典型零件的编程.
- 格式:ppt
- 大小:233.50 KB
- 文档页数:22


山东职业学院毕业设计(论文)题目:系别:专业:班级:学生姓名:指导教师:完成日期:山东职业学院毕业设计(论文)任务书山东职业学院毕业设计指导书设计题目典型零件的数控编程与加工仿真班级姓名指导教师宋嘎2011年11月一、设计题目:典型零件的数控编程与加工仿真二、背景与目的数控加工的广泛运用给机械制造业的生产方式、产品结构、产业结构都带来了深刻的变化,是制造业实现自动化、柔性化、集成化生产的基础。
如何良好地运用数控机床,发挥其高精度、高效率等特点,是制造行业从业人员面临的一个大问题;另一方面,高职院校数控技术专业正是要培养这种掌握数控工艺和加工技术的高端技能型人才。
因此,应该使学生熟练掌握数控加工工艺的制定,数据程序的编制和数控机床的操作等技能,使他们毕业后能够快速上岗,从而提高就业竞争能力。
在三年的学习中,机电一体化技术专业的毕业生系统地学习了本课题所涉及到的《机械设计基础》、《机械制造技术基础》、《机加工设备》、《数控编程与加工》等专业理论知识,为使学生更加全面地掌握所学理论知识,做到融会贯通,在将来的就业竞争、生存竞争中立于不败之地,特设这一课题。
本课题设计目的:1、熟练掌握典型零件的车削加工工艺2、熟练掌握典型零件的铣削加工工艺3、熟练掌握FANUC 0i系统的程序编制4、掌握计算机二维绘图和三维造型的应用5、熟练掌握宇龙数控仿真软件的应用三、设计过程及内容(一)计算机绘图利用Cimatron E软件完成零件的三维造型,并生成二维工程图。
(二)零件的数控加工工艺分析1.零件图样分析2.基准选择3.加工方法与加工方案的确定4.工序和工步的划分5.走刀路线的确定6.工艺装备的选择7.切削用量的确定注:工艺分析务必按以上步骤进行,不可省略。
(三)编制加工工艺文件工件安装和原点设定卡片数控加工走刀路线图数控加工工序卡片数控加工刀具卡片注:此部分应置于毕业论文的附录中(四)编写程序本项目要求采用手工编程(五)程序调试与加工应用宇龙仿真软件进行模拟加工,把仿真结果打印出来,置于毕业论文的附录中。
‘本科毕业设计论文题目典型零件的数控编程及加工仿真专业名称机械设计制造及自动化学生姓名指导教师毕业时间毕业设计论文任务书一、题目典型零件的数控编程及加工仿真二、指导思想和目的要求数控加工是一种现代化的加工手段,数控加工技术也成为一个国家制造业发展的标志,利用数控加工技术可以完成很多以前不能完成的曲面零件的加工,而且加工的准确性和精度都可以得到很好的保证。
本次毕业设计题目来源于生产实践,利用UG三维造型软件进行的数控编程与加工仿真。
通过对零件进行三维建模,并模拟数控仿真生成数控程序,加强对UG软件的运用,巩固了机械设计知识。
三、主要技术指标1. 零件图1张;2. 三维建模零件1个;3. 辅助加工程序1份;4. 毕业设计论文1份;四、进度和要求1.搜集相关资料 2周2.加工仿真的中英科技文翻译 2周3.运用UG软件进行三维建模 2周4.运用UG软件进行辅助加工 2周5.运用UG软件数控仿真 2周6.编写说明书(论文) 2周7.准备并完成答辩 2周五、主要参考书及参考资料[1] 刘治映《毕业设计(论文)写作导论》.长沙:中南大学出版社.2006.6[2] 徐伟杨永《计算机辅助与制造》.北京:高等教育出版社.2011.2[3] 于杰《数控加工与编程》. 北京:国防工业出版社.2009.1[4] 赵长明《数控加工工艺及设备》. 北京:高等教育出版社.2003.10.[5] 麓山文化《UG7从入门到精通》.北京:机械工业出版社2012,2[6] 朱焕池《机械制造工艺学》. 北京:机械工业出版社.2003.4[7] 李提仁《数控加工与编程技术》. 北京:北京大学出版社.2012.7[8] 焦小明《机械加工技术》. 北京:机械工业出版社.2005.7[9] 龚桂义《机械设计课程设计图册》(第三版).高等教育出版社.2010.[10] 薛顺源《机床夹具设计》.机械工业出版社,2001.[11] 肖继德陈宁平《机床夹具设计》.机械工业出版社,2002.[12] 张世昌《机械制造技术基础》.天津大学出版社,2002.[13] 刘建亭《机械制造基础》.机械工业出版社,2001.[14] 庄万玉丁杰雄《制造技术》.国防工业出版社,2005.[15] 韩鸿鸾荣维芝《数控机床加工程序的编制》. 北京:机械工业出版社.2002.12[16] 周湛学《机电工人识图及实例详解》.北京:化学工业出版社.2011.12[17] 施平《机械工程专业英语教程》.第二版.电子工业出版社.学生指导教师系主任摘要数控编程是一种可编程的柔性加工方法,它的普及大大提高了加工效率。
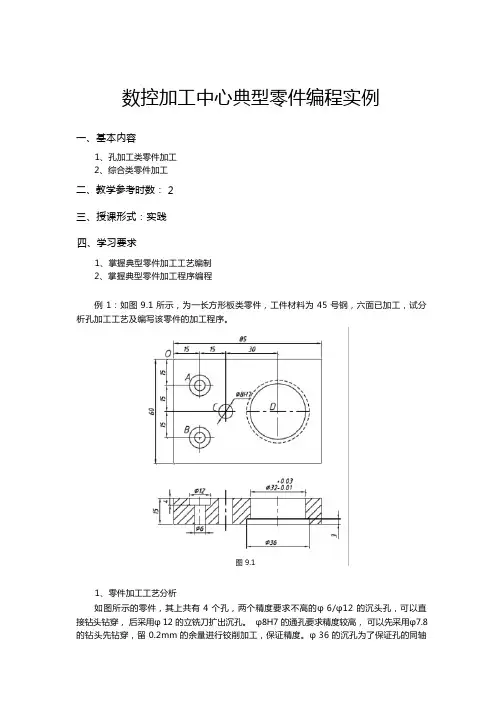
数控加工中心典型零件编程实例一、基本内容1、孔加工类零件加工2、综合类零件加工二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例 1:如图 9.1 所示,为一长方形板类零件,工件材料为 45 号钢,六面已加工,试分析孔加工工艺及编写该零件的加工程序。
图 9.11、零件加工工艺分析如图所示的零件,其上共有 4 个孔,两个精度要求不高的φ 6/φ12 的沉头孔,可以直接钻头钻穿,后采用φ 12 的立铣刀扩出沉孔。
φ8H7 的通孔要求精度较高,可以先采用φ7.8的钻头先钻穿,留 0.2mm 的余量进行铰削加工,保证精度。
φ 36 的沉孔为了保证孔的同轴度和表面的垂直度可以采用背镗工艺,因此该零件安排的加工工艺过程如下:(1)为保证孔间距精度,先采用中心钻点孔。
(2)采用φ 6 的钻头钻削两个φ6 孔。
(3)采用φ7.8 钻头钻削φ8 孔留余量0.2mm 。
(4)采用φ30 钻头钻留余量2mm 。
(5)扩φ 12 沉孔。
(6) 粗镗φ32 孔留余量 0.03mm 。
(7)背镗φ36 孔至尺寸。
(8)铰φ 8H7。
(9) 精镗φ 32 孔。
2、刀具及切削用量的选择加工零件所需的刀具及其切削用量选择见表。
表 加工刀具及切削用量3、确定编程原点位置及相关的数值计算根据工艺分析, 为方便计算与编程, 如图10.1所示, 选左上角的O 点为工件坐标系原点。
4个点位的坐标如下:A (X = 15.00 Y = -15.00)B (X = 15.00 Y = -45.00)C (X = 30.00 Y = -30.00)D (X = 60.00 Y = -30.00) 4、参考程序程序段O100 程序名号G40 G80 G49; 安全设定。
G28 G91 Z0; 经当前点,返回换刀点。
G28 X0 Y0;返回机床原点。
G54; 坐标系设定。
N1 M06 T01; 换1号刀 ( φ3mm中心钻), 适用无机械手盘式刀库。
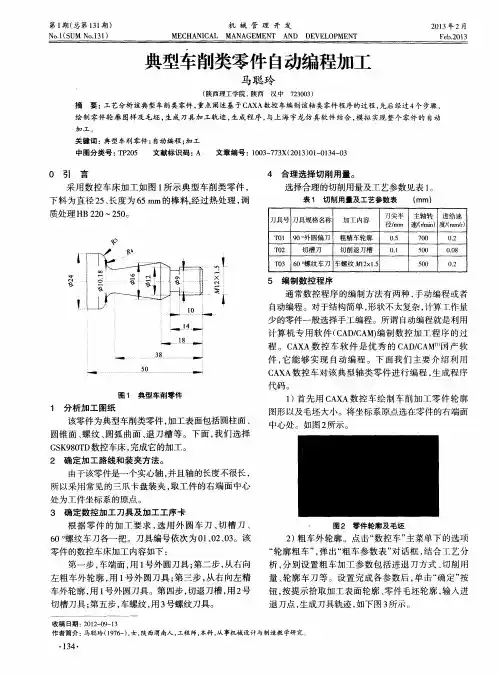
实践与探索Exploration数控车床典型零件编程与仿真加工文/张耀明 唐六元定要事先考虑周全,设计好软、硬件交换方案,准确无误后再进行交换检查。
(8)特殊处理法。
当今的数控系统已进入PC基、开放化的发展阶段,其中软件含量越来越丰富,有系统软件、机床制造者软件,甚至还有使用者自己的软件,由于软件逻辑的设计中不可避免的一些问题,会使得有些故障状态无从分析,例如死机现象。
对于这种故障现象则可以采取特殊手段来处理,比如整机断电,稍作停顿后再开机,有时此法可能将故障消除。
维修人员可以在自己的长期实践中摸索其规律或者采取其他有效的方法。
二、电气维修与故障的排除 电气故障的分析过程也就是故障的排除过程。
因此电气故障的一些常用排除方法在上述的分析方法中已综合介绍过了,下面列举几个常见电气故障供维修者参考。
1.电源故障电源是维修系统乃至整个机床正常工作的能量来源,它的失效或者故障,轻者会丢失数据,重者会造成停机重者会毁坏系统局部甚至全部。
发达国家由于电力充足,电网质量高,因此其电气系统的电源设计考虑较少,这对于我国有较大波动和高次谐波的电力供电网来说就略显不足,再加上人为因素,难免出现由电源而引起的故障。
2.数控系统位置环故障 (1)位置环报警。
可能是位置测量回路开路、测量元件损坏、位置控制建立的接口信号不存在等。
(2)坐标轴在没有指令的情况下产生运动。
可能是漂移过大、位置环或速度环接成正反馈、反馈接线开路、测量元件损坏。
3.机床坐标找不到零点可能是零方向在远离零点、编码器损坏或接线开路、光栅零点标记移位、回零减速开关失灵。
4.机床动态特性变差如果机床动态特性变差,工件加工质量下降,甚至在一定速度下机床发生振动。
这其中有很大一种可能是机械传动系统间隙过大甚至磨损严重,或者导轨润滑不充分甚至磨损造成的。
对于电气控制系统来说则可能是速度环、位置环和相关参数已不在最佳匹配状态,应在机械故障基本排除后重新进行最佳化调整。
典型零件数控加工工艺分析及编程姓名:班级:学号:指导老师:(单位:江苏省盐城技师学院邮编:224002)2009-4-10典型零件数控加工工艺分析及编程【摘要】针对典型零件选择机床、夹具、刀具及量具,拟定加工工艺路线、切削用量等,编写数控加工的程序。
【关键词】工艺编程一、数控加工工艺路线的设计工艺路线是指零件加工所经过的整个路线,也就是列出工序名称的简略工艺过程。
工艺路线的拟定是制订工艺规程的重要内容,其主要任务是选择各个表面的加工方法,确定各个表面的加工顺序及整个工艺过程的工序数目和工序内容。
数控加工工艺路线的设计与通用机床加工工艺路线的设计的主要区别在于它往往不是只从毛坯到成品的整个过程,而仅是几道数控加工工序工艺过程的具体描述。
因此在工艺路线设计中一定要注意到,由于数控加工工序一般都穿插于零件加工的整个工艺过程中,因而要与其它加工工艺衔接好。
⒈工序的划分根据数控加工的特点,数控加工工序的划分一般可按下列方法进行:⑴以一次安装、加工作为一道工序。
这种方法适合于加工内容较少的零件,加工完后就能达到待检状态。
⑵以同一把刀具加工的内容划分工序。
有些零件虽然能再一次安装加工中加工很多代加工表面,但考虑到程序太长,会受到某些限制(主要是内存容量),机床连续工作时间的限制(如一道工序在一个工作班内不能结束)等,此外,程序太长会增加出错与检索的困难。
因此程序不能太长,一道工序内容不能太多。
⑶以加工部位划分工序。
对于加工内容很多的工件,可按其结构特点将加工部位分成几个部分,如内腔、外形、曲面或平面,并将每一部分的加工作为一道工序。
⑷以粗、精加工划分工序。
对于加工后易发生变形的工件,由于对粗加工后可能发生的变形需要进行校形,故一般来说,凡要进行粗、精加工的过程,都要将工序分开。
⒉顺序的安排顺序的安排应根据零件的结构和毛坯,以及定位、安装与夹紧的需要来考虑。
顺序安排一般应按以下原则进行:⑴上道工序的加工不能影响下道工序的定位与夹紧,中间穿插于通用机床加工工序的也应综合考虑;⑵先进性内腔加工,后进行外形加工;⑶以相同定位、夹紧方式或用同一把刀具加工的工序,最好连续加工,以减少重负定位次数和换刀次数。
典型轴类零件加工工艺与编程一、引言轴类零件是机械加工中非常常见的零件类型,其具有复杂的外形和高精度的加工要求。
为了满足零件加工的需求,制定适当的加工工艺和编程方案是非常关键的。
本文将介绍典型轴类零件的加工工艺和编程方法,帮助读者更好地理解和应用于实际的加工过程中。
二、典型轴类零件加工工艺2.1 零件材料选择在选择轴类零件的加工工艺之前,首先要考虑的是零件的材料选择。
常见的轴类零件材料包括铝合金、不锈钢和钢等。
根据零件的具体应用和要求,选择适当的材料能够提高加工效率和产品品质。
2.2 加工工艺流程典型轴类零件的加工工艺流程一般包括以下几个步骤:1.零件装夹:根据零件的形状和要求,选择合适的夹具进行装夹,确保零件的稳定和准确性。
2.设计刀具:根据零件的形状和要求,选择适当的刀具进行加工。
常见的刀具有立铣刀、刨刀和车刀等。
3.粗加工:使用合适的刀具进行粗加工,根据零件的形状和要求,进行适当的切削操作,以去除多余的材料。
4.精加工:在粗加工的基础上,使用更小的切削量进行精细加工,以达到所需的精度和表面质量。
5.修整工序:根据零件的要求,使用刮刀或砂纸等工具进行修整操作,以改善零件的表面质量。
6.检测与测量:对加工完成的零件进行检测和测量,确保零件的尺寸和形状符合要求。
7.表面处理:根据需要,对零件进行表面处理,如喷漆、阳极氧化或镀铬等。
2.3 加工工艺参数在进行轴类零件加工时,需要确定适当的加工工艺参数,以保证加工质量和效率。
常见的加工工艺参数包括:•进给速度:切削刀具在加工过程中每单位时间内移动的距离,通常以毫米/分钟(mm/min)表示。
•切削速度:切削刀具相对于工件表面移动的速度,通常以米/分钟(m/min)表示。
•切削深度:每次切削过程中刀具与工件之间的距离,通常以毫米(mm)表示。
•刀具压力:刀具与工件之间的压力,通常以牛顿(N)表示。
•加工冷却液:加工中使用的冷却液,可降低加工温度,减少刀具磨损和工件变形。


摘要
本次设计是进行典型轴类零件的数控加工工艺与编程,侧重于该零件的工艺分析、加工路线的确定及加工程序的编制。
并绘制零件图、加工路线图。
用G 代码编制该零件的数控加工程序,并附以编程尺寸的计算方法,其中零件工艺规程的分析是此次论文的重点和难点。
关键词:数控加工;工艺过程;加工工艺;加工程序
目录
第1章概述 (1)
摘要
1.1数控车床刀具与夹具系统 (1)
1.2轴类零件的功用、结构特点 (2)
1.3轴类零件一般加工要求及方法 (2)
第2章工艺内容,过程及加工工序 (3)
2.1数控加工工艺的主要内容 (3)
2.2 数控加工工艺内容的选择 (3)
2.3工序的划分 (4)
2.4加工顺序的安排原则 (4)
2.5工艺方案及工艺路线的确定 (5)
2.6 工艺过程 (5)
2.7 编制工艺过程卡 (7)
2.8 切削用量的确定 (7)
第3章典型轴类零件的加工 (8)
3.1 轴类零件加工工艺分析 (8)
3.2 典型轴类零件加工工艺分析 (10)
3.3.加工坐标系设置 (12)
3.4典型轴手工编程 (13)
4 零件加工程序 (15)
5 结束语 (17)。
‘本科毕业设计论文题目典型零件的数控编程及加工仿真专业名称机械设计制造及自动化学生姓名王萌指导教师李郁毕业时间 2014年6月毕业设计论文任务书一、题目典型零件的数控编程及加工仿真二、指导思想和目的要求数控加工是一种现代化的加工手段,数控加工技术也成为一个国家制造业发展的标志,利用数控加工技术可以完成很多以前不能完成的曲面零件的加工,而且加工的准确性和精度都可以得到很好的保证。
本次毕业设计题目来源于生产实践,利用UG三维造型软件进行的数控编程与加工仿真。
通过对零件进行三维建模,并模拟数控仿真生成数控程序,加强对UG软件的运用,巩固了机械设计知识。
三、主要技术指标1. 零件图1张;2. 三维建模零件1个;3. 辅助加工程序1份;4. 毕业设计论文1份;四、进度和要求1.搜集相关资料 2周2.加工仿真的中英科技文翻译 2周3.运用UG软件进行三维建模 2周4.运用UG软件进行辅助加工 2周5.运用UG软件数控仿真 2周6.编写说明书(论文) 2周7.准备并完成答辩 2周五、主要参考书及参考资料[1] 刘治映《毕业设计(论文)写作导论》.长沙:中南大学出版社.2006.6[2] 徐伟杨永《计算机辅助与制造》.北京:高等教育出版社.2011.2[3] 于杰《数控加工与编程》. 北京:国防工业出版社.2009.1[4] 赵长明《数控加工工艺及设备》. 北京:高等教育出版社.2003.10.[5] 麓山文化《UG7从入门到精通》.北京:机械工业出版社2012,2[6] 朱焕池《机械制造工艺学》. 北京:机械工业出版社.2003.4[7] 李提仁《数控加工与编程技术》. 北京:北京大学出版社.2012.7[8] 焦小明《机械加工技术》. 北京:机械工业出版社.2005.7[9] 龚桂义《机械设计课程设计图册》(第三版).高等教育出版社.2010.[10] 薛顺源《机床夹具设计》.机械工业出版社,2001.[11] 肖继德陈宁平《机床夹具设计》.机械工业出版社,2002.[12] 张世昌《机械制造技术基础》.天津大学出版社,2002.[13] 刘建亭《机械制造基础》.机械工业出版社,2001.[14] 庄万玉丁杰雄《制造技术》.国防工业出版社,2005.[15] 韩鸿鸾荣维芝《数控机床加工程序的编制》. 北京:机械工业出版社.2002.12[16] 周湛学《机电工人识图及实例详解》.北京:化学工业出版社.2011.12[17] 施平《机械工程专业英语教程》.第二版.电子工业出版社.学生王萌指导教师李郁系主任魏生民摘要数控编程是一种可编程的柔性加工方法,它的普及大大提高了加工效率。