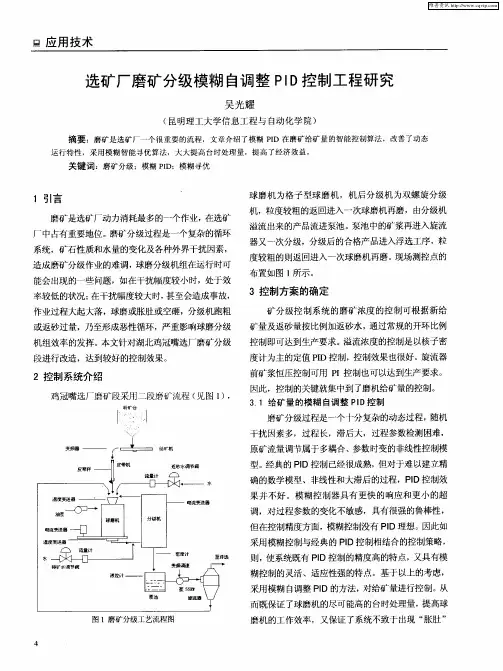
选矿自动化——磨矿分级控制
- 格式:docx
- 大小:93.43 KB
- 文档页数:2
选矿厂的全流程控制丹东东方测控技术有限公司谢琼泽张尧东张雄[摘要]:本文针对选矿生产过程中的各个环节进行了系统分析,介绍了选矿厂全流程协调控制的思想。
该方法经过多个现场的实践和验证,取得了使选矿厂精矿产量提高2%以上,金属回收率提高1%以上的应用效果,具有推广价值。
关键字:选矿过程;全流程控制;综合自动化;控制系统0 前言选矿行业中,由于选矿过程控制受现场多个复杂多变的因素影响,难以有比较精确的控制关系和建立准确的数学模型,同时又因为选矿过程滞后时间较长,用反馈控制的话受到滞后影响效果不佳,有时甚至无法控制,因此一般采用单元作业流程控制的方法,即将一个生产过程分为若干个作业控制单元,然后根据单元过程特点采用合适的控制方式,实现单元作业流程的控制。
选矿厂作业一般可以分为物料准备作业、分选作业和脱水作业,不同阶段的生产设备的处理能力不同,因此需要实现选矿厂全流程的协调控制,使生产稳定进行,避免有价金属的流失。
1选矿厂全流程控制系统的基本组成一方面,选矿厂内的生产设备作为控制对象,是一个不可分割的整体;另一方面,不同阶段的生产设备的生产过程区别很大。
为了保证本身安全、经济运行,它们各自都有一些需要控制的运行参数以及相应的调节机构,组成若干相对独立的局部控制系统,例如:磨矿分级的给矿量、给水量、旋流器的给矿浓度、给矿压力以及浮选系统的自动加药、浮选槽液位等控制系统。
全流程控制系统实际上是通过选矿厂各局部控制系统来对各生产过程进行协调的,从而使选矿厂生产设备共同适应负荷的变化,同时保持各个运行参数的稳定。
全流程控制系统相当于局部控制系统的指挥机构,起上位控制的作用;局部控制系统对于全流程控制相当于伺服机构,起下位控制的作用,两者构成分层控制的结构。
通常称全流程控制系统为主控制系统,称局部控制系统为子控制系统。
全流程控制系统的组成特点如图1所示。
图1:负荷控制系统的组成特点主控制级通常由两部分组成:指令管理部分和指令控制部分。
矿产资源M ineral resources选矿自动化技术的应用分析简小栋摘要:我国地大物博,有着丰富的矿产资源,伴随着科技进步,选矿业如沐春风快速发展。
选矿自动化技术的应用,有利于提高选矿质量与效率。
本文主要分析国内主流浮选流程自动控制、磨矿分级、破碎流程自动控制等。
在此基础上,本文还针对行业发展提出相关建议。
关键词:选矿;自动化技术;应用在我国漫长的开采历史中,矿产资源的开采规模扩大,由于矿产资源是不可再生资源,因而矿产资源总量趋于减少。
当前整个矿产业的竞争十分激烈,矿产企业应该积极思考如何采取有效的措施引入信息化矿业生产,减少生产消耗,提高矿业生产效率与质量,从而为企业创造更大的经济效益,促进企业提高竞争力。
当前,国内很多大型选矿企业充分响应工业4.0的号召,综合化、集成化生产过程,引入计算机控制技术、电子信息技术、传感识别技术及先进的生产设备,创新选矿生产作业,推进制造业集成发展。
1 选矿自动化技术及选矿技术1.1 选矿自动化技术概述我国开始矿业活动的年代相对晚于西方发达国家,因此在自动化技术方面远远落后。
近几年,我国逐步加快了选矿技术发展速度,并在选矿技术领域取得不断突破。
有些矿业企业致力于改进选矿自动化技术,努力提升自身的自动化水平,勇于尝试新技术,例如,粒度分析技术、磨机负荷在线检测技术、图像处理技术、自动获取磨矿变量信息技术等都在实践中得到广泛应用。
现如今,我国矿业行业在应用选矿自动化技术方面存在一些普遍问题有待解决。
选矿自动化技术的应用,通过配备各种设备,例如电子计算机、自动装置以及仪表等,保证实时监测选矿生产设备的运行状态,模拟相关数据,控制并准确操纵设备,科学管理生产活动。
该技术涵盖选矿测试技术、选矿过程数学模型、选矿过程控制、选矿生产计算机管理、选矿过程模拟等。
选矿自动化技术将多种先进的技术进行综合,尤其是传感器、自动控制、通讯、电子等技术的应用。
与此同时,该技术建立在生产技术经济要求的基础上,完全按照选矿工艺流程开展操作。
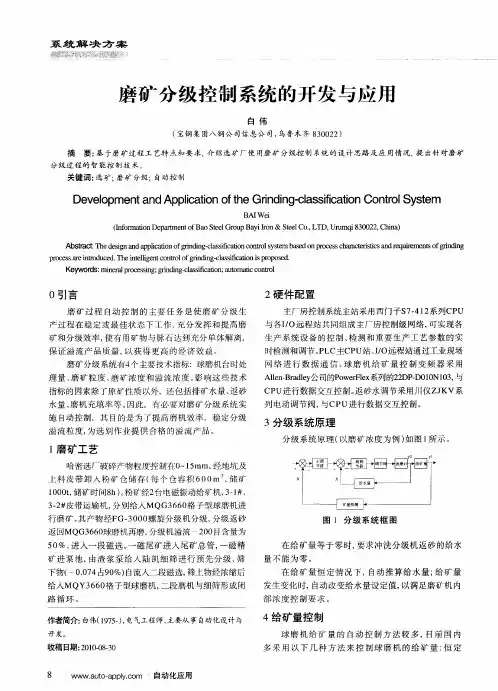
讲解球磨机磨矿分级控制系统球磨机磨矿分级控制系统控制内容如下:(1)球磨机给矿量系统自动控制:给矿量控制是通过变频器改变给矿电机转速,使原矿石进入磨机台时量按设定值的要求变化。
采用核子皮带秤栓测实时给矿量;同时根据装载量实时调节给矿量。
(2)球磨机磨矿浓度控制由于球磨机的磨矿浓度难以在线检测,本文采用模型进行计算获得,模型的输出量为给矿水量,输入量为磨矿浓度、给矿量、返砂量、含水量等。
根据模型计算的给矿水量,通过电磁流量计、电动阀以及PID控制器组成的控制回路,自动将给矿水量控制模型输出的值,从而将磨浓度控制在工艺要求的范围内。
(3)螺旋分级机溢流浓度的检测的控制分级机溢流浓度主要通过电动阀控制排矿补加水来控制,一般情况下,分级机溢流浓度与细度呈对应关系。
控制分级机溢流浓度即可控制产品细度,分级机溢流浓度由核了密度计检测。
(4)水力旋流器入流控制旋流器的入流压力通过变频器控制泵的转速而控制,泵转速越高压力越大,反之亦然。
同时泵转速越高,矿浆流量越大,这样抛必影响泵池的液位。
泵池液位过低,容易出现抽空,严重影响旋流器的正常工作;泵池液位过高,矿浆容易溢出。
因此,控制旋流器的入流必须入流压力的泵池液位一起考虑。
(5)设备运行状态监控及保护磨机状态监控及保护主要内容有供油压力监测、大轴瓦温度监测、磨机负荷监测等。
大轴瓦温度监测使球磨机大轴瓦工作在正常温升状况,若超过允 温升,则必须停机保护。
磨机负荷检测是通过检测电流来实现的,从而使球磨机正常工作,不致发生“胀肚”或“欠载”事故。
更多关于砂石生产线、石料生产线、选矿设备、压球机、制砂机、细碎机、免烧砖机、免烧制砖机、颚式破碎机,圆锥式破碎机,液压颚式破碎机、冲击式破碎机、复合式破碎机,反击式破碎机,环锤式破碎机、锤式破碎机等请访问:http:// 。

选矿全流程自动化控制系统
导读:我公司提供的选矿全流程自动化控制系统是一套高适应性的自动寻优系统,稳定了选矿生产过程,在保证产品质量的前提下,大幅度提高选矿厂的生产能力,降低能耗物耗,提高金属回收率。
选矿全流程自动化控制系统是一个大型的、复杂的控制系统,它是破碎自动化控制、磨矿分级自动化控制、选别自动化控制以及浓缩过滤自动化控制等有机的结合。
我公司提供的选矿全流程自动化控制系统是一套高适应性的自动寻优系统,稳定了选矿生产过程,在保证产品质量的前提下,大幅度提高选矿厂的生产能力,降低能耗物耗,提高金属回收率。
选矿全流程自动化控制系统中要进行大量的仪表安装和调试,大量的数据采集和分析,以及复杂的软件编程工作。
近年来东方测控以其强大的技术实力、丰富的实践经验和高素质的员工队伍已经将该控制系统成功地应用到国内多家选矿厂。
系统特点:
●多种关键参数检测、显示和控制使系统更精确、更完善;
●专家系统、模糊控制、神经网络控制等先进控制理论使控制效果达到最佳;
●自动、手动、软手动等多种控制方式,使系统更加方便管理;
●高可靠的仪表组合使系统长期可靠、稳定运行;
●优秀的控制软件使系统更具智能化;
●系统组态以动画方式动态显示工作流程,以趋势图、棒图、数据库等形式反映生产数据,具有报表、打印等功能。
系统效益:
● 节能降耗,减少设备故障率;
● 提高精矿产量和品位,提高金属回收率;
● 提高设备作业率,降低工人劳动强度;
● 投资回收快,回报率高,半年即可收回。
选矿厂节能降耗的22条秘诀,赶快收藏节能降耗目前已成为选矿厂可持续进展中一项非常紧要的任务,应积极实行多种有效措施,不断提高生产效率,降低能源消耗,进而提高选矿厂的经济效益和生态效益。
选矿厂节能降耗常见的方法有:1、多碎少磨,确定合理的入磨粒度生产实践表明,选矿过程中60%左右的能耗消耗于矿石的碎磨作业中,因此选矿节能首先要在碎磨阶段下功夫。
对于正在生产的选矿厂,碎裂磨矿设备已基本固定,只能在如何平衡碎裂和磨矿本领上下功夫,这就要求在保证碎裂本领的基础上,合理调整各段碎裂机的排矿口,充分发挥碎裂系统的综合本领,使碎裂系统的最后粒度下降,削减磨矿段的压力,加添磨矿效率。
2、增设预选工艺,提前抛去脉石矿物在矿石碎裂或入磨前采纳手选、色选、电选以及磁选等方式对矿石进行预先富集。
矿石经过预先富集,不仅可以提高原矿品位,而且可以削减矿石的入碎量或入磨量,从而显著提高磨矿的效率,降低能源消耗。
3、碎裂生产自动掌控采纳自动掌控系统,可实现碎裂工艺设备的次序掌控、逻辑连锁掌控、故障保护掌控、碎裂机给矿自动掌控、矿仓布料自动掌控等功能,降低工人劳动强度,削减设备故障率,提高设备生产效率。
4、选用高压辊磨机高压辊磨机是由一对相向同步转动的压辊构成,其中一个为定辊,另一个为动辊,与其它碎裂设备相比,有明显的节能优势。
物料从压辊上方进料口进入,通过压辊转动带入辊间,受到强力挤压后形成酥松料饼从机下排出。
高压辊磨机碎裂过程中实施的是准静压粉碎,这种准静压粉碎方式相对于冲击粉碎方式节省能耗约30%;高压辊磨机对物料实施的是料层粉碎,是物料与物料之间的相互粉碎。
与其它碎裂方法相比,压应力料层粉碎的能量损失小,且利用率高,排出的料饼不仅含有大比例的细粒,而且在颗粒内部产生大量裂纹,从而改善物料后续粉磨的可磨性,加添粉磨系统的生产本领,并大幅度降低粉磨电耗和钢耗。
5、选择高效的大型磨矿设备大型磨矿机一般利用液压动力和静压轴承及喷油装置等先进设备,有效提高了磨机运行的经济效益,同时其单位能耗较以往显著降低,利用大型球磨机,不仅可削减能源消耗,还能加强工艺的稳定性,提高生产效率。
..选矿自动化控制系统介绍TX设计单位:唐山拓新电器..2021年 1月一、概述矿山企业越来越重视自动化的建设,实现选矿生产过程自动化,可以大大提高劳动生产率,提高选矿回收率和精矿品位,改善劳动条件,降低药剂和电能的消耗,使选矿生产更加经济合理。
选矿生产的主要工艺过程为破碎、磨矿、分级、选别、浓缩脱水、过滤、精矿输送等工序。
下面对各工序的控制目的和控制策略做个简要的介绍。
二、破碎过程自动化解决方案破碎工序是选矿厂的第一道工序,该工序能否稳定正常的工作直接影响后续作业情况。
破碎自动化系统,通过对油温、油位的检测实施对破碎机平安工作状态的分析和报警;通过对破碎机工作电流和给矿量的检测和分析实施破碎机优化给矿的控制;通过对料仓料位的检测和各破碎机能力的分析实施自动布料和破碎机工作的优化平衡;最终使整个系统平安、稳定、高效的运行。
运用该系统后将大大的节约电能、降低油耗、提高破碎机工作效率、减少岗位人员配置、提高设备的平安可靠性、减少设备维修的费用、通过人性化的组态界面使操作起来简单方便,便于管理。
..选矿自动化控制系统介绍..破碎筛分过程工艺描述;..4 / 15..三、磨矿分级过程自动化解决方案磨矿分级过程的自动控制是一个比拟复杂的控制过程,我们通过对各加水点加水量的控制、一段球磨机磨矿浓度控制、分级机溢流浓度控制、旋流器给矿浓度控制、旋流器给矿泵池液位与旋流器给矿压力的协调控制及旋流器给矿压力的自寻优控制等技术,使矿浆的粒度到达工艺要求的指标,并在保证粒度的前提下,实现磨机处理量的最正确化。
对于磨矿过程的关键工艺参数,我们利用先进的控制技术,结合企业多年的生产情况和优秀操作工所积累的丰富经验,开发出专家控制系统,..该系统优化了磨矿分级的自动控制,使磨矿分级过程的自动化控制更加的智能。
磨矿分级自动控制系统有降低电能、钢球的损耗,提高金属的回收率,提高磨机的处理量,提高分级溢流粒度的合格率,降低工人的劳动强度等特点,是选矿综合自动化控制系统中非常重要的子系统。
控制技术在选矿磨矿过程中的应用摘要:本文以龙潭选矿厂磨矿生产工艺为背景,重点介绍了选矿磨矿过程中对给矿量、浓度、粒度的自动控制技术。
关键词: 选矿磨矿控制技术abstract: this article with the longtan concentrator grinding process as the background, the paper focuses on dressing grinding process to give ore amount, density and particle size of automatic control technology.keywords: dressing grinding control technology引言选矿厂自动化改造的核心是利用先进自动化技术来控制选矿的有关工序,克服一些外界因素的不良影响,保证一定的稳定性,以提高金属的回收率和降低生产能耗,提高企业效益。
龙潭选矿厂也不可例外。
1磨矿过程控制设计磨矿过程是选矿中最重要的过程,一般磨矿过程的能耗占整个选矿厂的60%左右。
磨矿过程是一个极其复杂的动力学过程,对选矿的经济指标影响很大。
磨矿过程自动控制的主要内容就是保证矿浆分级溢流粒度稳定以利于后续选别。
该企业选矿厂磨矿车间共有6个系列,均为两段闭路磨矿,工艺流程相同。
如图1所示。
根据磨矿控制目标以及过程指标要求,磨机控制系统的子系统包括:一次磨机给矿量和浓度控制;二次磨矿浓度和溢流粒度控制。
图1 磨矿分级过程工艺流程图1.1一次磨机给矿量控制根据实现功能的要求,各子系统采用串级控制、前馈反馈复合控制等,控制策略包括pid控制、模糊控制等。
在选矿过程中,流程的稳定相当重要。
对给矿量进行长期的有效控制,能使回路对矿石性质的变化得到满意的处理效果,同时提高磨矿处理量。
龙潭选矿厂给矿系统含有6台给矿机,粉矿由给矿机下矿到集矿皮带后,再由集矿皮带送至给矿皮带,最后由给矿皮带送到球磨机进行处理。
立志当早,存高远
选矿自动化——磨矿分级控制
1 磨矿分级控制现状及发展磨矿作业是整个选矿厂生产工艺流程中最关键的环节,它起着承上启下的作用。
磨矿作业在选矿厂的基建投资和生产费用中占有很大的比例,同时磨矿作业是整个选矿厂的瓶颈作业,直接关系到选矿生产的处理能力、磨矿产品的质量(粒度特性、单体解离度、磨矿产品的浓度等),对后续作业的指标乃至整个选矿厂的经济技术指标有很大的影响。
随着先进控制理论和检测手段以及计算机技术的发展,选矿过程中的磨矿作业的控制水平有了大幅度的提高,并取得了一些理论和应用方面的研究成果。
一批以多变量控制理论、模糊控制理论及自适应优化理论为基础,在充分考虑了磨矿作业特点的基础上,针对不同被控过程的具体特性,基于不同控制理论的实用控制策略己被提出。
为磨矿系统的自动控制和优化运行起到了积极的作用。
总的来说,磨矿作业自动控制虽然取得较为显著的效果,但一些关键参数(如磨机负荷量等)的精确检测和高效控制没有取得突破性进展,控制主要还是以稳定控制为主。
2 磨矿分级控制内容
由于磨矿作业的重要性和关键性,磨矿作业自动化在选矿自动化中居于首位。
磨矿分级自动化控制系统采用先进的控制方式,通过对磨机负荷和给矿性质等因素的综合分析判断,实现对磨机给矿量、磨矿浓度、分级溢流浓度和粒度的优化控制,磨机球荷球比的分析和调整,磨机油路润滑系统的安全保护等。
同时,系统还实现磨矿分级作业参数的自动检测、显示和各种故障报警,最终使磨矿分级作业始终在最优的状态下运行。
目前磨矿作业自动化的技术关键和难点主要有:
⑴如何精确检测磨机的负荷量并根据负荷量状况优化控制磨矿作业多参数;。