螺纹加工参数表-3.8
- 格式:xls
- 大小:524.00 KB
- 文档页数:3
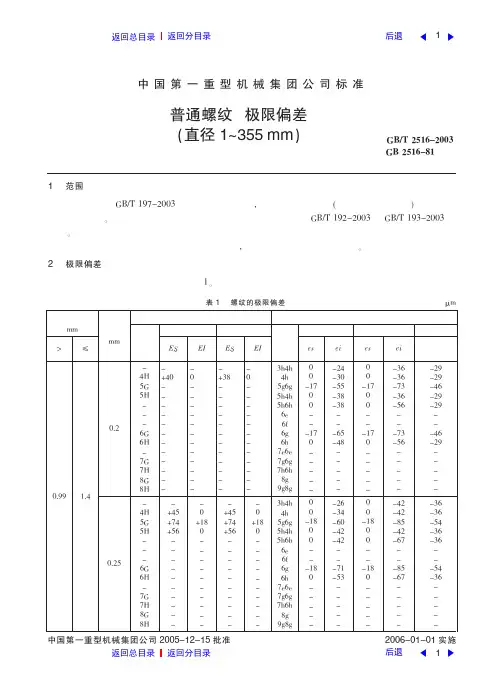
常用螺纹、螺距、底径对照表在机械制造和工程领域中,螺纹是一种常见且重要的连接和传动元件。
为了确保螺纹的正确加工和使用,了解常用螺纹的规格参数,如螺距和底径,是至关重要的。
下面为您提供一份较为常用的螺纹、螺距、底径对照表。
首先,我们来了解一下螺纹的基本概念。
螺纹是指在圆柱或圆锥表面上,沿着螺旋线形成的具有特定截面的连续凸起和沟槽。
螺纹的主要作用包括连接紧固、传递动力和运动等。
常见的螺纹类型有很多,其中包括以下几种:1、普通螺纹(又称米制螺纹)粗牙普通螺纹:例如 M8,其螺距为 125mm,底径约为 665mm。
细牙普通螺纹:以 M8×1 为例,螺距为 1mm,底径约为 692mm。
2、英制螺纹例如 1/4 英寸螺纹,螺距约为 127mm,底径约为 1095mm。
3、管螺纹常见的有 G 管螺纹和 R 管螺纹。
如 G1/2 管螺纹,螺距约为1814mm,底径约为 18632mm。
4、梯形螺纹比如 Tr20×4 梯形螺纹,螺距为 4mm,底径约为 16mm。
5、锯齿形螺纹像 B40×7 锯齿形螺纹,螺距为 7mm,底径约为 33mm。
在实际应用中,选择合适的螺纹类型和规格取决于多种因素,如连接的强度要求、装配空间、传动精度等。
了解螺纹的螺距和底径对于螺纹的加工和测量具有重要意义。
螺距是指相邻两牙在中径线上对应两点间的轴向距离。
在加工螺纹时,需要根据螺距来调整机床的进给量,以确保加工出的螺纹符合要求。
底径则是指螺纹底部的直径。
在测量螺纹时,底径的测量也是一个重要的参数。
|螺纹类型|规格|螺距(mm)|底径(mm)||::|||::||普通螺纹|M6|1|492||普通螺纹|M10|15|838||普通螺纹|M12|175|1011||普通螺纹|M16|2|1384||普通螺纹|M20|25|1729||普通螺纹|M24|3|2075||英制螺纹|5/16"|0794|714||英制螺纹|3/8"|0953|848||英制螺纹|7/16"|1111|1003||管螺纹|G3/4"|1814|2412||管螺纹|R1/2"|1814|1863||梯形螺纹|Tr30×6|6|24||梯形螺纹|Tr40×8|8|32|需要注意的是,以上表格中的数据仅为常见的参考值,实际应用中可能会因为制造标准、公差要求等因素而有所不同。
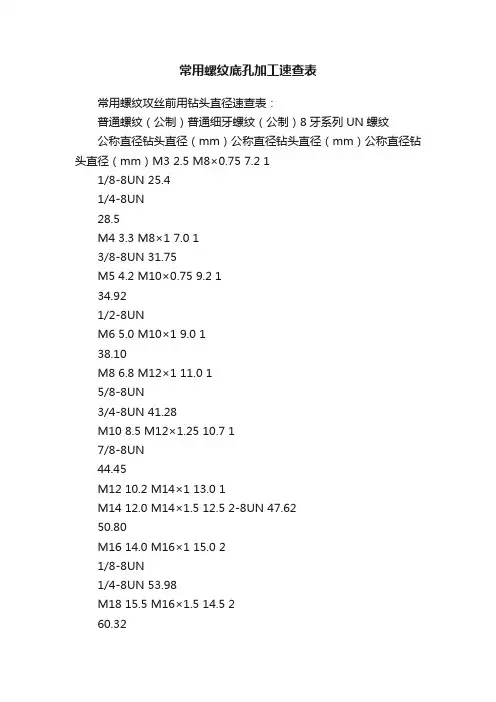
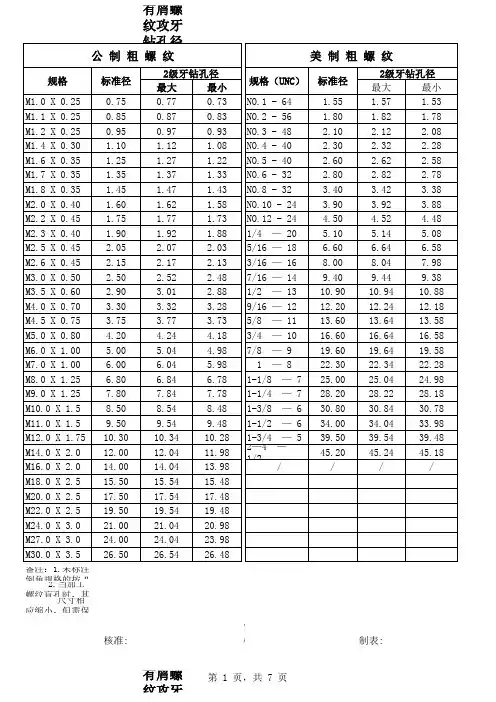
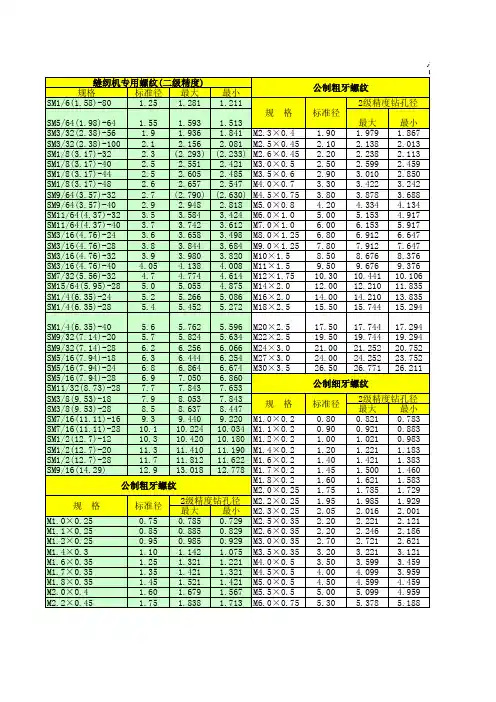
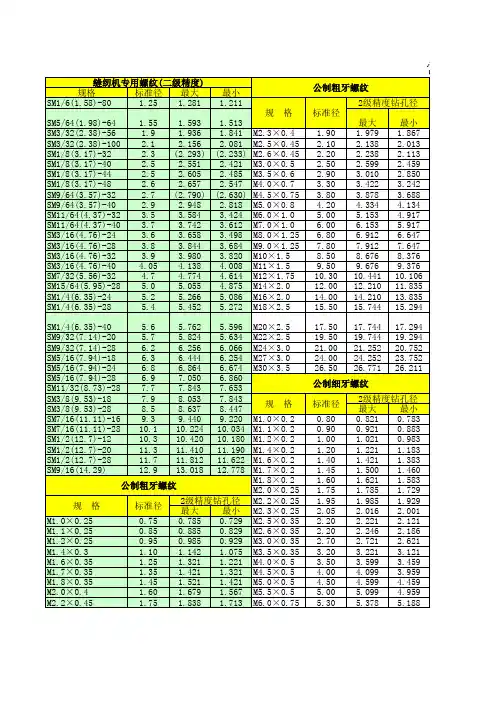
常用螺纹底孔加工速查表常用螺纹攻丝前用钻头直径速查表:普通螺纹(公制)普通细牙螺纹(公制)8牙系列UN螺纹公称直径钻头直径(mm)公称直径钻头直径(mm)公称直径钻头直径(mm)M3 2.5 M8×0.75 7.2 11/8-8UN 25.41/4-8UN28.5M4 3.3 M8×1 7.0 13/8-8UN 31.75M5 4.2 M10×0.75 9.2 134.921/2-8UNM6 5.0 M10×1 9.0 138.10M8 6.8 M12×1 11.0 15/8-8UN3/4-8UN 41.28M10 8.5 M12×1.25 10.7 17/8-8UN44.45M12 10.2 M14×1 13.0 1M14 12.0 M14×1.5 12.5 2-8UN 47.6250.80M16 14.0 M16×1 15.0 21/8-8UN1/4-8UN 53.98M18 15.5 M16×1.5 14.5 260.321/2-8UNM20 17.5 M18×1 17.0 23/4-8UN 66.68M22 19.5 M18×1.5 16.5 2M24 21.0 M20×1 19.0 3-8UN 73.021/4-8UN 79.38M27 24.0 M20×1.5 18.5 385.721/2-8UNM30 26.5 M22×1 21 33/4-8UN 92.08M33 29.5 M22×1.5 20.5 3M36 32.0 M24×1.5 22.5 4-8UN 98.42104.781/4-8UNM39 35.0 M24×2 22.0 4111.12 M42 37.5 M27×1 26.0 41/2-8UN3/4-8UN 117.48M45 40.5 M27×1.5 25.5 4M48 43.0 M27×2 25.0 5-8UN 123.82 M52 47.0 M30×1.5 28.5 51/4-8UN 130.181/2-8UN136.52 M56 50.5 M30×2 28.0 53/4-8UN 142.88M60 54.5 M33×1.5 31.5 5M64 58.0 M33×2 31.0 6-8UN 149.22 M72 66.0 M36×1.5 34.5 M80 74.0 M36×2 34.0M90 84.0 M36×3 33.0M100 94.0 M39×1.5 37.5M39×2 37.0M39×3 36.0M42×1.5 40.5M42×2 40.0M42×3 39.0普通细牙螺纹(公制)(续) M45×2 43.0公称直径钻头直径(mm)M45×3 42.0M56×4 52.0 M48×2 46.0M76×4 72.0 M48×3 45.0M90×4 86.0 M52×2 50.0M100×4 96.0 M52×3 49.0常用螺纹攻丝前用钻头直径速查表:(续)UNC粗牙螺纹 GH螺纹公称直径钻头直径(mm)公称直径底孔直径(mm)粗铰工装号精铰工装号3/4 15.90N04-40UNC 2.2 GHN05-40UNC 2.5 GH7/8 19.101 22.30 2332-433 2332-434 N06-32UNC 2.7 GHN08-32UNC 3.4 GH 1 1/4 28.65 2332-437 2332-438N10-24UNC 3.7 GH 1 3/8 31.83 2332-447 2332-448N12-24UNC 4.4 GH 1 1/2 35.00 2332-3991/4-20UNC 5.1 GH 1 5/8 38.185/16-18UNC 6.5 GH 1 3/4 41.35 2332-445 2332-4462 47.70 2332-451 2332-452 3/8-16UNC 8.0 GH1/2-13UNC 10.7 GH 2 1/4 54.05 2332-436 2332-4355/8-11UNC 13.5 GH 2 1/2 60.40 2332-443 2332-4443/4-10UNC 16.5 GH 2 3/4 66.757/8-9UNC 19.5 GH1-8UNC 22.0 GH 3 1/4 79.451 1/8-7UNC 25 GH 3 1/2 85.801 1/4-7UNC 28.0 GH 3 3/4 92.151 3/8-6UNC 30.5 GH 4 98.51 1/2-6UNC 34.0 GH 4 1/4 104.851 3/4-5UNC 39.0 GH 4 1/2 111.202-4.5UNC 45.0 GH 4 3/4 117.552 1/4-4.5UNC 51.5 GH 5 123.902 1/2-4UNC 57.0 GH 5 1/4 130.252 3/4-4UNC 63.5 GH 5 1/2 136.603-4UNC 70.0 GH 5 3/4 142.956 149.304-4UNC 95.0 GH常用管螺纹钻底孔用钻头直径速查表:55°圆锥管螺纹(Rc) 60°圆锥管螺纹(NPT) 圆柱管螺纹(G)公称直径钻头直径(mm)公称直径钻头直径(mm)公称直径钻头直径(mm)8.9 1/8 8.6 1/8 8.6 1/811.8 1/4 11.5 1/4 11.1 1/415.25 3/8 15 3/8 14.5 3/8191/2 18.5 1/2 18 1/23/4 24 3/4 23.253/4 24.5铰刀2334-2081 30.51 30.25.铰刀2334-2241 1/4 39.51 1/4 39 1 1/4 38铰刀2334-2231 1/2 45 1 1/2 44 1 1/2 451 3/4 512 56.5 2 56铰刀2334-2142 1/2 72.2 2 1/2 66(需铰孔) 2 573 85 3 82.52 1/2 72铰刀2334-21795.5(需铰孔) 3 851/24 110 34 108(需铰孔) 4 1105 135.56 161 5 133.5(需铰孔)5 135.56 159(需铰孔) 6 161 注:1、55°圆锥管螺纹Rc原标准为ZG,底孔需铰,底孔铰刀标准为DB6.21.51-94,底孔塞规标准为DB6.22.5-94,包括1/8至2 1/2规格的铰刀塞规。
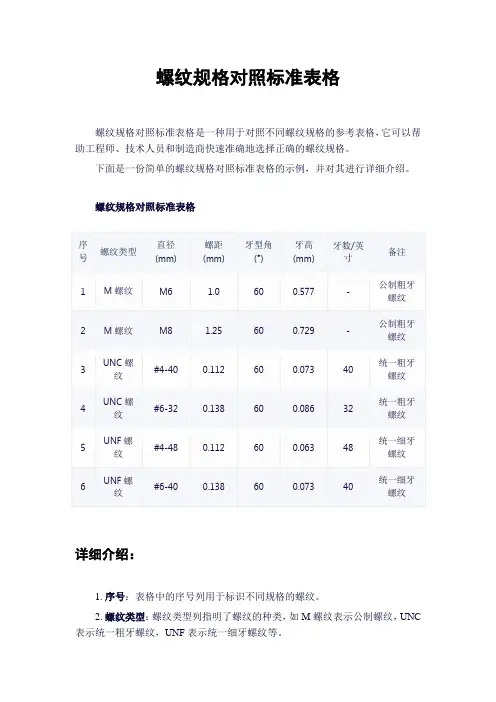
螺纹规格对照标准表格
螺纹规格对照标准表格是一种用于对照不同螺纹规格的参考表格,它可以帮助工程师、技术人员和制造商快速准确地选择正确的螺纹规格。
下面是一份简单的螺纹规格对照标准表格的示例,并对其进行详细介绍。
螺纹规格对照标准表格
详细介绍:
1.序号:表格中的序号列用于标识不同规格的螺纹。
2.螺纹类型:螺纹类型列指明了螺纹的种类,如M螺纹表示公制螺纹,UNC 表示统一粗牙螺纹,UNF表示统一细牙螺纹等。
3.直径(mm):直径列以毫米为单位给出了螺纹的直径尺寸。
4.螺距(mm):螺距列以毫米为单位表示相邻两个螺纹牙之间的距离。
5.牙型角(°):牙型角列表示螺纹牙的倾斜角度,通常以度数表示。
6.牙高(mm):牙高列表示螺纹牙的高度,以毫米为单位。
7.牙数/英寸:对于统一螺纹(UNC和UNF),该列表示每英寸内的螺纹牙数。
对于公制螺纹,该列通常为空或“-”。
8.备注:备注列可用于提供有关螺纹规格的额外信息,如“公制粗牙螺纹”或“统一细牙螺纹”等。
这份螺纹规格对照标准表格只是一个简单的示例,实际应用中可能需要包含更多的螺纹类型和规格。
此外,表格中的数值和参数也可能因不同的标准或应用而有所变化。
因此,在实际使用时,建议参考相关的国家或行业标准,以确保选择正确的螺纹规格。
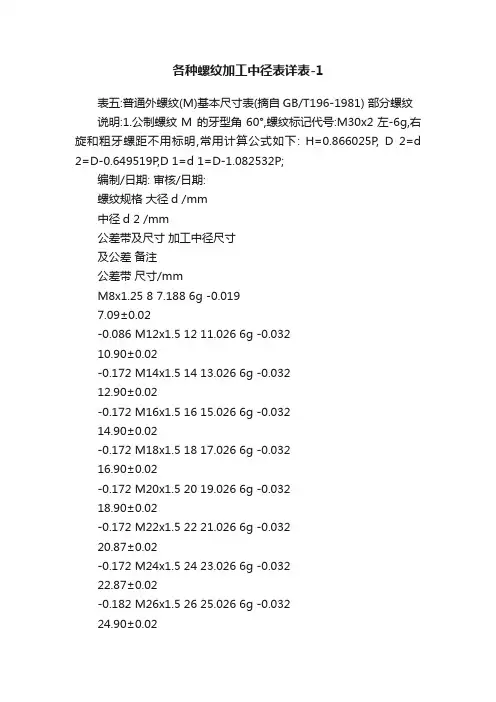
各种螺纹加工中径表详表-1表五:普通外螺纹(M)基本尺寸表(摘自GB/T196-1981) 部分螺纹说明:1.公制螺纹M 的牙型角60°,螺纹标记代号:M30x2左-6g,右旋和粗牙螺距不用标明,常用计算公式如下: H=0.866025P, D 2=d 2=D-0.649519P,D 1=d 1=D-1.082532P;编制/日期: 审核/日期:螺纹规格大径d /mm中径d 2 /mm公差带及尺寸加工中径尺寸及公差备注公差带尺寸/mmM8x1.25 8 7.188 6g -0.0197.09±0.02-0.086 M12x1.5 12 11.026 6g -0.03210.90±0.02-0.172 M14x1.5 14 13.026 6g -0.03212.90±0.02-0.172 M16x1.5 16 15.026 6g -0.03214.90±0.02-0.172 M18x1.5 18 17.026 6g -0.03216.90±0.02-0.172 M20x1.5 20 19.026 6g -0.03218.90±0.02-0.172 M22x1.5 22 21.026 6g -0.03220.87±0.02-0.172 M24x1.5 24 23.026 6g -0.03222.87±0.02-0.182 M26x1.5 26 25.026 6g -0.03224.90±0.02-0.182 M28x1.5 28 27.026 6g -0.03226.90±0.02-0.182 M30x1.5 30 29.026 6g -0.03228.90±0.02-0.182 M36x1.5 36 35.0266g -0.03234.90±0.02-0.1826h 034.92±0.02-0.150 M38x1.5 38 37.026 6g -0.03236.90±0.02-0.182 M40x1.5 40 39.026 6g -0.03238.90±0.02-0.182表四:美制圆柱外螺纹基本尺寸表部分螺纹说明:1.美制螺纹的牙型角60°,螺纹标记代号:3/8"-24UNF(UN/UNEF/UNC)-3A,右旋和2A 等级螺纹不用标明;2.常用计算公式如下:P=25.4/n, H=0.866025P, D 2=d 2=D-0.649519P, D 1=d 1=D-1.082532P; 3.螺纹2"-12UN 和2"1/2-12UN,挑丝,大径尺寸-0.15至-0.25;编制/日期: 审核/日期:螺纹规格螺纹等级大径/mm 中径/mm 产品加工中径/mm 备注最大最小最大最小 3/8"-24UNF2A9.4979.3148.8098.7128.75±0.02 7/16"-20UNF 2A 11.079 10.874 10.254 10.147 10.18±0.02 1/2"-20UNF2A 12.667 12.461 11.841 11.73211.75±0.02 9/16"-18UNF 2A 14.252 14.031 13.335 13.221 13.25±0.02 5/8"-18UNF2A 15.840 15.618 14.923 14.80314.82±0.02 5/8"-24UNEF 2A 15.845 15.662 15.156 15.05515.05±0.02 3/4"-16UNF 2A 19.012 18.773 17.981 17.854 17.85±0.02 7/8"-14UNF2A 22.184 21.923 21.006 20.86920.88±0.02 1"1/16-12UN 2A 26.944 26.655 25.570 25.425 25.45±0.025 1"1/4-12UNF 2A 31.704 31.415 30.330 30.17330.20±0.03 1"5/16-12UN 2A 33.282 33.005 31.920 31.77331.82±0.03 1"5/8-12UN 2A 41.229 40.940 39.855 39.705 39.80±0.032"-12UN 2A 50.754 50.465 49.380 49.225 2"1/2-12UN 2A 63.452 63.162 62.078 61.920。
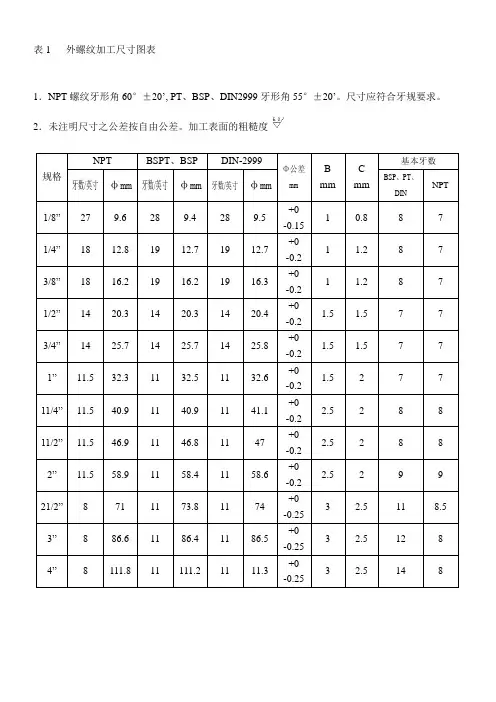

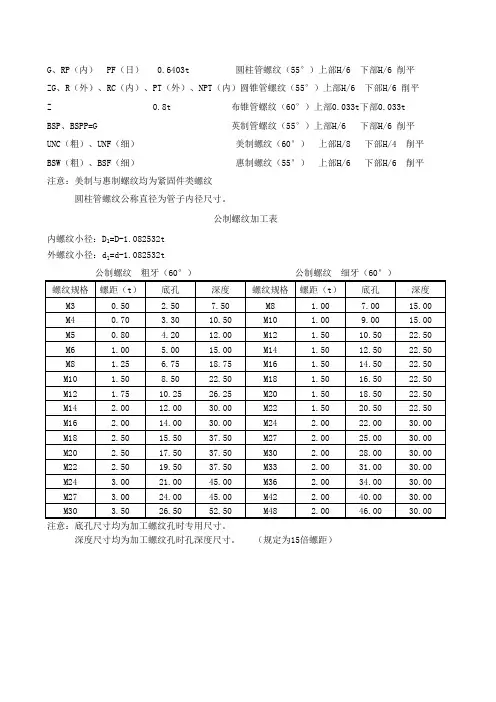
G、RP(内) PF(日) 0.6403t 圆柱管螺纹(55°)上部H/6 下部H/6 削平ZG、R(外)、RC(内)、PT(外)、NPT(内)圆锥管螺纹(55°)上部H/6 下部H/6 削平Z 0.8t 布锥管螺纹(60°)上部0.033t下部0.033t BSP、BSPP=G 英制管螺纹(55°)上部H/6 下部H/6 削平UNC(粗)、UNF(细) 美制螺纹(60°) 上部H/8 下部H/4 削平BSW(粗)、BSF(细) 惠制螺纹(55°) 上部H/6 下部H/6 削平注意:美制与惠制螺纹均为紧固件类螺纹圆柱管螺纹公称直径为管子内径尺寸。
公制螺纹加工表内螺纹小径:D1=D-1.082532t外螺纹小径:d1=d-1.082532t公制螺纹 粗牙(60°)公制螺纹 细牙(60°)深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)G 英制圆柱管螺纹(55°)加工一览表小径:d1=d-1.2807tZG 英制锥管螺纹(55°)加工一览表小径:d=d-1.2807t注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)Z 圆锥管螺纹(布锥管螺纹) (60°)小径:d=d-1.6t美制螺纹(UNC、UNF)参数表(60°)底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)惠氏螺纹(BSW、BSF)参数表(55°)小径:d1=d-1.280655t注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
(规定为15倍螺距)惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
参数计算公式:
a.M3-M12的螺纹需要半精、精加工,半精加工总加工量的85%,精加工加工总加工量的15%;深度直接到底,Z向走一个螺距;
b.M16-M24的螺纹直接精加工,Z向连续的走一刀,;
c.螺纹加工总深度为2*螺纹外径,如M20的螺纹,螺纹深度为2*20=40;
d.精加工编程刀具直径=D-2*单边刀补;
e.粗加工编程刀具直径=刀具直径+(螺纹外径-底孔直径)*15%;
f. 进退刀距离=(螺纹外径-编程刀经)/2;
g.红色参数是UG编程专用参数,蓝色参数是Powermill专用参数;
备注:
1.螺纹加工之前必须先将底孔倒角,否则会造成螺纹铣刀蹦刃;
2.螺纹加工前必须将底孔内的铁屑吹干净,否则会造成断刀;
3.操作工注意主轴全部正转;
4.M30以上螺纹用挑牙刀加工,参考吊环孔加工工艺规范加工;
5.螺纹铣刀装夹必须有足够的刚性以保证螺纹铣刀的寿命及加工效果,以下几种装夹方式不允许采用:
a.D22接长杆;
b.超过250mm长的D28刀柄;
c.超过300mm长的所有刀柄;
d.用热涨式刀杆悬出长度不得超过4倍热涨杆直径;。
Rc / NPTR / NPTG / Rp一般未注螺纹加工尺寸标准 C 为一个螺距值 G 螺纹 Rp 螺纹 Rc 螺纹 R 螺纹 NPT 螺纹 NPT 螺纹 倒角值规格φ1 φ3 φ1 φ1内口(端面) φ3外口(端面) φ1内口(端面) φ3外口(端面) 端面处φ2、φ4值同大径或小径的差值 1/411.6 13 11.6 11.6 12.6 11.5 13.1 0.2~0.4 3/815.1 16.5 15.1 15.1 16.1 15 16.5 0.2~0.4 1/218.9 20.8 18.9 18.9 20.2 18.5 20.5 0.2~0.5 5/820.8 22.7 3/424.4 26.2 24.4 24.4 25.6 23.8 25.8 0.2~0.5 7/828.2 30 130.6 33 30.6 30.6 32.3 30.1 32.2 0.3~0.6 1 1/835.2 37.6 1 1/439.3 41.6 39.3 39.3 40.8 38.7 41 0.4~0.7 1 3/841.7 44 1 1/245.2 47.5 45.2 45.2 46.7 44.8 47.1 0.4~0.7 1 3/451.1 53.4 257 59.3 57 57 58.3 56.9 59.1 0.4~0.7 2 1/463.1 65.3 2 1/272.6 74.8 72.6 72.6 73.7 68 71.1 0.5~0.9 2 3/479 81.2 385.3 87.5 85.3 85.3 86.2 83.9 87 0.5~1 3 1/293.7 100 96.6 99.6 0.5~1 4110.4 112.7 110.4 110.4 111.3 109.3 111.2 0.5~1 4 1/2123.1 125.4 5135.8 138.1 136.3 136.3 139.1 0.5~1.2 5 1/2148.6 150.8 6 161.3 163.5 161.7163.1 165.9 0.5~1.21赠美句美段分类集锦⒈人生哲理.....①人生似一束鲜花,仔细观赏,才能看到它的美丽;人生似一杯清茶,细细品味,才能赏出真味道。
参数计算公式:
a.M3-M12的螺纹需要半精、精加工,半精加工总加工量的85%,精加工加工总加工量的15%;深度直接到底,Z向走一个螺距;
b.M16-M24的螺纹直接精加工,Z向连续的走一刀,;
c.螺纹加工总深度为2*螺纹外径,如M20的螺纹,螺纹深度为2*20=40;
d.精加工编程刀具直径=D-2*单边刀补;
e.粗加工编程刀具直径=刀具直径+(螺纹外径-底孔直径)*15%;
f. 进退刀距离=(螺纹外径-编程刀经)/2;
g.红色参数是UG编程专用参数,蓝色参数是Powermill专用参数;
备注:
1.螺纹加工之前必须先将底孔倒角,否则会造成螺纹铣刀蹦刃;
2.螺纹加工前必须将底孔内的铁屑吹干净,否则会造成断刀;
3.操作工注意主轴全部正转;
4.M30以上螺纹用挑牙刀加工,参考吊环孔加工工艺规范加工;
5.螺纹铣刀装夹必须有足够的刚性以保证螺纹铣刀的寿命及加工效果,以下几种装夹方式不允许采用:
a.D22接长杆;
b.超过250mm长的D28刀柄;
c.超过300mm长的所有刀柄;
d.用热涨式刀杆悬出长度不得超过4倍热涨杆直径;。