/甲苯/精馏过程提高苯塔分离效果辽阳石化公司装置2009年建成开车,苯塔空冷由于各种原因设计12台空冷只安装了8台。
2017年之前,歧化产品苯利润低,苯/甲苯分馏系统一直处于70%低负荷,运行无问题。
17年后,苯价格飙升,需要提高苯产量。
苯塔空冷能力不足的短板显现出来。
本文通过利用Aspen软件模拟不同进料组成下苯塔负荷达到100%时运行情况,并通过提高各种措施,实现苯塔精馏。
在满足苯产品质量情况下继续提高品质(优质苯:纯度99.97%以上,冰点5.45℃以上)。
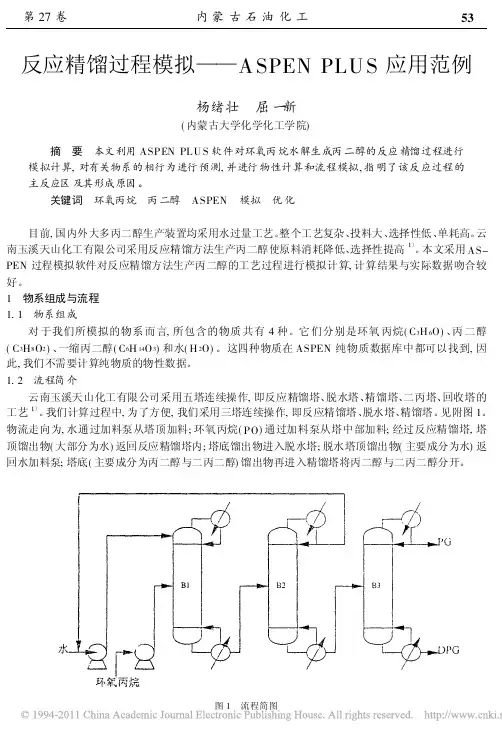
标签:甲苯歧化;Aspen Plus;精馏;模拟;优质苯在中石油辽阳石化分公司140万吨/年甲苯歧化装置中,甲苯,C9发生歧化反应,生产苯和二甲苯。
从反应器出来物料进入汽提塔除去烷烃,然后进入苯塔分离出苯,另外苯塔还有一股物料从抽提装置来抽出油,两股物料混合后,作为苯塔进料,进行精馏。
苯塔塔釜出甲苯及以上芳烃,塔顶有少量采出,从塔顶侧线采出苯,苯塔塔底物料进入甲苯塔分离出甲苯进入反应器作为进料。
Aspen Plus 是一款优秀化工工艺流程模拟运行软件,我们选择UNIQUAC模型,它基于分子基团非极性作用力进行计算,对非极性芳烃混合物有很好的计算效果。
1、利用Aspen软件模拟苯塔在不同進料组成时达到100%时运行情况。
Aspen Plus的RadFrac模块是基于分子基团的严格计算的精馏塔的模块,可以设置理论板数对,我们利用Aspen Plus 模拟苯塔,甲苯塔,二甲苯塔,重芳烃塔进行精馏。
模拟图如下:苯塔进料220t/h,苯塔塔顶采出为2t/h,苯塔侧线采出纯苯进入储罐,其他物料从走塔底。
苯塔有65块塔板,侧线采出在60块板,进料在32块板,苯塔压力为0.035MPa,每层塔板压降在1KPa,空冷符合设置在43MW,通过参数设置后苯塔,通过对采出量进行灵敏度测试,得到符合不同进料组分的最大采出量的最优的采出比。
3.稳态精馏过程模拟的建立本章将从二元体系的分离入手,详细介绍如何在Aspen Plus中采用严格精馏模型“RADFRAC”建立该模拟过程。
为了使稳态计算的结果能够用于动态模拟,本章中会详细指定塔、控制阀、泵等单元操作。
【例2】设计一精馏塔。
原料泡点进料,进料组成、塔顶产品要求见表。
操作压力为4.4atm。
要求塔顶采用全凝器,回流比为1.8。
热力学计算采用物性方法P ENG-ROB。
采用DSTWU 模块设计满足上述分离要求的精馏塔。
组分进料/kmol/h塔顶产品/kmol/h 丙烷5异丁烷10正丁烷30≥29.7248异戊烷20≤0.2247正戊烷15正己烷203.稳态精馏过程模拟—简捷蒸馏1 流程图绘制2 DSTWU结果查看2 DSTWU结果查看•最小回流比为1.32•实际回流比为1.8•最小理论板数为12.8•实际塔板数为24•进料板位置为第12块板•再沸器所需的热量为753.31kJ/sec •冷凝器所需的热量为688.95kJ/sec例3以例2为基础,由灵敏度分析工具,考察回流比的变化对实际塔板数的影响。
灵敏度分析定义方法:1)定义目标变量2)定义自变量3)规定表格•灵敏度分析定义方法:Data/ model analysis Tools(模型分析工具)/sensitivity(灵敏度分析)灵敏度分析对象管理器1)定义因变量(Flowsheet variable)1)定义因变量(Flowsheet variable)2)定义自变量(Vary)---回流比(RR)自1.2-10,步长为0.5变化3)规定表格(Tabulate)---规定需要软件计算的变量列表课堂练习:分析回流比对于再沸器热负荷和冷凝器的冷量的影响,将计算结果绘图运行计算,/Model Analysis Tools/Sensitivity/S-1/Results/,查看结果【例题4】采用Radfrac模块,核算【例题2】设计得到的精馏塔能否满足分离要求。
乙腈-水共沸体系的变压精馏模拟与优化侯涛;高晓新【摘要】利用 Aspen Plus 化工模拟流程软件对乙腈-水共沸体系进行变压精馏模拟分离研究。
选择UNIQUAC物性计算模型确定变压精馏的工艺流程,通过灵敏度分析模块分别考察高压塔和常压塔的进料板位置和回流比对分离效果的影响。
模拟结果表明,当塔操作压力为350 kPa,塔板为30块,进料板为第10块塔板,回流比为1.5,在塔底可以得到质量分数为99.7%的产品乙腈。
%A process of pressure-swing distillation for separation of acetonitrileand water was simulated by using Aspen Plus. The UNIQUAC equation was used for calculating vapor-liquid equilibrium data of acetonitrile-water mixture.The relationship between the feed stage and reflux ration for the separation of acetonitrile-water was studied by sensitive analysis.The requirement for acetonitrile reached to 99.7%,when the high column at the pressure was 350 kPa,the number of stages was 30,the feed stage was 10 and the mole reflux ration was 1.5.【期刊名称】《石油化工高等学校学报》【年(卷),期】2014(000)002【总页数】5页(P42-45,73)【关键词】乙腈-水;变压精馏;模拟;优化【作者】侯涛;高晓新【作者单位】常州大学化工设计研究院有限公司,江苏常州 213164;常州大学石油化工学院,江苏常州 213164【正文语种】中文【中图分类】TE624.2在化工、医药等生产过程中,乙腈能发生典型的腈类反应,并被用于制备许多典型含氮化合物,是一个重要的有机中间体。
精馏塔设计初步介绍1.设计计算◆输入参数:●利用DSTWU模型,进行设计计算●此时输入参数为:塔板数(或回流比以及最小回流比的倍数)、冷凝器与再沸器的工作压强、轻组分与重组分的回收率(可以从产品组成估计)、冷凝器的形式◆输出参数(得到用于详细计算的数据):●实际回流比●实际塔板数(实际回流比和实际塔板数可以从Reflux Ratio Profile 中做图得到)●加料板位置(当加料浓度和此时塔板上液体浓度相当时的塔板)●蒸馏液(馏分)的流量●其他注:以上数据全部是估计得初值,需要按一定的要求进行优化(包括灵敏度以及设计规定的运用),优化主要在RadFrac模型中进行。
2.详细计算◆输入参数:●输入参数主要来自DSTWU中理论计算的数据◆输出参数:●输出的主要是设计板式塔所需要的水力学数据,尺寸数据等其他数据(主要是通过灵敏度分析以及设计规定来实现)3.疑问●在简捷计算中:回收率有时是估计值,它对得到详细计算所需的数据可靠性的影响是不是很大?●在简捷计算中:有多少个变量,又有多少个约束条件?●在简捷计算中:为什么回流比和塔板数有一定的关系?简捷计算(对塔)1.输入数据:●Reflux ratio :-1.5(估计值,一般实际回流比是最小回流比的1.2—2倍)●冷凝器与再沸器的压强:1.013 ,1.123 (压降为0.11bar)●冷凝器的形式:全冷凝(题目要求)、●轻重组分的回收率(塔顶馏出液):0.997 ,0.002 (如果没有给出,可以根据产品组成估计)●分析时,注意Calculation Option 中的设置,来确定最佳回流比以及加料板位置2.输出数据:●Reflux Ratio Profile中得到最佳的回流比与塔板数为:塔板数在45—50中选择,回流比在:0.547 —0.542●选定塔板数为:48,回流比为:0.544●把所选的塔板数回代计算,得到下列用于RadFrac模型计算的数据(见下图):●●从图中可得:实际回流比为:0.545(摩尔比);实际塔板数为:48;加料板位置:33;Distillate to feed fraction :0.578(自己认为是摩尔比,有疑问??);馏出液的流量:11673.5kg/h疑问:进料的流量是怎么确定的,肯定是大于11574kg/h,通过设计规定得到甲醇产量为:11574kg/h(分离要求),求出流量为:16584.0378kg/h。
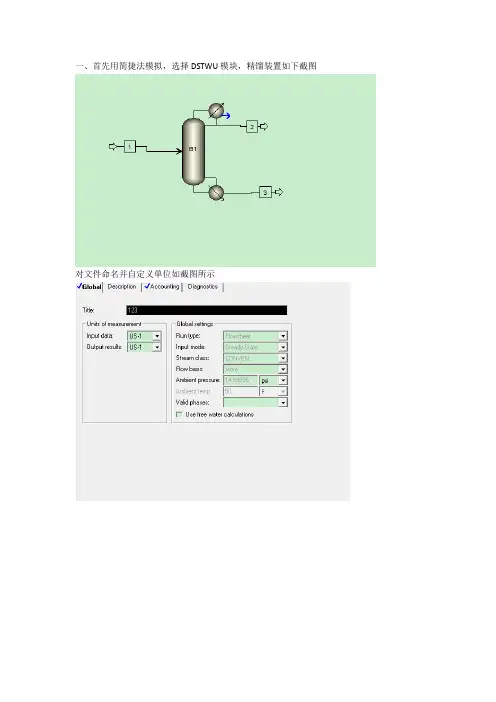
一、首先用简捷法模拟,选择DSTWU模块,精馏装置如下截图对文件命名并自定义单位如截图所示然后在计算机上输入物料的组成,如下截图所示选择一个热力学方法为SRK方法如下截图所示对1号进料物流管进行参数设定,为泡点进料,进料压力为16.5Kg/cm2,进料流量为100kmol/h。
还有物料组成及比例如下截图所示对精馏塔进行参数的设定,回流比为最小回流比的1.2倍,塔顶轻组分丙烷的含量为0.999,重组分含量丁烷为0.001,参数设定值如下截图所示参数设定完成运行软件并查看结果,计算结果如下图所示从结果可知实际的回流比为1.198,实际塔板数为38块,实际的进料板为第17块板,冷凝器的温度为44.25℃,塔釜的温度为116.88℃。
二、进行严格法计算根据简化法得到的条件进行模拟选择Radfrac模块,模拟装置图如下截图对文件命名并自定义单位如截图所示在计算机上输入物料的组成,如下截图所示选择一个热力学方法为SRK方法如下截图所示对1号进料物流管进行参数设定,为泡点进料,进料压力为16.5Kg/cm2,进料流量为100kmol/h。
还有物料组成及比例如下截图所示对塔进行参数设置,根据简化法的计算结果知,塔板数为38,实际回流比为1.198。
再根据题目设计的要求冷凝器为全回流,塔顶的采出率为80。
参数如下截图所示:根据简化法结果进料板为第十七块板进料,截图如下设置塔顶压力为16kg/cm2,冷凝器压力为15.8kg/cm2,全塔的压降为0.2kg/cm2。
设置如下截图所示参数设置完成并运行软件,查看结果不满足分离的目的,则进行自定义设定,目标值设定为0.001选择丙烷选择3号物流设置回流比的可变范围为1到100,增量为0.1运行软件查看结果满足分离的要求。
接下来进行灵敏度分析以确定最佳的进料位置参数设置完成并运行软件查看灵敏度分析的结果如下截图从结果的表中可以看出第22块板的回流比,冷凝器的热负荷,再沸器的热负荷都是最小的,从而可以知道最佳的进料位置为第22块板并对数据在plot里作出X-Y的曲线图如下截图所示从图中也可以明显的看出最佳的进料板为第22块塔板。

第八章灵敏度分析目的:介绍灵敏度分析的用法,研究过程变量之间的关系。
(1)灵敏度分析●可使用户研究输入变量的变化对过程输出的影响●在灵敏度模块文件夹的Results表上能够查看结果●可以把结果绘制成曲线,使不同变量之间的关系更加形象化●在灵敏度模块中对流程输入量所做的改变不会影响模拟,灵敏度研究独立于基础工况模拟而运行●位于/Data/Model Analysis Tools/Sensitivity下(2)灵敏度分析的用法●研究输入变量的变化对过程(模型)的影响●用图表表示输入变量的影响●核实设计规定的解是否可行●初步优化●用准稳态方法研究时间变化变量(3)灵敏度分析应用步骤a)定义被测量(采集)变量-它们是在模拟中计算的参量,在第4步将要用到(Sensitivity Input Define页)b)定义被操作(改变的)变量-它们是要改变的流程变量(Sensitivity Input Vary页)c)定义被操作(改变的)变量范围-被操作变量的变化可以按在一个间隔内等距点或变量值列表来规定(Sensitivity Input Vary页)d)规定要计算的或要制成表的参量-制表参量可以是任何合法的Fortran表达式,表达式含有步骤1中定义的变量(Sensitivity Input Tabulate页)(4)绘图a)选择包括X轴变量的列,然后选择从Plot菜单下选择X-Axis变量b)选择包括Y轴变量的列,然后选择从Plot菜单下选择Y-Axis变量c)(可选的)选择含有参数变量的列,然后从Plot菜单下选择参数变量d)从Plot菜单下选择Display Plot»要选择一列,用鼠标左键点击列标题(5)注意●只有被输入到流程中的参量才可以被改变或操作●可以改变多个输入●对于每一个被操作(改变的)变量的组合都运行一次模拟(6)灵敏度分析举例以第二章中苯和丙烯为原料合成异丙基苯为例,如下图:冷却器出口温度怎样影响产品物流纯度的?●被调节(被改变)变量是什么?冷凝器出口温度●被测量(采集)变量是什么?产品物流中异丙基苯纯度(摩尔分率)打开文件cumene.bkp,另存为cumene-s.bkp,如下图所示:在数据浏览窗口中,点击Model Analysis Tools/Sensitivity,如下图,点击N ew…创建一个新的灵敏度分析:点击New...按扭输入创建的灵敏度分析的ID,可以自己指定。
Aspen plus模拟精馏塔说明书一、设计题目根据以下条件设计一座分离甲醇、水、正丙醇混合物的连续操作常压精馏塔:生产能力:100000吨精甲醇/年;原料组成:甲醇70%w,水28.5%w,丙醇1.5%w;产品组成:甲醇≥99.9%w;废水组成:水≥99.5%w;进料温度:323.15K;全塔压降:0.011MPa;所有塔板Murphree 效率0.35。
二、设计要求对精馏塔进行详细设计,给出下列设计结果并利用AutoCAD绘制塔设备图,并写出设计说明。
(1).进料、塔顶产物、塔底产物、侧线出料流量;(2).全塔总塔板数N;最佳加料板位置N F;最佳侧线出料位置N P;(3).回流比R;(4).冷凝器和再沸器温度、热负荷;(5).塔内构件塔板或填料的设计。
三、分析及模拟流程1.物料衡算(手算)目的:求解 Aspen 简捷设计模拟的输入条件。
内容:(1)生产能力:一年按8000 hr计算,进料流量为100000/(8000*0.7)=17.86 t/hr。
(2)原料、塔顶与塔底的组成(题中已给出):原料组成:甲醇70%w,水28.5%w,丙醇1.5%w;产品:甲醇≥99.9%w;废水组成:水≥99.5%w。
(3).温度及压降:进料温度:323.15K;全塔压降:0.011MPa;所有塔板Murphree 效率0.35。
2.用简捷模块(DSTWU)进行设计计算目的:对精馏塔进行简捷计算,根据给定的加料条件和分离要求计算最小回流比、最小理论板数、理论板数和加料板位置。
3.灵敏度分析目的:研究回流比与塔径的关系(N T-R),确定合适的回流比与塔板数;研究加料板位置对产品的影响,确定合适的加料板位置。
方法:作回流比与塔径的关系曲线(N T-R),从曲线上找到期望的回流比及塔板数。
4. 用详细计算模块(RadFrac)进行计算目的:精确计算精馏塔的分离能力和设备参数。
方法:用RadFrac模块进行精确计算,通过设计规定(Design Specs)和变化(Vary)两组对象进行设定,检验计算数据是否收敛,计算出塔径等主要尺寸。
Aspen精馏模拟的步骤一、板式塔工艺设计首先要知道工艺计算要算什么?要得到那些结果?如何算?然后再进展下面的计算步骤。
其次要知道你用的软件〔或软件模块〕能做什么,不能做什么?你如何借助它完成给定的设计任务。
设计方案,包括设计方法、路线、分析优化方案等,应该是设计开题报告中的一部份。
没有很好的设计方案,具体作时就会思路不清晰,足见开题的重要性。
下面给出工艺设计计算方案参考,希望借此对今后的构造和强度设计作一个详细的设计方案,明确的一下接下来所有工作详细步骤和方法,以便以后设计工作顺利进展。
板式塔工艺计算步骤1.物料衡算〔手算〕目的:求解 aspen 简捷设计模拟的输入条件。
容:(1) 组份分割,确定是否为清晰分割;(2)估计塔顶与塔底的组成。
得出结果:塔顶馏出液的中关键轻组份与关键重组份的回收率参考:"化工原理"有关精馏多组份物料平衡的容。
2.用简捷模块〔DSTWU〕进展设计计算目的:结合后面的灵敏度分析,确定适宜的回流比和塔板数。
方法:选择设计计算,确定一个最小回流比倍数。
得出结果:理论塔板数、实际板数、加料板位置、回流比,蒸发率等等 RadFarce 所需要的所有数据。
3.灵敏度分析目的:1.研究回流比与塔径的关系〔NT-R〕,确定适宜的回流比与塔板数。
2.研究加料板位置对产品的影响,确定适宜的加料板位置。
方法:可以作回流比与塔径的关系曲线〔NT-R〕,从曲线上找到你所期望的回流比及塔板数。
得到结果:实际回流比、实际板数、加料板位置。
4. 用DSTWU再次计算目的:求解aspen塔详细计算所需要的输入参数。
方法:依据步骤3得到的结果,进展简捷计算。
得出结果:加料板位置、回流比,蒸发率等等 RadFarce 所需要的所有数据。
5. 用详细计算模块〔RadFrace〕进展初步设计计算目的:得出构造初步设计数据。
方法:用 RadFrace 模块的Tray Sizing〔填料塔用PAking Sizing〕,利用第4步〔DSTWU〕得出的数据进展准确设计计算。
第6章:使用稳态计算选择控制结构Steadt-state Calculations for Control Structure Selection 在我们转入将稳态模拟转化为动态模拟细节讨论之前,要先讨论一些重要的稳态模拟计算方法。
因为经常被用于精馏设计中帮助为其选择一个实用且高效的控制结构,。
故此类讨论可能是一定意义的。
绝大部分精馏塔的设计是为了将两种关键组分分离获得指定的分离效果。
通常是两个设计自由度指定为馏出物中重关键组分的浓度和塔底产品中轻关键组分的浓度。
因此,在精馏塔的操作和控制中,“理想的”控制结构需测定两股产品的组成并操控两输入变量(如,回流流量和再沸器的输入热量,从而能够达到两股产品中关键组分的纯度要求。
然而,由于一些现实的原因,很少有精馏塔使用这种理想的控制结构。
组分检测仪通常购价昂贵且维修成本高,其可靠性对连续在线控制而言,有时略显不足。
如果使用色层法,还会在控制回路中引入死时间。
此外,不使用直接测量组分法,通常也有可能取得非常高效的控制效果。
温度测量被广泛应用于组分的推理控制。
温度传感器廉价而又可靠,在控制回路上只有很小的测量滞后。
对恒压二元体系,温度与组成是一一对应相关的。
这在多组分体系中不适用,但精馏塔中合适位置的温度通常能够相当准确地提供关于关键组分浓度的信息。
在单端控制结构中,只需控制某块塔板的温度;选择剩下的“控制自由度”时应使产品质量可变性最小。
例如,确定一定的回流比RR或者固定回流与进料流量的比值R/F。
有时候,需要控制两个温度(双温控制系统。
我们将在本章中讨论这些被选方案。
如果选择使用塔板温度控制,那么问题便是选择最佳一块或数块塔板,该处的温度保持恒定。
在精馏文献中,这个问题已讨论了半个世纪以上,且提出了一些可选择的方法。
我们将一一审视这些方法,并举例说明其在各个系统中的有效性。
需要重点关注的是,所有这些方法都仅使用稳态信息,因此,如Aspen Plus之类的稳态过程模拟器可便捷地用于计算。
ASPEN PLUS软件培训案例常压系统流程模拟计算 (2)减压系统流程模拟计算 (6)催化分馏塔流程模拟计算 (10)催化吸收稳定系统流程模拟计算 (14)MDEA 脱硫流程模拟计算 (20)炼厂含硫污水汽提流程模拟计算 (27)MTBE装置流程模拟计算 (32)DMF萃取精馏流程模拟计算 (37)丁二烯脱水流程模拟计算 (40)甲乙酮脱水流程模拟计算 (43)VCM P LANT M ODEL (46)VCM Manufacture and Project Goals (48)Section 100 – Direct Chlorination (51)Section 200 – Oxychlorination (53)Section 300 – EDC Purification (61)Section 400 – EDC Pyrolysis (63)Section 500 – VCM Purification (67)Running AspenTech VCM Models (69)References (71)酸气碱洗流程模拟计算 (72)乙烯裂解气碱洗流程模拟计算 (74)水-异丁酸-丁酸间歇精馏流程模拟计算 (77)流程优化模拟计算 (79)冷凝器、再沸器计算及安装高度计算 (81)非库组份物性估计 (82)乙醇和乙酸乙酯气液平衡数据回归应用示例 (83)模拟模型的数据拟合 (85)应用示例 (85)常压系统流程模拟计算一、工艺流程简述常减压装置是我国最基本的原油加工的装置之一。
主要包括换热器系统、常压系统、减压系统。
常压系统是原油通过换热网络换热到一定温度后,再进到常压加热炉加热到要求的温度,常压加热炉要求的出口温度与原油的性质,拔出率有关,一般要求常压炉出口汽化率大于常压塔所有侧线产品一定的比例,这个比例叫过汽化率,一般为2~5%(wt)。
常压加热炉出口达到一定温度和汽化率的原油,进到常压塔的进料段,油汽往上走,常压塔侧线抽出,一至四个左右的侧线产品,为控制侧线产品的干点,抽出的侧线产品进到侧线产品汽提塔中汽提,冷却后出装置,常压塔进料产品与出料产品之间的焓差,叫剩余热,为回叫这部份热量,常压塔的各产品段有中段回流抽出,与冷原油换热后返回塔内。