(完整版)钢的表面热处理
- 格式:doc
- 大小:82.01 KB
- 文档页数:5
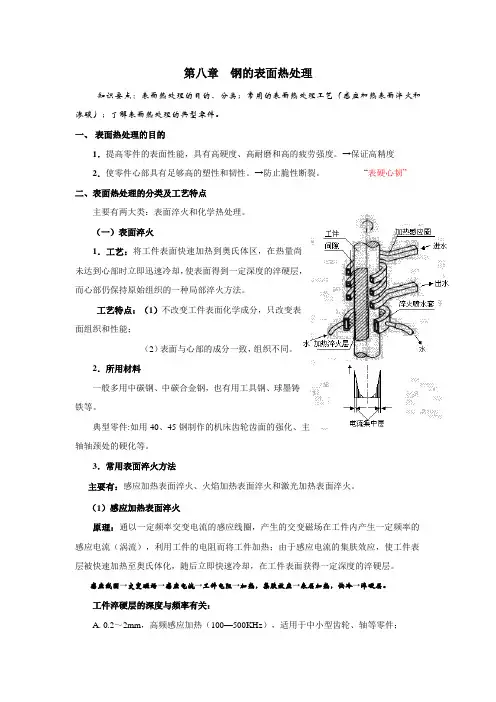
第八章钢的表面热处理知识要点:表面热处理的目的、分类;常用的表面热处理工艺(感应加热表面淬火和渗碳);了解表面热处理的典型零件。
一、表面热处理的目的1.提高零件的表面性能,具有高硬度、高耐磨和高的疲劳强度。
→保证高精度2.使零件心部具有足够高的塑性和韧性。
→防止脆性断裂。
“表硬心韧”二、表面热处理的分类及工艺特点主要有两大类:表面淬火和化学热处理。
(一)表面淬火1.工艺:将工件表面快速加热到奥氏体区,在热量尚未达到心部时立即迅速冷却,使表面得到一定深度的淬硬层,而心部仍保持原始组织的一种局部淬火方法。
工艺特点:(1)不改变工件表面化学成分,只改变表面组织和性能;(2)表面与心部的成分一致,组织不同。
2.所用材料一般多用中碳钢、中碳合金钢,也有用工具钢、球墨铸铁等。
典型零件:如用40、45钢制作的机床齿轮齿面的强化、主轴轴颈处的硬化等。
3.常用表面淬火方法主要有:感应加热表面淬火、火焰加热表面淬火和激光加热表面淬火。
(1)感应加热表面淬火原理:通以一定频率交变电流的感应线圈,产生的交变磁场在工件内产生一定频率的感应电流(涡流),利用工件的电阻而将工件加热;由于感应电流的集肤效应,使工件表层被快速加热至奥氏体化,随后立即快速冷却,在工件表面获得一定深度的淬硬层。
感应线圈→交变磁场→感应电流→工件电阻→加热,集肤效应→表层加热,快冷→淬硬层。
工件淬硬层的深度与频率有关:A. 0.2~2mm,高频感应加热(100—500KHz),适用于中小型齿轮、轴等零件;B.2~10mm,中频感应加热(0.5—10KHz),大中型齿轮、轴;C.〉10—15mm,工频感应加热(50Hz),用于大型轴、轧辊等零件。
特点:淬火质量好,表层组织细密、硬度高、脆性小、疲劳强度高;生产频率高、便于自动化,但设备较贵,不适于单件和小批量生产。
应用:主要零件类型是轴类、齿轮类、工模具,最常见的有:齿轮,如机床和精密机械上的中、小模数传动齿轮,蒸汽机车、内燃机车、冶金、矿山机械等上的大模数齿轮。
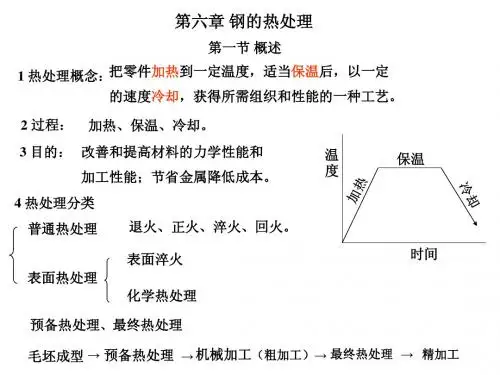

钢材热处理的四种方法钢材热处理是指通过加热、保温和冷却等一系列工艺,改变钢材的组织和性能,以达到一定的技术要求。
在工程实践中,钢材热处理是非常重要的一环,可以有效提高钢材的硬度、强度、韧性和耐磨性等性能。
下面将介绍钢材热处理的四种常见方法。
首先,淬火是一种常见的钢材热处理方法。
淬火是指将钢材加热至临界温度以上,然后迅速冷却到室温或低温,使其组织发生相变,从而获得高硬度和高强度。
淬火是通过快速冷却来固溶过饱和的碳元素,形成马氏体组织,从而提高钢材的硬度。
淬火后的钢材具有较高的表面硬度和内部强度,适用于制作刀具、弹簧等工件。
其次,回火是钢材热处理的另一种重要方法。
回火是指将淬火后的钢材加热至较低的温度,保温一定时间后再冷却,目的是消除淬火产生的残余应力和改善硬度。
回火可以使钢材获得适当的硬度和韧性,提高其耐磨性和抗断裂性能,适用于制作各种机械零件和工具。
另外,正火是一种钢材热处理方法,也称为退火。
正火是将钢材加热至适当温度,保温一定时间后缓慢冷却,目的是使钢材内部组织发生均匀的晶粒再结晶和析出碳化物,从而获得较好的韧性和塑性。
正火后的钢材具有较低的硬度和较高的韧性,适用于制作焊接零件和需要较高韧性的零件。
最后,固溶处理是一种钢材热处理方法,主要用于不锈钢和高温合金等特殊钢材。
固溶处理是将钢材加热至固溶温度,然后保温一定时间后迅速冷却,目的是溶解钢材中的合金元素和固溶相,从而提高钢材的塑性和加工性能。
固溶处理后的钢材具有较好的塑性和韧性,适用于制作航空发动机零件和化工设备等高温高压工件。
综上所述,钢材热处理的四种方法分别是淬火、回火、正火和固溶处理。
每种方法都有其适用的钢材和工件类型,通过合理选择和控制热处理工艺参数,可以使钢材获得理想的组织和性能,满足不同工程要求。
在实际生产中,需要根据具体情况选择合适的热处理方法,以确保钢材具有良好的性能和可靠的使用寿命。
钢的表面热处理
钢的表面热处理是一种常见的工艺,用于改变钢材表面的性质以满足特定的功能要求。
常见的钢表面热处理包括渗碳、淬火、淬灭火、调质等。
1. 渗碳:钢材表面经过高温处理,与碳源(如固体碳或气体)接触,使碳原子渗透到钢材表面,形成高碳含量的渗碳层。
渗碳层可以提高钢材的表面硬度和耐磨性。
2. 淬火:将钢材加热至临界温度以上,然后迅速冷却。
这种快速冷却可以使钢材表面形成马氏体组织,提高钢材的硬度和强度。
淬火还可以改善钢材的耐磨性和韧性。
3. 淬灭火:将淬火后的钢材立即放入温和的液体中(如水或油)进行冷却。
淬灭火可以减缓淬火速度,从而减少残余应力和减少变形。
4. 调质:淬火后的钢材经过再加热,然后放置在适当的温度下保持一段时间,使钢材内部的残留应力得到释放和分散,从而提高钢材的韧性和强度。
钢的表面热处理可以根据具体要求选择不同工艺,以满足钢材的特定性能要求,如硬度、耐磨性、韧性等。
钢材热处理的方法
钢材热处理的方法:
①正火处理将钢材加热至Ac3点以上五十至八十摄氏度保温一段时间后出炉空冷;
②退火处理分为完全退火球化退火等前者加热至Ac3以上四十至六十摄氏度后者Accm;
③淬火处理先将钢材快速加热至Ac1或Ac3以上三十至五十摄氏度保温后迅速冷却;
④淬火介质有水油盐浴等根据材料尺寸形状选择合适冷却速度防止变形开裂产生;
⑤回火处理淬火后紧接着进行将钢材加热到临界点以下某一温度保温后冷却下来;
⑥回火温度越高硬度越低塑性韧性越好可根据实际需求调整至最佳力学性能状态;
⑦调质处理即淬火加高温回火组合工艺广泛应用于制造重要机械零件如齿轮曲轴;
⑧时效处理用于提高马氏体不锈钢沉淀硬化型不锈钢强度硬度处理后需保温冷却;
⑨扩散退火针对铸锭锻件消除枝晶偏析促进合金元素均匀分布改善铸造结构缺陷;
⑩化学热处理包括渗碳氮化碳氮共渗等向钢材表面渗入碳氮原子提高耐磨耐蚀性能;
⑪渗碳处理后需淬火回火使表面形成高硬度马氏体心部保持较高韧性的组织状态;
⑫在整个热处理过程中需严格控制加热速度保温时间冷却方式确保获得预期效果。

钢材各种热处理工艺流程
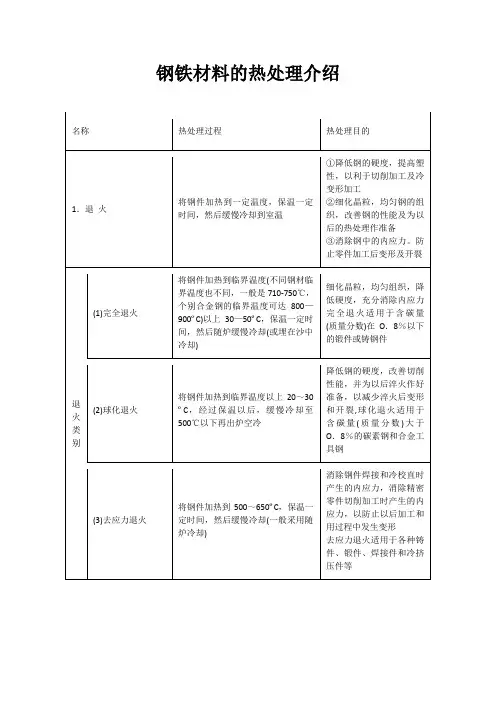
1.退火
-目的:降低钢材硬度,改善切削加工性能,消除内应力,细化晶粒,改善机械性能。
-步骤:将钢材加热到预定的温度(一般是低于临界温度Ac1或Ac3),然后在炉内保温一段时间,使内部组织均匀化,最后缓慢冷却,一般为空冷或炉冷。
2.正火
-目的:细化晶粒,改善组织,提高机械性能,为后续加工或进一步热处理作准备。
-步骤:将钢材加热到Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温使组织完全奥氏体化,然后出炉在空气中冷却,得到珠光体组织。
3.淬火
-目的:大幅提高钢材的硬度和强度。
-步骤:将钢材加热到超过临界温度(如Ac3),保持足够时间使组织全部转变为奥氏体,随后迅速放入淬火介质中(如油、水或盐浴等)冷却,使奥氏体快速转变为马氏体或贝氏体组织。
4.回火
-目的:调整钢材的硬度和韧性,降低脆性,稳定组织,提高机械性能。
-步骤:淬火后的钢材再次加热到低于临界温度的某一温度区间,保温后缓慢冷却,使过高的硬度降低,提高韧性。
5.调质处理
-目的:综合提高钢材的强度和韧性。
-步骤:先进行淬火处理,然后进行回火处理,通过两次热处理的组合优化钢材的综合机械性能。
6.表面硬化处理
-包括火焰淬火、感应淬火、渗碳、氮化、氰化、碳氮共渗等方法,目的是只硬化钢材表面而不改变心部组织,以达到表面高硬度和心部高韧性的要求。
7.固溶处理
-主要用于合金材料,如铝合金、镁合金、不锈钢等,目的是将合金元素充分溶解到基体中,形成均匀的固溶体,然后通过时效处理强化材料。
热处理是一种改善钢的机械性能的工艺方法,钢的五种表面热处理包括:淬火、退火、正火、回火、调质。
下面就浅谈下五种表面热处理的简介及其目的。
1、淬火Quenched钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的刚性、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
2、退火Annealing退火是一种金属热处理工艺,指的是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却。
目的是降低硬度,改善切削加工性;降低残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷。
准确的说,退火是一种对材料的热处理工艺,包括金属材料、非金属材料。
而且新材料的退火目的也与传统金属退火存在异同。
退火工艺目的包括:(1) 降低硬度,改善切削加工性.(2)降低残余应力,稳定尺寸,减少变形与裂纹倾向;(3)细化晶粒,调整组织,消除组织缺陷。
(4)均匀材料组织和成分,改善材料性能或为以后热处理做组织准备。
在生产中,退火工艺应用很广泛。
根据工件要求退火的目的不同,退火的工艺规范有多种,常用的有完全退火、球化退火、和去应力退火等。
3、正火Normalizing正火是—种改善钢材韧性的热处理。
将钢构件加热到Ac3温度以上30〜50℃后,保温一段时间出炉空冷。
主要特点是冷却速度快于退火而低于淬火,正火时可在稍快的冷却中使钢材的结晶晶粒细化,不但可得到满意的强度,而且可以明显提高韧性(AKV值),降低构件的开裂倾向。
《机械制造技术基础》教案教学内容:钢的表面热处理与化学热处理教学方式:结合实际,由浅如深讲解教学目的:1.掌握钢的表面热处理的目的和方法;2.掌握钢的化学热处理方法及其应用;3.了解钢的热处理的新技术。
重点、难点:钢的表面热处理方法与目的钢的化学热处理方法及应用教学过程:6.5 钢的表面热处理与化学热处理一些在弯曲、扭转、冲击载荷、磨擦条件区工作的齿轮等机器零件,它们要求具有表面硬、耐磨,而心部韧,能抗冲击的特性,仅从选材方面去考虑是很难达到此要求的。
如用高碳钢,虽然硬度高,但心部韧性不足,若用低碳钢,虽然心部韧性好,但表面硬度低,不耐磨,所以工业上广泛采用表面热处理来满足上述要求。
6.5.1 钢的表面淬火仅对工件表层进行淬火的工艺,称为表面淬火。
它是利用快速加热使钢件表面奥氏体化,而中心尚处于较低温度即迅速予以冷却,表层被淬硬为马氏体,而中心仍保持原来的退火、正火或调质状态的组织。
表面淬火一般适用于中碳钢(W C=0.4~0.5%)和中碳低合金钢(40Cr、40MnB等),也可用于高碳工具钢,低合金工具钢(如T8、9Mn2V、GCr15等)。
以及球墨铸铁等。
目前应用最多的是感应加热和火焰加热表面淬火。
1、感应加热表面淬火它是工件中引入一定频率的感应电流(涡流),使工件表面层快速加热到淬火温度后立即喷水冷却的方法。
(1)工作原理如图6-14所示,在一个线圈中通过一定频率的交流电时,在它周围便产生交变磁场。
若把工件放入线圈中,工件中就会产生与线圈频率相同而方向相反的感应电流。
这种感应电流在工件中的分布是不均匀的,主要集中在表面层,愈靠近表面,电流密度愈大;频率愈高,电流集中的表面层愈薄。
这种现象称为“集肤效应”,它是感应电流能使工件表面层加热的基本依据。
(2)感应加热的分类根据电流频率的不同,感应加热可分为:高频感应加热(50~300kHz),适用于中小型零件,如小模数齿轮;中频感应加热(2.5~10kHz),适用于大中型零件,如直径较大的轴和大中型模数的齿轮;工频感应加热(50Hz),适用于大型零件,如直径大于300mm的轧辊及轴类零件等。
3.7钢的表面热处理许多机器零件,如齿轮、凸轮、曲轴等是在弯曲、扭转载荷下工作,同时受到强烈的摩擦、磨损和冲击。
这时应力沿工件断面的分布是不均匀的,越靠近表面应力越大,越靠近心部应力越小。
这种工件只需要一定厚度的表层得到强化,表层硬而耐磨,心部仍可保留高韧性状态。
要同时满足这些要求,仅仅依靠选材是比较困难的,用普通的热处理也无法实现。
这时可通过表面热处理的手段来满足工件的使用要求。
仅对钢的表面快速加热、冷却,把表层淬成马氏体,心部组织不变的热处理工艺称为表面热处理。
按照加热方式,较常用的表面热处理方法有:感应加热表面淬火、火焰加热表面淬火和电接触加热表面淬火等。
钢的加热速度对奥氏体化及冷却过程中相变的影响?表面淬火后钢的组织1.表面淬火的金相组织钢经表面淬火后的金相组织与钢的化学成分、淬火前的原始组织及淬火加热时沿截面温度分布有关。
因快速加热时奥氏体是在一个温度区间形成的,其界限相当于沿截面温度曲线的奥氏体开始形成温度Ac1s。
钢的表面淬火组织通常采用实际样品纵截和奥氏体形成终了温度Ac1f面金相观察进行分析。
(1)对于退火状态的共析钢,表面淬火后金相组织分为三个区域,自表面至心部组织分别为马氏体区(M)(包括残余奥氏体),马氏体加珠光体区(M+P),珠光体区(P)。
(分析,实际用金相显微镜观察的组织变化?)图3-92 共析钢表面淬火沿截面温度分布及淬火后金相组织1. 表面淬火的金相组织(2)若表面淬火前原始组织为正火45钢,假设只要加热温度高于临界点,凡是奥氏体区域均能淬成马氏体(实际可能还有残余奥氏体、贝氏体等),则自表面至心部组织为:表面马氏体区(M ), 马氏体+铁素体(M+F )(温度区间在Ac 3~Ac 1f 之间),马氏体+铁 素体+珠光体区(M+F+P )(温度在Ac 1f ~Ac 1s 之间),珠光体+铁素 体(P+F )(加热温度小于Ac 1s ,也即样品心部未奥氏体化组织)。
2013年“教学质量月优秀教案评选”参评教案
教学过程教学内容附记
一、组织教学
(2分钟)1、点名,稳定学生情绪。
2、分成四个学习小组。
二、复习提问
(7分钟)常用的回火方法有哪几种?并分别指出其获得的组织、性能及适用范围。
参考答案:
1、低温回火(150℃~250℃):回火马氏体,具有较高的硬度、耐磨性和
一定韧性,主要用于刀具、冷作模具、轴承零件及其它要求硬而耐磨的
零件等。
2、中温回火(350℃~500℃):回火屈氏体,具有高的弹性极限、屈服强
度和适当的韧性,主要用于弹性零件及热作模具等。
3、高温回火(500℃~650℃):回火索氏体,具有良好的综合力学性能,
强度、硬度、塑性和韧性具有良好的配合,广泛应用于连杆、曲轴、齿
轮等承受交变载荷或冲击载荷的重要零件等。
巩固旧知
识,承接新
知识,加强
知识的连贯
性。
三、任务提出
(6分钟)
右图为活塞销的实物图。
活塞销通常在冲击载荷、交变
载荷和强烈摩擦条件下工作,活塞
销选用20钢制造。
试根据其化学
成分和使用性能要求,选择正确的
热处理方法。
鼓励学生结
合生活实
际,积极思
考,踊跃回
答。
四、任务分析
(5分钟)
活塞销在工作时,同时受到冲击载荷、交变载荷和表面摩擦作用,
因此要求工件心部具有足够的塑性、韧性和一定的强度,表面具有高硬
度和高耐磨性,即所谓的“外硬内韧”。
前面所学的常规热处理方法无法
满足上述性能,需要采用一种新的热处理方法——表面热处理。
提问:常规
的热处理方
法有哪些?
教学过程教学内容附记
五、相关知识(40分钟)
表面热处理是一种对工件表面进行硬化的热处理方法,根据硬化机
制不同,表面热处理可分为表面淬火和化学热处理两大类。
(一)表面淬火
1、定义:对工件表层进行淬火的工艺。
2、适用范围:中碳钢和中碳合金钢。
3、分类:
(1)火焰加热表面淬火
特点:用氧—乙炔火焰对零件表
面进行加热,随之快速冷却的工艺。
加热温度及淬硬层不易控
制,质量不稳定。
应用:适用于单件或小批量生产。
(2)感应加热表面淬火
特点:利用感应电流通过工件所
产生的热效应,使工件表
面局部加热,然后快速冷却的工艺。
加热速度快,淬硬层深度易于控制,淬火质量高。
应用:适用于大批量生产。
(二)化学热处理
1、定义:将工件置于一定温度的活性介质中保温,使一种或几种元
素渗入它的表层,以改变其化学成分、组织和性能的热处理工艺。
化学热处理不仅改变了钢的组织,而且其表层的化学成分也发生
了改变,因而更能有效地改善零件表层的组织。
2、化学热处理的过程:
化学热处理是通过以下三个基本过程来完成:
(1)分解介质在一定温度下发生化学分解,产生活性原子。
(2)吸收活性原子被工件表面吸收。
(3)扩散渗入工件表层的活性原子,由表层向中心扩散。
提问:为什
么低碳钢不
能进行表面
淬火?
提示学生注
意:热处理
工艺中,只
有化学热处
理不仅改变
了组织,还
改变了化学
成分。