电子课件-《数控机床电气装调与维修》-B01-9607 【例7—14、15、16、17、18、19、20】
- 格式:doc
- 大小:30.50 KB
- 文档页数:3

2.内部继电器(R)
在梯形图中,经常需要中间继电器作为辅助运算用。
内部继电器的地址是从R0开始的,R0~R1499作为通用中间继电器使用,R9000~R9117作为PMC系统程序保留区域,这个区域中的继电器不能用作梯形图中的线圈使用。
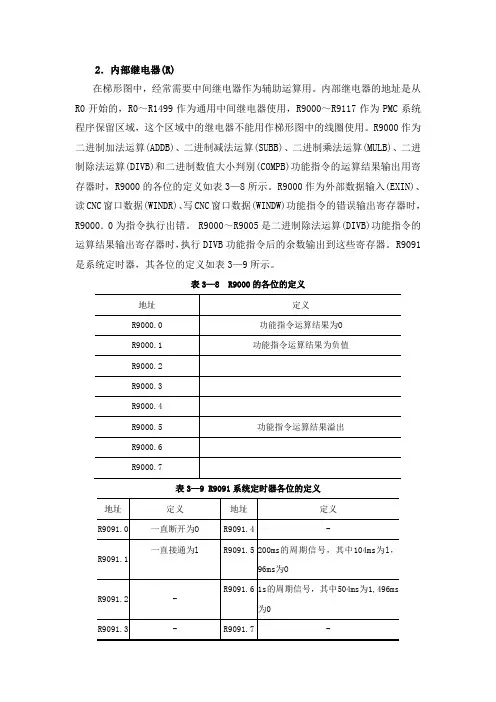
R9000作为二进制加法运算(ADDB)、二进制减法运算(SUBB)、二进制乘法运算(MULB)、二进制除法运算(DIVB)和二进制数值大小判别(COMPB)功能指令的运算结果输出用寄存器时,R9000的各位的定义如表3—8所示。
R9000作为外部数据输入(EXIN)、读CNC窗口数据(WINDR)、写CNC窗口数据(WINDW)功能指令的错误输出寄存器时,R9000.0为指令执行出错。
R9000~R9005是二进制除法运算(DIVB)功能指令的运算结果输出寄存器时,执行DIVB功能指令后的余数输出到这些寄存器。
R9091是系统定时器,其各位的定义如表3—9所示。
表3—8 R9000的各位的定义
表3—9 R9091系统定时器各位的定义。
【例7—14】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202;驱动器显示报警号ALM599。
报警内容如下。
ALM380500:PROFIBUS DP驱动器连接出错;ALM400015:PROFIBUS DP I/O连接出错;ALM400000:PLC停止:ALM025201:驱动器1出错;ALM025202.驱动器l出错,通信无法进行;ALM026102:驱动器不能更新。
伺服驱动器ALM599:802D与驱动器之间的循环数据转换中断。
分析方法如下。
(1)开机时,伺服驱动器可以显示“RUN”,表明伺服驱动系统可以通过自诊断,驱动器的硬件应无故障。
(2)系统初始化完成后,驱动器“使能”信号尚未输出,系统就出现报警;并且,驱动器亦随之报警。
根据以上两点,可以暂时排除伺服驱动器的原因,而且由于伺服驱动的使能信号尚未加入,从而排除了由于电动机励磁产生的干扰,由此判定故障是由系统引起的。
(3)系统报警ALM400015(PROFIBUS DP I/O连接出错)与ALM400000(PLC停止)分析,ALM400015(PROFIBUS DP I/O连接出错)属于硬件故障报警,如果系统的I/O单元工作正常,即使是ALM400000(PLC停止),一般也不会引起系统产生硬件报警。
综合以上分析,报警的检查应重点针对I/O单元(PP72/48)进行。
经检查,该机床的I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入回路或外部DC24V与I/O单元的连接上。
进一步检查I/O单元与外部24V的连接,发现I/O单元电源连接端子的接触不良,重新连接后,I/O单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
【例7—14】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202;驱动器显示报警号ALM599。
报警内容如下。
ALM380500:PROFIBUS DP驱动器连接出错;
ALM400015:PROFIBUS DP I/O连接出错;
ALM400000:PLC停止:
ALM025201:驱动器1出错;
ALM025202.驱动器l出错,通信无法进行;
ALM026102:驱动器不能更新。
伺服驱动器ALM599:802D与驱动器之间的循环数据转换中断。
分析方法如下。
(1)开机时,伺服驱动器可以显示“RUN”,表明伺服驱动系统可以通过自诊断,驱动器的硬件应无故障。
(2)系统初始化完成后,驱动器“使能”信号尚未输出,系统就出现报警;并且,驱动器亦随之报警。
根据以上两点,可以暂时排除伺服驱动器的原因,而且由于伺服驱动的使能信号尚未加入,从而排除了由于电动机励磁产生的干扰,由此判定故障是由系统引起的。
(3)系统报警ALM400015(PROFIBUS DP I/O连接出错)与ALM400000(PLC停止)
分析,ALM400015(PROFIBUS DP I/O连接出错)属于硬件故障报警,如果系统的I/O单元工作正常,即使是ALM400000(PLC停止),一般也不会引起系统产生硬件报警。
综合以上分析,报警的检查应重点针对I/O单元(PP72/48)进行。
经检查,该机床的I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入回路或外部DC24V与I/O单元的连接上。
进一步检查I/O单元与外部24V的连接,发现I/O单元电源连接端子的接触不良,重新连接后,I/O单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
【例7—15】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202,驱动器显示报警号ALM599。
分析与处理过程:同上例,经检查,该机床I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入圊路或外部DC24V 与I/O单元的连接上。
检查I/O单元与外部24V的连接,发现I/0单元线路板上的电源连接端子上有DC24V,但在经过了熔断器F7后,24V电压消失。
因单独测量熔断器F7正常,由此判定故障原因是熔断器F7接触不良引起的;进一步检查发现,线路板上的F7虚焊,重新焊接后,I/0单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
【例7—16】 MCV50立式加工中心,配西门子系统,屏幕全黑,进给失效,其他功能也全部失效。
经调查发现,是操作人员在更换电池时,关机引起的。
重新安装机床参数及PLC用户程序盘,故障排除。
【例7—17】某配套SIEMENS的加工中心,系统电源接通后,显示器无显示,面板上的“报警”、“未到位”、“进给保持”、“循环运行”指示灯同时亮。
系统面板上的“报警”、“未到位”、“进给保持”、“循环运行”指示灯同时亮,代表系统自检出错,系统无法正常启动。
其原因可能是系统CPU板或系统软件出错。
为了判别故障原因,可以对系统进行初始化处理。
按住系统面板上的诊断键,接通电源起动系统;在系统起动时,面板上方的4个指示灯闪烁:然后系统显示初始化页面;结束系统初始化后,机床恢复正常。
【例7—18】某配套SIEMENS的加工中心,系统工作时,显示器无显示,面板上的“?”指示灯亮;关机后再次起动,系统无显示,面板上的“?”指示灯亮。
系统面板上的“?”指示灯亮,表明系统存在报警,但检查系统硬件无故障。
从故障现象分析,原因应属于软件出错,但由于系统无显示,无法判别故障原因。
对系统进行初始化处理,经系统初始化后,机床恢复正常。
【例7—19】配套SIMENS PRIMO-S的数控滚齿机,开机后系统显示(数码
管)混乱,机床无法正常开机。
SIMENS PRIMO-S的数控系统是SIEMENS公司早期生产的经济型系统,系统结构非常简单,可以控制3轴,系统CPU为Intel 8085。
检查系统硬件无故障,根据故障现象分析,原因应属于软件出错。
根据SIMENS PRIMO-S说明书,按住M键,同时接通数控系统电源,系统恢复正常显示,检查发现系统内部参数混乱。
重新输入参数后,系统恢复正常。
【例7—20】某配置SINUMERIK 810的卧式加工中心,机床启动后,发境X、Y、Z三轴按下手动方向键后,机床可以非常缓慢地向给定的方向运动,但运动速度、坐标位置均不正确。
故障分析与处理:根据机床故障现象分析,此类故障通常是机床的位置检测系统不良引起的。
在本机床上,通过系统跟随误差页面检查,发现在机床运动过程中,位置跟随误差也在随之变化,但其变化速度非常缓慢,明显与机床的实际运动距离不符。
维修时首先检查系统的位置控制系统参数设定,在SIEMENS 810系统中,位置控制系统有关的主要参数有:
MD5002 bit2、1、0位置控制系统的控制分辨率;
MD5002 bit7、6、5位置控制系统的输入分辨率;
MD3640、3641、3642 X、Y、Z轴的电动机每转反馈脉冲数;
MD3680、3681、3682 X、Y、Z轴的电动机每转指令脉冲数。
本机床上,X、Y、Z轴伺服电动机内装2500脉冲的编码器,位置控制系统的控制分辨率为0.5μm,位置控制系统的指令分辨率为lμm,X、y、Z轴的丝杠螺距为10mm,丝杆与电动机为直接连接。
因此,正确的参数设定应该为:MD5002 bit2、1、O=100;
MD5002 bit7、6、5=010;
MD3640、3641、3642=10000;
MD3680、3681、3682:20000。
检查系统参数设定,发现系统中MD3680、3681、3682实际设定为l,这显然与实际机床不符。
更改参数后,机床恢复正常。