裂解炉施工课件
- 格式:ppt
- 大小:18.12 MB
- 文档页数:27

对流模块预制及安装改造后的新裂解炉EN-BA102对流段采用模块结构,模块共分7组,每组模块由2块侧板、1-2组管速/管板、2个弯头箱、衬里及隔板等组成:每组模块长123645mm,宽1770mm、最大一组模块的高度为1740mm,重量为13150kg,,模块1的安装底标高为+18335mm,模块7的顶标高为+28650mm。
对流段模块与模块之间,模块与过渡段、模块与弯头箱、模块与集烟罩、弯头箱与弯头箱之间均采用法兰式螺栓连接,模块结构住的连接采用高强螺栓连接,衬里施工与模块钢结构施工同步进行,并在衬里具有足够强度后可进行模块的组对。
对流炉管由茂名石化公司机械厂制造,按设计要求分成7组模块连同管板一起供货。
1、裂解炉对流模块结构具体工作量如下:钢板17832k g(其中炉板10458k g,不包括不锈钢板) 型钢9770k g其中模块 1 13150 k g模块28268 k g模块311284 k g模块47933 k g模块57745 k g模块66635 k g模块79236 k g烟罩2380 k g模块及烟罩重量仅为工业炉专业的重量,不包括钢结构专业的型钢重量,合计为66814 kg。
2、对流模块施工基本工序EN-BA-102对流模块炉墙采用分片预制、分块然后分段组成箱体状模块的方法,每个模块的制作基本工序如下:3、材料验收及号料要求参见已编制的钢结构及基础施工方案4、对流模块预制1)在对流模块预制前应先制作预制胎具(附图1)2)对流模块钢结构侧面组成两大片预制,预制前必须实地测量相应的横跨段的结构尺寸,并与施工图上对流模块1钢结构的立柱纵向、横向距离进行校核,在实测尺寸的基础上适当留有余量(20毫米),根据横跨段立柱实际尺寸将对流模块立柱固定在胎具上并用卡板、销子定位;模块立柱下料时应留出焊接收缩量3毫米和切割余量。
3)上部模块下料时均应以与其相邻的下模块的尺寸为依据,其焊接收缩余量应以第一组模块的收缩余量为依据进行适当调整。
DUSHANZI MANAGEMENT DEPARTMENT土方开挖及回填作业JHA分析装置负责人(或监理)要求:进行JHA分析,并制定相应的削减措施。
对所有作业人员进行安全交底。
土方开挖及回填作业步骤JHA交底交底人:日期:作业人员能力要求:(技术)作业人员劳保着装符合要求,挖掘机操作作业人员必须持证上岗。
(安全)经过项目入场教育培训并熟知地管施工安全交底及工作危害分析内容,了解削减措施及应急程序。
(其他)所需工具、设备和材料挖掘机、铁锹作业要求:1、严格遵守持证上岗制度。
2、挖掘机操作人员必须持证上岗。
3、土方开挖施工区域必须设置围栏及警戒线,派专人进行监护。
存在隐患安全措施落实人确认人监理确认备注塌方作业之前召开班前会,负责人将注意事项告知所有作业人员。
为防止坑体坍塌,使坑体周围由外侧向内侧倾斜至安全角度或用木方、护板或其它支撑系统进行支撑。
禁止人员进入没有支撑或没有筑成适当斜坡的坑体。
每个挖掘体应尽可能设置至少两个出入通道。
每隔10米左右应设置一个应急疏散通道。
禁止将废弃物或其它材料堆放在坑边附近,废弃物可能会落入坑体内造成意外伤害,额外的负荷将使坑体边缘更容易倒塌。
雨天禁止从事土方挖掘作业,雨后作业前必须采取防塌方措施。
支撑未做好前禁止人员进入坑内作业。
机械伤害挖掘机办理准入证。
配备挖掘指挥人员,并全过程对挖掘作业进行监督。
配备倒车指挥人员。
挖掘深度超过0.5米的挖掘作业必须至少提前24小时申办《挖掘作业许可证》。
进入深度超过1.3米的挖掘体应按规定办理《进入有限空间作业许可证》,落实进入有限空间作业的有关措施严格遵守独山子石化公司挖掘作业管理规定。
将工人和正在移动的设备如挖掘机隔离。
无法隔离时应采取其它安全措施防止人员被设备伤害。
设备操作人员必须有资质人员、设备掉入坑体内现场所有的开挖区域必须设置明显的警告标志,必要时设置夜间警告灯。
挖掘的基坑、管沟及其它挖掘体必须设置硬围护(通常用脚手杆作两道护栏,上杆离地1.0-1.2米,中杆离地0.5-0.6米),防止人员及物体掉入挖掘体内。
管式裂解炉及其工艺流程介绍管式裂解炉及其工艺流程管式裂解炉是用于烃类裂解制乙烯及其联产品的一种生产设备,为目前世界上大型石油化工厂所普遍采用。
组成管式裂解炉是在炉管内进行烃类裂解反应的设备。
主要由辐射室(炉膛)、对流室、烟囱和供给热源的喷嘴组成。
燃料油从喷嘴喷到炉膛内燃烧,生成的烟气流经对流室后从烟囱排出。
辐射室、对流室内均装有炉管,原料油在炉管内加热到所需温度进行裂解反应生成裂解气(烯烃),裂解气经急冷后进入分离装置。
炉管选用合金钢浇铸管。
由于温度和流速对炉管内裂解反应产品有重大的影响,因而要求严格控制炉管长度方向的温度分布及产品在炉管内的停留时间,对炉型选择、喷嘴及炉管的布置都有特别的要求。
发展早期的管式裂解炉是沿用石油炼制工业的加热炉的结构采用横置裂解炉管的方箱炉。
反应管放置在靠墙内壁处,采用长火焰烧嘴加热,炉管表面热强度低,约为85~125MJ/(mh)。
20世纪50年代,裂解炉结构有较大改进,炉管位置由墙壁处移至辐射室中央,并采用短焰侧壁烧嘴加热,提高了炉管表面热强度和受热均匀性。
热强度可达210MJ/(mh)。
至60年代,反应管开始由横置式改为直立吊装式,这是管式炉的一次重大技术改进。
它采用单排管双面辐射加热,进一步把炉管表面热强度提高到约250MJ/(mh),并采用多排短焰侧壁烧嘴,以提高反应的径向和轴向温度分布的均匀性。
美国鲁姆斯公司短停留时间裂解炉(简称SRT炉)是初期立管式裂解炉的典型装置。
现在世界上大型乙烯装置多采用立式裂解反应管。
种类早年使用裂解管水平布置的方箱式炉,由于热强度低,裂解管受热弯曲,耐热吊装件安装不易,维修预留地大等原因,已被淘汰。
由于裂解管布置方式和烧嘴安装位置及燃烧方式的不同,管式炉的炉型有多种。
管式裂解炉种类较多,按炉型分为方箱炉、立式炉、梯台炉等;按炉管布置方式分为横管式和竖管式裂解炉;按燃烧方式分为直焰式和无焰辐射式裂解炉等。
近年各国竞相发展垂直管双面辐射管式裂解炉,炉型各具特色,其中美国炉姆斯公司开发的短停留时间裂解炉采用的国家较多。
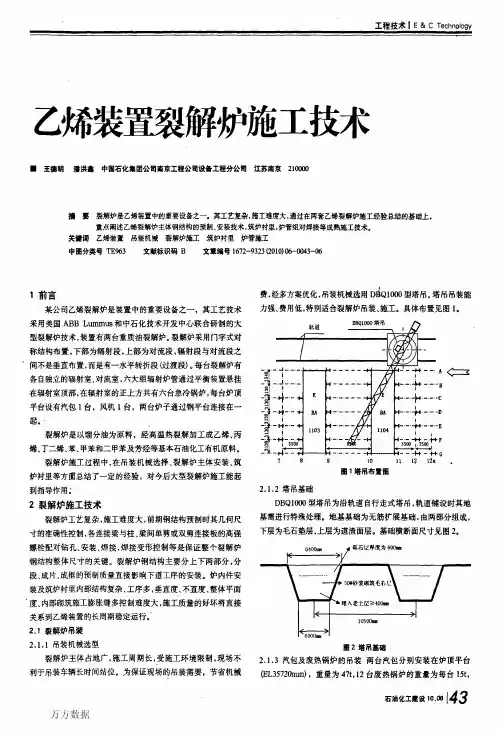
1.工程概况1.1工程简介10万吨/年裂解炉采用中国石化科技开发公司和鲁玛公司联合开发的SL-2型乙烯裂解炉技术,2台合一台。
裂解炉结构紧凑,布置严整,炉体框架宽20280 mm,长19600 mm,高39700 mm。
炉体下部为辐射段,内装辐射段炉管,悬挂在辐射段上部的吊架上。
每台炉底部设有36组燃烧器,侧墙上设有48组燃烧器和窥视孔,端墙上设有窥视孔和人孔。
炉体上部为对流段,对流段内部装有七组水平放置的管束,从上往下看分别为:(1) UFP段(2) BFW段(3) LFP段(4) UMP段(5) USSH段(6) LSSH段(7) LMP段对流段端墙由弯头箱封闭,侧墙设有吹灰器,顶部有烟气收集器,烟气经烟道、引风机、烟囱排入大气中。
每台炉顶部有一台汽包,急冷锅炉位于辐射段上部,辐射段正上方有六台TLE型急冷换热器,每台急冷换热器由一根上升管和一根下降管与汽包相连,用于废热回收,产生超高压饱和蒸汽。
2 台裂解炉主要安装工程量见表1-1。
裂解炉炉体结构、辅助设备及附件工程量一览表表1-11.2工程特点裂解炉结构布局紧凑,安装工程量大,施工工序复杂,施工工期短。
钢结构、设备、衬里、配管和仪表电气等各专业交叉作业多。
钢结构采用螺栓连接,安装精度要求高,作业难度大。
对流段采用模块化施工,单组模块吨位大,吊装难度大。
炉管系统操作温度高,材质复杂,有低合金钢、不锈钢和高镍合金等,焊接难度大。
辐射段炉管直接受火焰加热,支吊架安装质量直接影响其工作寿命,因此辐射段炉管热膨胀平衡系统的安装要求尤其重要。
水汽系统为高温高压管道,配管复杂,热应力大,管道支吊架安装要求严。
2.施工方法和程序裂解炉施工工艺流程见图3.2-1,施工工序示意图见附图4563.设备、材料的检验3.1材料检验3.1.1裂解炉材料、配件及设备运抵现场后,应进行验收。
逐件(组)进行外观检查,其外形尺寸、表面质量和标记应符合设计文件和有关标准的规定,并应附有出厂质量证明书。
第六章管式裂解炉第一节概述制取乙烯的方法很多,以管式炉裂解技术最为成熟,具有结构比较简单、运转稳定性好和烯烃收率高等优点,世界乙烯产量的99%都是由管式炉裂解法生产的。
管式裂解炉是乙烯装置的一个关键设备。
炉膛中设置了一定排列形式的金属管,管内通以裂解原料,裂解反应所需的热量,由管外的燃料燃烧来提供。
裂解炉的性能对乙烯收率有重大影响,并且影响整个乙烯装置的操作。
裂解炉的能耗占装置能耗的70%~85%左右。
由此可见裂解炉在乙烯装置中占举足轻重的地位。
自1964年开发成功垂直悬吊立管式裂解炉以来,乙烯裂解技术一直在发展,在缩短停留时间、改善裂解选择性、提高产品收率、降低能耗、增强对裂解原料的适应性等方面进行研究、开发。
本节就裂解的基本原理、裂解炉的炉型和结构等问题作简单介绍,以期对读者了解管式裂解炉有所帮助。
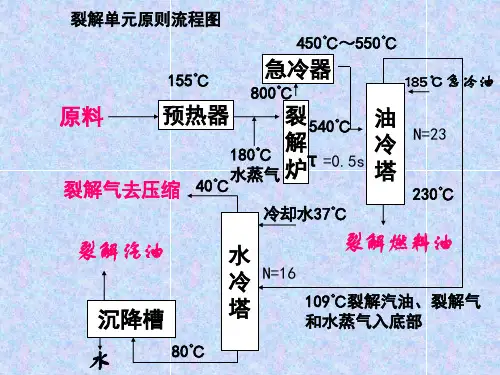
第二节管式炉裂解的工艺过程管式炉裂解的工艺流程包括原料供给和预热、对流段、辐射段、高温裂解气急冷和热量回收等几部分。
不同裂解原料和不同热量回收,形成各种不同的工艺流程。
图6—1是管式炉裂解的流程示意图。
一、裂解原料预热和稀释蒸汽注入裂解原料主要在对流段预热,为减少燃料消耗,也常常在进入对流段之前利用低位能热源进行预热。
裂解原料预热到一定程度后,需在裂解原料中注入稀释蒸汽。
稀释蒸汽注入的方式大致分为原料进入对流段之前注入,原料在对流段中预热到一定温度后注入和二次注入(原料先注入部分稀释蒸汽,在对流段中预热至一定程度后,再次注入经对流段预热后的稀释蒸汽)等。
二、对流段管式裂解炉的对流段用于回收烟气热量,回收的烟气热量主要用于预热裂解原料和稀释蒸汽,使裂解原料汽化并过热至裂解反应起始温度后,进入辐射段加热进行裂解。
此外,根据热量平衡也可在对流段进行锅炉给水的预热、助燃空气的预热和超高压蒸汽的过热。
稀释蒸汽是从对流段炉管注入裂解原料中的。
稀释蒸汽不仅对降低烃分压、减少结焦有利,而且也有助于烃类在对流段炉管中的气化。
利用裂解炉生产乙烯热裂解特点:高温,吸热量大低烃分压,短停留时间,避免二次反应的发生反应产物是复杂的混合物热裂解的供热方式如下所示:直接供热法:工艺复杂,裂解气质量低,成本过高。
其裂解工艺一直没有很大发展!工业上烃类裂解生产乙烯的主要过程为:原料→热裂解→裂解气预处理(包括热量回收、净化、气体压缩等)→裂解气分离→产品乙烯、丙烯及联产物等。
一、原料烃组成对裂解结果的影响影响裂解结果的因素:原料特性;裂解工艺条件;裂解反应器型式;裂解方法等。
原料特性是最重要的影响因素!(一) 原料烃的族组成、含氢量、芳烃指数、特性因数裂解产物分布的影响1. 族组成(简称PONA值)定义:是指原料烃分子中所含各族烃的质量百分比P—烷族烃 N—环烷族烃O—烯族烃A—芳香族烃从表1-7作一比较,在管式裂解炉的裂解条件下,原料愈轻,乙烯收率愈高。
随着烃分子量增大,N+A含量增加,乙烯收率下降,液态裂解产物收率逐渐增加。
*包括乙烷循环裂解原料的PONA值常常被用来判断其是否适宜作裂解原料的重要依据。
表1-8介绍我国几个产地的轻柴油馏分族组成。
表1-8 我国常压轻柴油馏分族组成我国轻柴油作裂解原料是较理想的。
2. 原料氢组成定义:是指原料烃分子中氢原子的质量百分比,不包含溶解的H2烃类裂解过程也是氢在裂解产物中重新分配的过程。
原料含氢量对裂解产物分布的影响规律,大体上和PONA值的影响一致。
表1-9位各种烃和焦的含氢量比较。
表1-9 各种烃和焦的含氢量可以看出,碳原子数相同时,含氢量:烷烃>环烷烃>芳烃。
含氢量高的原料,裂解深度可深一些,产物中乙烯收率也高。
对重质烃类的裂解,按目前的技术水平,原料含氢量控制在大于13%(质量),气态产物的含氢量控制在18%(质量),液态产物含氢量控制在稍高于7~8%(质量)时,就容易结焦,阻塞炉管和急冷换热设备。
图1-3给出了不同含氢量原料裂解时产物收率。
从图中可以看出:含氢量 P>N>A 液体产物收率 P<N<A乙烯收率 P>N>A 容易结焦倾向 P<N<A3. 芳烃指数(BMCI)定义:BMCI=48640/TV+473.7×d15.615.6-456.8TV=(T10+ T30+ T50+ T70+ T90)/5TV—体积平均沸点,KT10、T30…—分别代表恩氏蒸馏馏出体积为10%,30%…时的温度,K基准:n-C6H14的BMCI=0芳烃的BMCI=100因此,BMCI值越小,乙烯收率越高,当BMCI﹤35时,才能做裂解原料。