影响金属塑性成形的因素及条件
- 格式:doc
- 大小:19.00 KB
- 文档页数:3
第3章金属材料的塑性成形概述3.1金属塑性成形基础3.2 常用的塑性成形方法3.3 少、无切削的塑性成形方法3.4 常用的塑性成形金属材料概述金属塑性成形是利用金属材料所具有的塑性,在外力作用下通过塑性变形,获得具有一定形状、尺寸和力学性能的零件或毛坯的加工方法。
由于外力多数情况下是以压力的形式出现的,因此也称为金属压力加工。
塑性成形的产品主要有原材料、毛坯和零件三大类。
金属塑性成形的基本生产方式有:轧制、拉拔、挤压、自由锻、模锻、板料冲压等。
塑性成形的特点及应用:(1)消除缺陷,改善组织,提高力学性能。
(2)材料的利用率高。
(3)较高的生产率。
如利用多工位冷镦工艺加工内角螺钉,比用棒料切削加工工效提高约400倍。
(4)零件精度较高。
应用先进的技术和设备,可实现少切削或无切削加工。
如精密锻造的伞齿轮可不经切削加工直接使用。
但该方法不能加工脆性材料和形状特别复杂或体积特别大的零件或毛坯。
塑性成形加工在机械制造、军工、航空、轻工、家用电器等行业得到了广泛应用。
例如,飞机上的塑性成形零件约占85%;汽车、拖拉机上的锻件占60%~80%。
3.1 金属塑性成形基础3.1.1 单晶体和多晶体的塑性变形3.1.2 金属的塑性变形3.1.3 塑性成形金属在加热时组织和性能的变化3.1.4 金属的塑性成形工艺基础3.1.1单晶体和多晶体的塑性变形1.单晶体的塑性变形金属塑性变形最常见的方式是滑移。
滑移是晶体在切应力的作用下,一部分沿一定的晶面(亦称滑移面)和晶向(也称滑移方向)相对于另一部分产生滑动。
晶体滑移变形示意图滑移的实质:是通过晶体中的位错线沿滑移面的移动来实现的。
位错运动引起的滑移变形原理图2.多晶体的塑性变形多晶体的塑性变形是以单晶体的塑性变形为基础的,但多晶体中的晶粒取向不同、晶界的存在,对塑性变形的阻力增加。
晶粒之间也要相互滑动和转动。
3.1.2 金属的塑性变形1.形变强化(亦称加工硬化)金属塑性变形时产生的强度和硬度增加,塑性和韧性下降的现象,称形变强化(亦称加工硬化)。

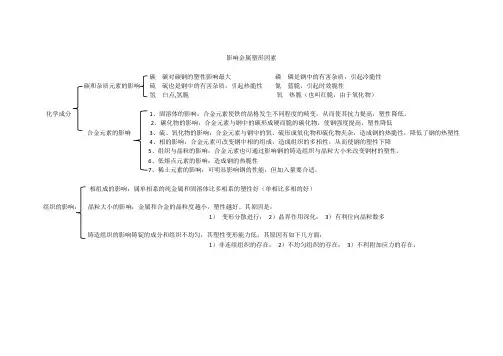
影响金属塑形因素碳碳对碳钢的塑性影响最大磷磷是钢中的有害杂质,引起冷脆性碳和杂质元素的影响硫硫也是钢中的有害杂质,引起热脆性氮蓝脆,引起时效脆性氢白点,氢脆氧热脆(也叫红脆,由于氧化物)化学成分1、固溶体的影响:合金元素使铁的晶格发生不同程度的畸变,从而使其抗力提高,塑性降低。
2、碳化物的影响:合金元素与钢中的碳形成硬而脆的碳化物,使钢强度提高,塑性降低合金元素的影响3、硫、氧化物的影响:合金元素与钢中的氧、硫形成氧化物和硫化物夹杂,造成钢的热脆性,降低了钢的热塑性4、相的影响:合金元素可改变钢中相的组成,造成组织的多相性,从而使钢的塑性下降5、组织与晶粒的影响:合金元素也可通过影响钢的铸造组织与晶粒大小来改变钢材的塑性。
6、低熔点元素的影响:造成钢的热脆性7、稀土元素的影响:可明显影响钢的性能,但加入量要合适。
相组成的影响:属单相系的纯金属和固溶体比多相系的塑性好(单相比多相的好)组织的影响:晶粒大小的影响:金属和合金的晶粒度越小,塑性越好。
其原因是:1)变形分散进行;2)晶界作用深化;3)有利位向晶粒数多铸造组织的影响铸锭的成分和组织不均匀,其塑性变形能力低。
其原因有如下几方面:1)非连续组织的存在;2)不均匀组织的存在;3)不利附加应力的存在:变形温度 -100℃:超低温脆性区,原子热运动几乎完全被冻结100-200℃原子热运动加剧200-400℃蓝脆,时效催化,晶界、滑移面上析出氮化物、氧化物700-800℃再结晶、扩散现象800-950℃硫化共晶产物、红脆950-1250℃均匀化奥氏体、硫化物扩散到晶粒内部>1250℃过热、过烧变形速度:提高变形速度还有下列影响:第一,降低摩擦系数;第二,减少热加工时的热量散失;第三,由于“惯性作用”,使复杂工件易于成形。
变形程度的影响:1)变形量(越大)与加工硬化程度(越大)相关2)变形量与热脆现象相关(变形量越大,晶界结合力越弱)3)变形量(越多)与变形内应力(越大)相关应力状态的影响:压应力个数越多,且数值越大,即静水压力越大,则金属的塑性越好应变状态的影响:主应变图中压缩分量越多,对于充分发挥材料的塑性越有利。
一、加工硬化加工硬化指经过塑性变形后,金属内部的组织结构和物理力学性能发生改变,其塑性、韧性下降,强度、硬度增加,继续变形的力提高的现象。
微观上,加工硬化与金属内部的位错滑移、位错交割、位错塞积、交滑移以及晶粒的破碎与变化等有关。
加工硬化的后果: 强度提高,增加设备吨位;塑性下降,降低变形程度,增加变形工序和中间退火工序;强化金属材料(不能热处理的),提高金属零件的强度,改善冷塑性加工的工艺性能。
附:金属的结构:单晶体结构(体心立方、面心立方、密排六方) 实际多晶体结构(点缺陷、线缺陷、面缺陷) 单晶体的塑性变形机构:滑移,挛生 位错理论的基本概念:位错、刃型位错、螺型位错、柏氏矢量、位错运动与增值 多晶体冷塑性变形的微观机理:晶界、晶粒位向、晶内变形、晶间变形、变形不均匀性、 变形后组织与性能的改变 有关基本内容参阅金属学及热处理 二、金属的塑性与塑性指标金属的塑性:指固体金属在外力的作用下产生永久变形而不破坏其完整性的能力。
注:塑性是一种状态、而不是一种性质 塑性的影响因素:(各因素具体的影响没详细) 内部因素:晶格类型、化学成分、晶相组织; 外部因素:变形温度、变形速度、受力状态 附:塑性指标三、金属受外力而变形,抵抗变形的力—变形抗力 变形的难易程度 单位流动应力 变形抗力的影响因素: 化学成分、组织结构、变形温度 变形速度、变形程度、应力状态四、金属的超塑性—金属材料在一定的内部条件(金属的组织状态)和外部条件(变形温度、变形速度)下变形体现出的极高的塑性,延伸率达δ=100%~2000%。
, m =0.3~1.0超塑性结构超塑性(微细晶粒超塑性) 动态超塑性(相变超塑性)超塑性的影响因素:组织结构(晶粒度5 ~ 10μm ) 变形温度(0.5 ~ 0.7T m )、变形速度(10-4 ~ 10-1 min-1) 五、塑性力学的基本假设:1.变形体连续2.变形体均质和各向同性3.变形体静力平衡4.体积力和体积变形不计 六、主应力、应力状态特征方程(在课本上) 1、应力特征方程的解是唯一的;2、对于给定的应力状态,应力不变量也具有唯一性;3、应力第一不变量J1反映变形体体积变形的大小,与塑性变形无关;J3也与塑性变形无关;J2与塑性变00100%h l l l δ-=⨯ 延伸率−00100%hA A A φ-−=⨯断缩面收率 00100%h C H H H ε-−=⨯压缩变形程度()()()()()()()()22222222222212322311616x y y z z x xy yz zx x y y z z x xy yz zx J σσσσσστττσσσσσστττσσσσσσ⎡⎤''''''=-++-++⎣⎦⎡⎤=-+-+-+++⎢⎥⎣⎦⎡⎤=-+-+-⎣'⎦10x y z J σσσ'''+'=+=形有关;4、应力不变量不随坐标而改变,是确定点的应力状态异同的判据。
金属塑性及其影响因素从生产工艺角度出发,总是希望变形金属具有高的塑性,随着科学技术的发展,有越来越多的低塑性、高强度材料需要进行塑性成型,以适应生产的需要。
塑性是材料力学性能中的一项重要指标,测定某一材料合不合格,对其塑性有严格的标准规定。
人们往往只认识到材料力学性能中强度这一项,而对塑性没有足够的重视。
然而在生产实际中,从各种机械零件到巨大的船舶、桥梁、容器等在使用过程中都有不少因塑性不够而发生脆断的例子。
因此研究如何提高金属塑性的问题无疑具有重要意义。
1金属塑性和塑性指标所谓塑性,是指固体材料在外力作用下发生永久变形,而不破坏其完整性的能力。
为了衡量金属塑性的高低,需要有一种数量上的指标,称为塑性指标。
塑性指标是以材料开始破坏时的塑性变形量来表示,它可借助于各种实验方法来测定,如拉伸、墩粗和扭转实验等。
通常情况我们用拉伸实验测定金属的塑性指标,对应于拉伸实验的塑性指标,用延伸率a表示。
a的数值由下式确定:一Lo)/Lo x100%δ=(Lk一拉伸试样原始标距间长度式中:Lk一拉伸试样破断后标距间的长度Lk对应于不同材料,对其塑性有不同的标准规定,如标准铃轧扭钢筋》(JG3046一1998)中规定冷轧扭钢筋的延伸率8应符合吕I。
)4.5%;标准伽筋混凝土用热轧光圆钢脚(GB13013一91)中规定钢筋的延伸率吕应符合吕5)25%。
因此严格测定材料的塑性对判定材料是否符合标准要求起着重要的作用,并且塑性指标对于正确拟定产品加工工艺具有重要的参考价值。
那么,什么影响着金属塑性的高低呢?影响金属塑性高低的主要因素有两方面,一方面是内因,即金属本身的化学成分、组织等;另一方面是外因,即变形时的外部条件,如变形温度、变形速度等。
下面将对这两方面因素是如何影响金属塑性的高低做具体分析。
2化学成分和组织对金属塑性的影响金属本身的化学成分和组织对塑性的影响非常明显,但也很复杂。
现以钢(碳钢和合金钢)为主要对象,分析其化学成分和组织对金属塑性的影响。

金属塑性成形原理pdf
金属塑性成形(MPM)是一种成型工艺,它包括冷弯折形、冷拉伸、热弯形、热拉伸、冲压和挤压等,它能够将金属材料塑性变形,从而制造成各种形状和尺寸的部件或零件。
虽然它与铸造有许多相似之处,但具有明显的不同,它更多的是在金属材料弯折或拉伸的基础上进行裁剪和成型。
金属塑性成形的主要原理是材料的塑性变形,当金属或其它金属材料受力时,它会发生塑性变形,例如在冷弯折形时,金属材料会受到压力而不会断裂。
冷拉伸的原理与冷弯折形的原理基本相同,只是它使用的是拉伸力而非压力。
热弯形和热拉伸原理与冷弯折形和冷拉伸的原理大致相同,只是需要加热材料来使其塑性变形。
冲压和挤压是两种机器成型工艺,它们通过对金属材料施加压力而产生细小的型腔,从而制造出不同形状的部件或零件。
金属塑性成形的另一个重要原理是金属温度、应力和应变。
温度变化会影响材料的变形性能,应力和应变是金属材料变形的两个重要参数,它们可以帮助确定材料的力学性能,从而选择合适的成形工艺来完成成型任务。
最后,成形过程中还需要考虑工具的
使用,例如冲床、挤压机、回转机等,这些工具可以应用到金属塑性成形中,使金属材料发挥更好的塑性变形性能。
总之,金属塑性成形技术的主要原理是材料的塑性变形,应力、应变和温度等因素的影响,以及工具的使用。
这些原理可以用来帮助确定正确的成型工艺和工具,从而产生精确度相当高的金属零件。

§2.1金属冷态下的塑性变形一、塑性变形机理多晶体的塑性变形包括晶粒内部变形(晶内变形)、晶外变形(晶间变形)。
(一)晶内变形变形方式:滑移(主要)、孪生(次要)1、滑移晶体在力的作用下,晶体的一部分沿一定的晶面和晶向相对于晶体的另一部分发生相对移动或切变。
滑移矢量与柏氏矢量平行。
滑移发生的地方:原子密度最大的晶面和晶向,例如面心立方的{110}和<111>,体心立方的{111}和<110>等。
原因:原子密度最大的晶面,原子间距小,原子间的结合力强;而其晶面间的距离则较大,晶面与晶面之间的结合力较小,滑移阻力便小。
结论:滑移系多的金属要比滑移系少的金属变形协调性好、塑性高;而其发生滑移的条件需沿滑移面施加一定大小的切应力。
设拉力P引起的拉伸应力σ,切应力分量为τ=σcosφcosλ ;令u=cosφcosλ,称为取向因子;当u=0.5或接近0.5,称为软取向;当u=0或接近0,称为硬取向金属多晶体中,各晶粒的位向不同,使得塑性变形必然不可能在所有晶粒内同时进行,构成多晶体塑性变形不同于单晶体。
2、孪生(形变孪晶)晶体在切应力作用下,晶体的一部分沿着一定的晶面(称为孪生面)和一定的晶向(称为孪生方向)发生均匀切变。
金属在塑性变形时以何种方式变形,取决于哪种变形所需的切应力为低。
常温下,滑移优先;低温下,孪生优先。
(二)晶间变形主要方式是晶粒之间相互滑动和转动。
在冷态变形条件下,多晶体的塑性变形主要是晶内变形,晶间变形只是次要作用。
二、塑性变形的特点1)各晶粒变形的不同性(方式不同)2)各晶粒变形的相互协调性(目的一致)3)晶粒之间、晶体内部和晶界附近区域之间变形的不均匀性。
(尺寸不一致)由于晶粒变形的特点,使得晶粒大小对金属的塑性和变形抗力有一定的影响。
设晶粒平均直径d,材料屈服强度σs,根据实验结果获得两者之间的关系表达式为σs=σ0+Kd-1/2σ0:常数,变形抗力,约为单晶体临界切应力2~3倍Ky:常数,变形影响因此,晶粒细化,单位体积的晶界越多,削弱了晶粒内部的应力场,无法达到变形发生的程度,故需外加更大的力;而且晶粒细化,金属的塑性越好。
金属锻造性,作为衡量金属材料利用锻压加工方法成形的难易程度,是确定锻造加工工艺的主要参考内容,也是判断金属工艺性能的重要指标之一。
金属锻造性的好坏,主要通过金属的塑性和变形抗力两个指标来进行衡量。
变形抗力低说明金属塑性好。
在金属锻造工艺中,影响金属材料塑性以及变形抗力主要由于以下因素。
1、金属的本质(1)金属的化学成分:金属塑性不同由于其化学成分的不同造成,这也会造成其锻造性的不同。
一般纯金属的的锻造性比较好。
金属组成合金后,提高了强度、但是会导致塑性下降,锻造性能变差。
(2)金属的组织状态:金属的组织结构有所不同,也会让其锻造性出现较大的区别。
单一的固溶体组成的合金,具有良好的塑性,其锻造性也会比较好。
如果含有多种合金组成不同性能的组织结构,其塑性也会降低,造成锻造性差的情况发生。
另外,面心立方结构和体心立方结构的金属比密排六方结构的金属塑性好。
金属组织内部有缺陷,例如铸锭内部的疏松、气孔等缺陷,会引起金属塑性的下降,在锻造的时候会出现锻裂现象。
铸态组织和晶粒粗大的机构不如轧制状态和晶粒细小的组织结构锻造性能好,但是晶粒越细小,金属的变形抗力越大。
2、金属的变形条件(1)变形温度:随着温度的升高,金属的原子动能会有所提升,容易产生滑移变形,从而让金属的锻造性得到提高。
所以,在锻压生产中,加热是重要的变形条件。
但是由于在高温的情况下金属会出现过热、过烧情况,塑性反而出现明显的下降。
所以,对于加热温度,需要根据金属的材质的不同,在一定范围内进行控制,也就是找到合适的变形温度范围。
(2)变形速度:变形速度指的是金属在锻压加工过程中单位时间内的相对变形量。
变形速度大,会然金属的塑性下降,变形抗力增大。
(3)变形时的应力状态:压应力会让塑性提高,拉应力会让塑性降低。
工具与金属间的摩擦力会让金属的变形不均匀。
根据以上介绍,金属的塑性和变形抗力会受到金属的本质与变形条件等相关因素影响的。
在选用锻压加工方法时,降低变形抗力,用最少的能耗,获得最佳的锻压件。
塑性成形原理塑性成形是指通过外力作用下,金属材料经过塑性变形,改变其外形和尺寸的加工方法。
在工程制造中,塑性成形是一种常用的加工工艺,可以用于生产各种各样的零部件和产品。
塑性成形原理是塑性加工的基础,了解和掌握塑性成形原理对于工程技术人员来说至关重要。
首先,塑性成形原理的基础是金属材料的塑性变形特性。
金属材料在外力作用下会发生塑性变形,这是因为金属材料的内部结构存在晶粒和晶界,晶粒内部存在位错。
当外力作用到金属材料上时,位错会发生滑移和交错,从而引起晶粒的形变,最终导致金属材料整体的塑性变形。
因此,了解金属材料的晶体结构和塑性变形机制是理解塑性成形原理的关键。
其次,塑性成形原理涉及到金属材料的应力和应变关系。
在塑性成形过程中,金属材料会受到外力的作用,从而产生应力。
当应力超过金属材料的屈服强度时,金属材料就会发生塑性变形。
而金属材料的应变则是指金属材料在外力作用下的变形程度,通常用应变曲线来描述金属材料的应力和应变关系。
通过研究金属材料的应力和应变关系,可以确定金属材料的塑性变形特性,为塑性成形工艺的设计和优化提供依据。
另外,塑性成形原理还包括金属材料的流变行为。
金属材料在塑性成形过程中会发生流变,即金属材料的形状和尺寸会发生变化。
了解金属材料的流变行为可以帮助工程技术人员选择合适的成形工艺和工艺参数,从而实现对金属材料的精确成形。
总的来说,塑性成形原理是塑性加工的基础,它涉及金属材料的塑性变形特性、应力和应变关系以及流变行为。
掌握塑性成形原理可以帮助工程技术人员更好地理解金属材料的加工特性,指导和优化塑性成形工艺,提高产品的质量和生产效率。
因此,对于从事工程制造和金属加工的人员来说,深入学习和掌握塑性成形原理是非常重要的。
《材料成形技术基础》
—影响金属塑性成形的因素及条件
一、影响金属塑性变形的内在因素
(一)化学成分
纯金属的塑性成形性较合金的好。
钢的含碳量对钢的塑性成形性影响很大,对于碳质量分数小于0.15%的低碳钢,主要以铁素体为主(含珠光体量很少),其塑性较好。
随着碳质量分数的增加,钢中的珠光体量也逐渐增多,甚至出现硬而脆的网状渗碳体,使钢的塑性下降,塑性成形性也越来越差。
合金元素会形成合金碳化物,形成硬化相,使钢的塑性变形抗力增大,塑性下降,通常合金元素含量越高,钢的塑性成形性能也越差。
杂质元素磷会使钢出现冷脆性,硫使钢出现热脆性,降低钢的塑性成形性能。
(二)金属组织
纯金属及单相固溶体的合金塑性成形性能较好;钢中有碳化物和多相组织时,塑性成形性能变差;具有均匀细小等轴晶粒的金属,其塑性成形性能比晶粒粗大的柱状晶粒好;网状二次渗碳体,钢的塑性将大大下降。
二、影响金属塑性变形的加工条件
(一)变形温度
温度升高,塑性提高,塑性成形性能得到改善。
变形温度升高到再结晶温度以上时,加工硬化不断被再结晶软化消除,金属的塑性成形性能进一步提高。
过热:加热温度过高,会使晶粒急剧长大,导致金属塑性减小,塑性成形性能下降,这种现象称为“过热”。
过烧:如果加热温度接近熔点,会使晶界氧化甚至熔化,导致金属的塑性变形能力完全消失,这种现象称为“过烧”,坯料如果过烧将报废。
(二)变形速度
变形速度:单位时间内变形程度的大小。
变形速度的增大,金属在冷变形时的冷变形强化趋于严重;当变形速度很大时,热能来不及散发,会使变形金属的温度升高,这种现象称为“热效应”,它有利于金属的塑性提高,变形抗力下降,塑性变形能力变好。
图2-5所示是变形速度与塑性的关系。
问题:在锻压加工塑性较差的合金钢或大截面锻件时,都应采用较小的变形速度,若变形速度过快会出现变形不均匀,造成局部变形过大而产生裂纹。
图2-5 变形速度与塑性的关系
(三)应力状态
实践证明,在三向应力状态下,压应力的数目越多,则其塑性越好;拉应力的数目越多,则其塑性越差。
选择塑性成形加工方法时,应考虑应力状态对金属塑性变形的影响。
(四)其它
模具和工具:模锻的模膛内应有圆角,这样可以减小金属成形时的流动阻力,避免锻件被撕裂或纤维组织被拉断而出现裂纹。
板料拉深和弯曲时,成形模具应有相应的圆角,才能保证顺利成形。
润滑剂:可以减小金属流动时的摩擦阻力,有利于塑性成形加工。
综上所述,金属的塑性成形性能既取决于金属的本质,又取决于变形条件。
在塑性成形加工过程中,要根据具体情况,尽量创造有利的变形条件,充分发挥金属的塑性,降低其变形抗力,以达到塑性成形加工的目的。
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。