金属塑性成形中的摩擦
- 格式:ppt
- 大小:84.00 KB
- 文档页数:68
名词解释塑性成型:金属材料在一定的外力作用下,利用其塑性而使其成形并获得一定力学性能的加工方法加工硬化:略动态回复:在热塑性变形过程中发生的回复动态再结晶:在热塑性变形过程中发生的结晶超塑性变形:一定的化学成分、特定的显微组织及转变能力、特定的变形温度和变形速率等,则金属会表现出异乎寻常的高塑性状态塑性:金属在外力作用下,能稳定地发生永久变形而不破坏其完整性的能力。
屈服准则(塑性条件):在一定的变形条件下,只有当各应力分量之间符合一定关系时,指点才开始进入塑性状态,这种关系成为屈服准则。
塑性指标:为衡量金属材料塑性的好坏,需要有一种数量上的指标。
晶粒度:表示金属材料晶粒大小的程度,由单位面积所包含晶粒个数来衡量,或晶粒平均直径大小。
填空1、塑性成形的特点(或大题?)1组织性能好(成形过程中,内部组织发生显著变化)2材料利用率高(金属成形是靠金属在塑性状态下的体积转移来实现的,不切削,废料少,流线合理)3尺寸精度高(可达到无切削或少切屑的要求)4生产效率高适于大批量生产失稳——压缩失稳和拉伸失稳按照成形特点分为1块料成形(一次加工、轧制、挤压、拉拔、二次加工、自由锻、模锻2板料成形多晶体塑性变形——晶内变形(滑移,孪生)和晶界变形超塑性的种类——细晶超塑性、相变超塑性冷塑性变形组织变化——1晶粒形状的变化2晶粒内产生亚结构3晶粒位向改变固溶强化、柯氏气团、吕德斯带(当金属变形量恰好处在屈服延伸范围时,金属表面会出现粗超不平、变形不均匀的痕迹,称为吕德斯带)金属的化学成分对钢的影响(C略、P冷脆、S热脆、N兰脆、H白点氢脆、O塑性下降热脆);组织的影响——单相比多相塑性好、细晶比粗晶好、铸造组织由于有粗大的柱状晶粒和偏析、夹杂、气泡、疏松等缺陷、塑性降低。
摩擦分类——干摩擦、边界摩擦、流体摩擦摩擦机理——表面凹凸学说、分子吸附学说、粘着理论库伦摩擦条件T=up 常摩擦力条件t=mK塑性成形润滑——1、特种流体润滑法2、表面磷化-皂化处理3、表面镀软金属常见缺陷——毛细裂纹、结疤、折叠、非金属夹杂、碳化物偏析、异金属杂物、白点、缩口残余影响晶粒大小的主要因素——加热温度、变形程度、机械阻碍物常用润滑剂——液体润滑剂、固体润滑剂(干性固体润滑剂、软化型固体润滑剂)问答题1、提高金属塑性的基本途径1、提高材料成分和组织的均匀性2、合理选择变形温度和应变速率3、选择三向压缩性较强的变形方式4、减小变形的不均匀性2、塑性成形中的摩擦特点1、伴随有变形金属的塑性流动2、接触面上压强高3、实际接触面积大4、不断有新的摩擦面产生5、常在高温下产生摩擦3、塑性成形中对润滑剂的要求1、应有良好的耐压性能2、应有良好的耐热性能3、应有冷却模具的作用4、应无腐蚀作用5、应无毒6、应使用方便、清理方便4、防止产生裂纹的原则措施1、增加静水压力2、选择和控制适合的变形温度和变形速度3、采用中间退火,以便消除变形过程中产生的硬化、变形不均匀、残余应力等。
一、加工硬化加工硬化指经过塑性变形后,金属内部的组织结构和物理力学性能发生改变,其塑性、韧性下降,强度、硬度增加,继续变形的力提高的现象。
微观上,加工硬化与金属内部的位错滑移、位错交割、位错塞积、交滑移以及晶粒的破碎与变化等有关。
加工硬化的后果: 强度提高,增加设备吨位;塑性下降,降低变形程度,增加变形工序和中间退火工序;强化金属材料(不能热处理的),提高金属零件的强度,改善冷塑性加工的工艺性能。
附:金属的结构:单晶体结构(体心立方、面心立方、密排六方) 实际多晶体结构(点缺陷、线缺陷、面缺陷) 单晶体的塑性变形机构:滑移,挛生 位错理论的基本概念:位错、刃型位错、螺型位错、柏氏矢量、位错运动与增值 多晶体冷塑性变形的微观机理:晶界、晶粒位向、晶内变形、晶间变形、变形不均匀性、 变形后组织与性能的改变 有关基本内容参阅金属学及热处理 二、金属的塑性与塑性指标金属的塑性:指固体金属在外力的作用下产生永久变形而不破坏其完整性的能力。
注:塑性是一种状态、而不是一种性质 塑性的影响因素:(各因素具体的影响没详细) 内部因素:晶格类型、化学成分、晶相组织; 外部因素:变形温度、变形速度、受力状态 附:塑性指标三、金属受外力而变形,抵抗变形的力—变形抗力 变形的难易程度 单位流动应力 变形抗力的影响因素: 化学成分、组织结构、变形温度 变形速度、变形程度、应力状态四、金属的超塑性—金属材料在一定的内部条件(金属的组织状态)和外部条件(变形温度、变形速度)下变形体现出的极高的塑性,延伸率达δ=100%~2000%。
, m =0.3~1.0超塑性结构超塑性(微细晶粒超塑性) 动态超塑性(相变超塑性)超塑性的影响因素:组织结构(晶粒度5 ~ 10μm ) 变形温度(0.5 ~ 0.7T m )、变形速度(10-4 ~ 10-1 min-1) 五、塑性力学的基本假设:1.变形体连续2.变形体均质和各向同性3.变形体静力平衡4.体积力和体积变形不计 六、主应力、应力状态特征方程(在课本上) 1、应力特征方程的解是唯一的;2、对于给定的应力状态,应力不变量也具有唯一性;3、应力第一不变量J1反映变形体体积变形的大小,与塑性变形无关;J3也与塑性变形无关;J2与塑性变00100%h l l l δ-=⨯ 延伸率−00100%hA A A φ-−=⨯断缩面收率 00100%h C H H H ε-−=⨯压缩变形程度()()()()()()()()22222222222212322311616x y y z z x xy yz zx x y y z z x xy yz zx J σσσσσστττσσσσσστττσσσσσσ⎡⎤''''''=-++-++⎣⎦⎡⎤=-+-+-+++⎢⎥⎣⎦⎡⎤=-+-+-⎣'⎦10x y z J σσσ'''+'=+=形有关;4、应力不变量不随坐标而改变,是确定点的应力状态异同的判据。
Chap 11.外摩擦:发生在工件和工具接触面之间,阻碍金属流动的摩擦,称外摩擦,是影响材料变形的重要因素之一。
2.研究摩擦的意义:全世界工业能源的1/3被摩擦损耗掉,失效零件的80%是由于磨损造成的。
因此,发展摩擦学可以有效的节约能源。
Chap21.金属塑性成形过程中摩擦的特点和作用如何?特点:(1)在高压下产生的摩擦;(2)较高温度下的摩擦;(3)伴随着塑性变形而产生的摩擦;(4)摩擦副(金属与工具)的性质相差大。
作用:(1)不利的方面:(a)改变物体应力状态,使变形力和能耗增加;(b)引起工件变形与应力分布不均匀;(c)恶化工件表面质量,加速模具磨损,降低工具寿命,而且降低制品的表面质与尺寸精度;(2)利用:(a)增大摩擦改善咬入条件,强化轧制过程;(b)增大冲头与板片间的摩擦,强化工艺,减少起皱和撕裂等造成的废品。
2.金属塑性成形过程中摩擦的类型及各自的特征是什么?(1)干摩擦:完全没有润滑,金属与工具之间直接接触。
(2)流体摩擦:较厚的润滑层将金属与工具隔开,摩擦发生在流体内部的分子之间,与接触表面的状态无关,与流体的粘度,速度梯度等。
(3)边界摩擦:介于干摩擦和流体摩擦的一种摩擦类型。
(4)混合摩擦:摩擦表面上既存在干摩擦状态,也存在边界摩擦状态和流体润滑状态的一种摩擦类型。
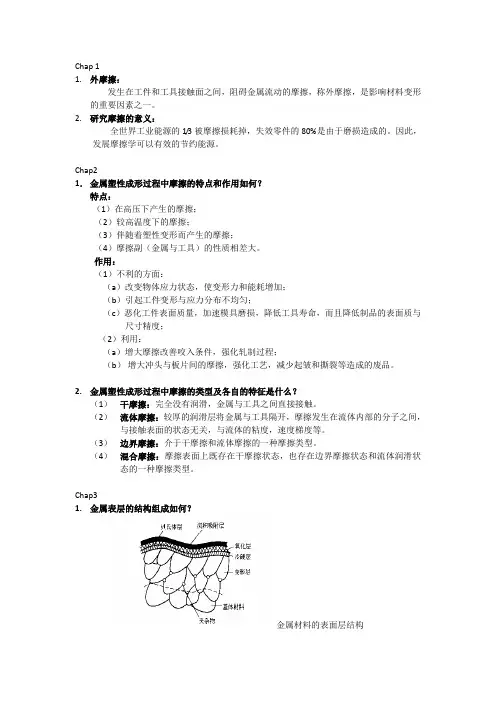
Chap31.金属表层的结构组成如何?金属材料的表面层结构注意:加工硬化层也叫冷硬层和贝氏体层;氧化层又称污染层。
2.何谓表面粗糙度及表示方法有哪些?加工表面上具有的较小间距和峰谷所组成的微观几何形状特性,称为表面粗糙度。
表征材料表面微观几何形状特征,表面微凸体的高度与分布。
表示方法有:(1)轮廓算术平均偏差Ra 该方法能够充分反映表面微观几何特征但对于测量过于粗糙或光滑的表面不适用。
(2)微观不平度十点高度Rz 该方法测量简便,但只反映峰高,不反映峰的几何特征,受测量者主观影响较大,无周期性的宏观误差。
(3)轮廓最大高度Ry 对控制深加工痕迹有重要意义,保证小零件的表面质量,不如Rz反映的几何特征准确。