单面搭接焊焊接指导书
- 格式:doc
- 大小:23.00 KB
- 文档页数:4
焊接作业指导书1. 简介本指导书旨在为焊接作业提供指导和规范,确保焊接作业的安全和质量。
2. 焊接前准备在进行焊接作业之前,需要进行以下准备工作:- 确保焊接设备及工具完好无损;- 检查焊接材料的质量和规格;- 对焊接区域进行清洁和防护措施,确保无杂质和危险物。
3. 焊接操作步骤按照以下步骤进行焊接操作:1. 打磨和清洁焊接区域,确保无锈蚀和污染物。
2. 通过预热和预处理焊接材料,提高焊接质量和连接强度。
3. 使用适当的焊接电流和电压进行焊接,确保焊缝的牢固性和均匀性。
4. 控制焊接速度和温度,避免产生焊接缺陷和变形。
5. 完成焊接后,对焊缝进行打磨和清洁,确保焊缝的光滑和无污染。
6. 进行焊缝的质量检验和评估,确保达到相关标准和要求。
4. 安全注意事项进行焊接作业时,需要注意以下安全事项:- 穿戴符合安全要求的焊接防护服和个人防护装备;- 确保焊接区域通风良好,避免吸入有害气体和烟尘;- 使用合适的焊接屏蔽和防护措施,避免火花伤害和电击;- 注意操作规范,避免误伤他人和损坏设备。
5. 维护和保养为确保焊接设备的正常使用和延长使用寿命,需要进行定期的维护和保养工作:- 清洁和润滑焊接设备的各个部件;- 检查焊接电源和线路的连接及绝缘情况;- 定期校准焊接设备的参数和功能。
6. 参考资料- 相关焊接工艺规范和标准;- 焊接设备的使用说明书;- 焊接材料的质量证明和规格书。
以上是焊接作业的指导书内容,旨在提供焊接作业的基本步骤和注意事项。
希望能对焊接作业有所帮助。
焊接作业指导书一、任务描述本文档旨在为焊接作业提供详细的指导,包括焊接前的准备工作、焊接操作步骤、焊接质量控制等内容。
二、焊接前的准备工作1. 确定焊接材料和设备:根据焊接对象的材料和要求,选择适当的焊接材料和设备,如焊条、焊丝、焊机等。
2. 检查焊接设备:确保焊接设备的正常工作,检查电源、电缆、接地等是否完好,并进行必要的维护和保养。
3. 准备焊接工具和辅助设备:包括焊接钳、钳工锤、刷子、砂纸等,以及焊接防护用品如焊接面罩、手套等。
4. 清洁和处理焊接对象表面:将焊接对象表面的油污、氧化物等杂质清除干净,保证焊接区域的清洁度。
5. 确定焊接位置和方法:根据焊接对象的形状和要求,确定焊接位置和焊接方法,如横焊、纵焊、角焊等。
三、焊接操作步骤1. 焊接准备:将焊接设备接通电源,调整焊接电流和电压,根据焊接材料的要求选择适当的焊接电流和电压。
2. 焊接预热:对于较大的焊接对象或特殊材料,需要进行预热处理,提高焊接质量和强度。
3. 焊接接头准备:对于需要焊接的接头,进行切割、倒角、清洁等处理,确保接头的质量和适合焊接。
4. 焊接操作:将焊条或焊丝与焊接对象接触,形成电弧,通过电弧的热量将焊接材料熔化,并与焊接对象融合。
5. 焊接顺序:根据焊接对象的形状和要求,确定焊接顺序,先焊接内部或底部,再焊接外部或顶部,以保证焊接的质量和稳定性。
6. 焊接速度和角度:控制焊接速度和焊接角度,使焊接材料充分熔化并与焊接对象融合,避免焊接过热或不足。
7. 焊接后处理:焊接完成后,对焊接区域进行清理和修整,消除焊接缺陷,提高焊接质量。
四、焊接质量控制1. 焊缝外观:焊缝应平整、均匀,无气孔、裂纹、夹渣等缺陷,焊接区域无明显变形或扭曲。
2. 焊接强度:焊接接头应具有足够的强度,能够满足设计和使用要求,经过必要的焊接试验和检测。
3. 焊接尺寸和位置:焊接尺寸和位置应符合设计要求,焊接接头的尺寸和位置应与焊接工艺文件一致。
4. 焊接温度和时间:控制焊接温度和焊接时间,避免过高或过低的温度对焊接质量产生不良影响。
焊接作业指导书一、任务背景和目的焊接是一种常见的金属连接方法,广泛应用于各个行业和领域。
为了确保焊接作业的安全、高效和质量,制定本指导书,提供详细的焊接作业流程和操作要求,以指导焊工进行焊接作业。
二、作业环境和安全要求1. 作业环境:- 确保焊接作业区域通风良好,避免有害气体积聚。
- 保持作业区域整洁,防止杂物堆积和滑倒。
- 确保作业区域没有易燃物品,避免火灾发生。
2. 安全要求:- 所有焊工必须穿戴个人防护装备,包括焊接面罩、防护手套、防护服等。
- 确保焊工具和设备正常工作,定期检查和维护。
- 确保焊工具和设备接地良好,避免电击事故发生。
- 禁止在焊接作业区域吸烟、使用明火或者其他火源。
三、设备和材料准备1. 设备准备:- 焊接机:根据焊接材料和要求选择合适的焊接机,确保其工作正常和安全。
- 气体供应系统:根据焊接作业需要,准备好气体供应系统,并确保其正常工作。
- 焊接工具:准备好各类焊接工具,如电焊钳、剪刀、刷子等。
2. 材料准备:- 焊接材料:根据焊接作业需要,准备好合适的焊接材料,如焊条、焊丝等。
- 清洁剂:准备好适合于焊接材料的清洁剂,用于清洁焊接表面。
四、焊接作业流程1. 准备工作:- 检查焊接设备和工具,确保其正常工作。
- 清洁焊接表面,去除油污和杂质。
- 安装焊接夹具和定位装置,确保焊接位置准确。
2. 调试焊接设备:- 根据焊接材料和要求,调整焊接机的电流和电压。
- 检查气体供应系统,确保气体流量稳定。
3. 开始焊接:- 确保焊工穿戴个人防护装备,包括焊接面罩、防护手套等。
- 将焊条或者焊丝插入焊接机,根据焊接位置和要求选择合适的焊接方法。
- 控制焊接电流和速度,保持焊接质量和外观。
- 焊接完成后,断开电源,清理焊接残渣和杂质。
五、质量控制和验收标准1. 质量控制:- 焊接过程中,焊工应注意焊接电流、速度和均匀性,确保焊缝质量。
- 焊接完成后,应检查焊缝的密实性、无裂纹温和孔等缺陷。
焊接作业指导书一、引言焊接是一种常用的金属加工技术,广泛应用于制造业和建筑业等领域。
准确的焊接作业是确保焊接质量、提高生产效率的关键。
本指导书旨在提供焊接作业的基本原则和步骤,以帮助操作人员进行安全、高效的焊接作业。
二、安全措施1. 穿戴个人防护装备,包括焊接面罩、焊接手套、防护眼镜等。
2. 确保焊接区域通风良好,防止有害气体聚集。
3. 切勿将易燃物放置在焊接区域附近,以防止火灾发生。
4. 检查焊接设备和电源线路,确保其良好工作状态。
5. 确定焊接材料的正确选择,以及焊接工艺的合理设置。
三、焊接准备1. 清理焊接区域,确保没有油脂、灰尘等污染物。
2. 对于焊接材料,通过清洁、打磨等方法,确保焊接表面的光洁度。
3. 根据工作要求,选择适当的焊接电流和电压。
4. 预热焊接材料,以提高焊接接头的质量和可靠性。
5. 配备必要的焊接工具和辅助设备,如焊接夹具、万用表等。
四、焊接操作步骤1. 将焊接电源开关设置为关闭状态。
2. 将焊接电源插头插入电源插座,并保证接触良好。
3. 打开焊接电源开关,进行设备预热操作。
4. 检查焊接电流和电压是否符合工作要求。
5. 选择适当的焊接电极、焊丝,根据工作要求进行装配。
6. 通过进一步调整焊接电流和电压,确保焊接设备工作稳定。
7. 进行焊接前的试焊,检查焊接设备和工艺是否正常。
8. 开始正式焊接,保持焊接速度稳定,焊接接头均匀。
9. 焊接完成后,将焊接电源开关设置为关闭状态。
10. 对焊接接头进行检验,确保焊缝无裂纹、缺陷等问题。
五、常见问题及解决方法1. 焊接接头出现裂纹:可能是焊接温度过高或焊接速度过快,应适当降低焊接温度或减慢焊接速度。
2. 焊接时产生过多的飞溅:可能是焊接电源设置不当或焊接电极质量差,应重新调整焊接电流和电压,并更换优质的焊接电极。
3. 焊接接头强度不符合要求:可能是焊接材料选择不当或焊接工艺设置错误,应重新选择适当的焊接材料并合理设置焊接工艺。
焊接作业指导书一、任务描述本文档旨在为焊接作业提供详细指导,确保焊接过程安全、高效、质量可靠。
文档包括焊接作业的准备工作、操作步骤、安全注意事项等内容。
二、准备工作1. 确定焊接材料和设备:根据焊接要求,选择合适的焊接材料和设备,包括焊接电极、焊接机、焊接钳等。
2. 清理工作区域:确保焊接区域干净整洁,清除杂物和易燃物,保证操作环境安全。
3. 检查设备状态:检查焊接设备是否正常工作,确保电源稳定,焊接电极连接牢固。
三、操作步骤1. 确定焊接位置和角度:根据焊接要求,确定焊接位置和角度,确保焊接接头的质量。
2. 准备焊接接头:清理焊接接头表面的氧化物和油污,以保证焊接质量。
3. 调整焊接参数:根据焊接材料和焊接接头的要求,调整焊接电流、电压和焊接速度等参数。
4. 进行焊接操作:将焊接电极插入焊接机,将焊接钳夹住焊接接头,按下电源开关开始焊接操作。
保持稳定的焊接速度和均匀的焊接力度,确保焊接接头的质量。
5. 检查焊接质量:焊接完成后,对焊接接头进行外观检查和质量评估。
检查焊缝的焊透性和焊缝的质量,确保焊接质量符合要求。
四、安全注意事项1. 穿戴个人防护装备:进行焊接作业时,必须佩戴焊接面罩、焊接手套、防火服等个人防护装备,确保人身安全。
2. 防止火灾:焊接作业时,周围应清除易燃物,保持工作区域通风良好,防止火灾事故发生。
3. 避免电击:在进行焊接作业前,确保焊接设备的电源已关闭,并断开电源插头,避免电击事故发生。
4. 注意焊接材料的选择:根据焊接要求,选择合适的焊接材料,避免使用不合适的材料导致焊接质量下降。
5. 遵守操作规程:严格按照焊接操作规程进行作业,不得随意更改焊接参数和操作步骤,确保焊接质量稳定可靠。
五、总结本文档提供了焊接作业的详细指导,包括准备工作、操作步骤和安全注意事项等内容。
在进行焊接作业时,务必严格按照指导书的要求进行操作,确保焊接质量和人身安全。
同时,根据实际情况和要求,可以适当调整指导书中的参数和步骤,以满足具体的焊接需求。
单面搭接焊焊接指导书单面搭接焊焊接指导书一、前言单面搭接焊是一种常见的焊接技术,它在建筑、造船、汽车制造等领域有着广泛的应用。
本文旨在为读者提供单面搭接焊的焊接工艺指导,包括焊接前的准备、焊接过程中的操作要点以及焊接后的质量检验。
希望通过阅读本文,读者能够了解并掌握单面搭接焊的焊接技巧,提高焊接质量和效率。
二、关键词单面搭接焊、焊接工艺、焊接位置、焊接前的准备、焊接过程中的操作要点、焊接后的质量检验。
三、引言单面搭接焊是一种在单面焊接双面对接的焊接方法,具有操作简便、适用性广等特点。
在焊接过程中,需要严格控制焊接工艺和操作方法,以确保焊接质量。
本文将详细介绍单面搭接焊的焊接流程,并结合实际案例进行讲解,帮助读者更好地理解和掌握该技术。
四、焊接工艺概述单面搭接焊的焊接工艺流程包括以下几个步骤:1、焊接前的准备:清理焊缝周围的杂质,调整焊接参数,检查焊接设备和工具是否正常。
2、定位焊缝:在待焊接材料的位置上固定夹具,调整焊缝角度,确保焊接位置正确。
3、引弧:点燃电弧,将电弧移动到待焊接材料的边缘,开始送丝。
4、焊接:以一定的速度移动电弧,同时调整送丝速度,以确保焊接熔深和熔敷金属量。
5、熄弧:在完成焊接时,缓慢移动电弧并熄灭,注意避免产生冷缩孔。
6、质量检验:检查焊接表面质量、熔深、熔敷金属量和几何尺寸等,确保符合要求。
五、焊接位置描述单面搭接焊适用于不同焊接位置,如平焊、立焊、横焊和仰焊等。
在焊接过程中,需要根据不同的焊接位置选择合适的焊接工艺和操作方法。
例如,在平焊时,需要将夹具固定在待焊接材料的下方,使焊缝处于水平位置;而在立焊时,则需要将夹具固定在待焊接材料的侧面,使焊缝处于垂直位置。
六、典型案例分析以某桥梁结构为例,采用单面搭接焊技术进行对接缝的焊接。
在焊接过程中,首先清理对接缝周围的杂质,然后使用定位夹具将待焊接材料固定在合适的位置。
根据焊接位置的不同,选择合适的焊接工艺和操作方法。
在完成焊接后,进行质量检验,确保焊接表面质量、熔深、熔敷金属量和几何尺寸等符合要求。
焊接作业指导书引言概述:焊接作业是一项常见而重要的工艺,在各个行业都有广泛的应用。
为了确保焊接作业的效果和安全性,制定一份详细的焊接作业指导书是非常必要的。
本文将从焊接前的准备工作、焊接操作的步骤、焊接质量控制以及焊接后的处理等四个方面,详细介绍焊接作业的指导要点。
一、焊接前的准备工作:1.1 确定焊接材料和焊接方法:在进行焊接作业之前,首先需要明确焊接材料的种类和焊接方法。
根据焊接材料的不同特性和要求,选择合适的焊接方法,例如电弧焊、气焊、激光焊等。
1.2 准备焊接设备和工具:根据焊接方法的选择,准备相应的焊接设备和工具。
例如,电弧焊需要准备焊接机、焊条、焊接面罩等;气焊需要准备气焊设备、氧气和乙炔等。
确保焊接设备和工具的完好性,并进行必要的维护和检查。
1.3 确保焊接环境的安全:在进行焊接作业之前,需要确保焊接环境的安全。
清理焊接区域周围的杂物和易燃物,确保通风良好,以防止火灾和有害气体的产生。
同时,需要佩戴个人防护装备,如焊接手套、防护面罩等,以保护自身安全。
二、焊接操作的步骤:2.1 清洁焊接材料表面:在进行焊接操作之前,需要彻底清洁焊接材料表面,以去除油脂、氧化物等杂质。
可以使用溶剂、钢丝刷等工具进行清洁,确保焊接材料表面的光洁度。
2.2 预热焊接材料:对于某些特殊材料,需要进行预热处理,以提高焊接质量。
预热温度和时间应根据焊接材料的种类和厚度进行合理的选择,并严格控制预热过程中的温度。
2.3 进行焊接操作:根据焊接方法的要求,进行相应的焊接操作。
在进行焊接时,需要控制焊接电流、电压和焊接速度等参数,以确保焊接质量。
同时,需要注意焊接过程中的操作规范和安全事项,避免发生事故。
三、焊接质量控制:3.1 检查焊缝质量:焊接完成后,需要对焊缝进行质量检查。
可以使用目视检查、X射线检测、超声波检测等方法,检测焊缝的质量和缺陷。
如发现焊缝存在裂纹、气孔等问题,应及时进行修复或者重新焊接。
3.2 进行焊后热处理:对于某些焊接材料,需要进行焊后热处理,以消除焊接应力和提高焊接质量。
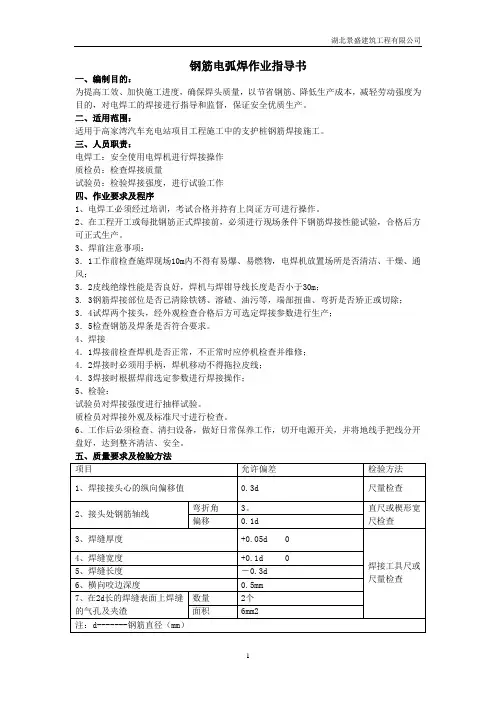
钢筋电弧焊作业指导书一、编制目的:为提高工效、加快施工进度,确保焊头质量,以节省钢筋、降低生产成本,减轻劳动强度为目的,对电焊工的焊接进行指导和监督,保证安全优质生产。
二、适用范围:适用于高家湾汽车充电站项目工程施工中的支护桩钢筋焊接施工。
三、人员职责:电焊工:安全使用电焊机进行焊接操作质检员:检查焊接质量试验员:检验焊接强度,进行试验工作四、作业要求及程序1、电焊工必须经过培训,考试合格并持有上岗证方可进行操作。
2、在工程开工或每批钢筋正式焊接前,必须进行现场条件下钢筋焊接性能试验,合格后方可正式生产。
3、焊前注意事项:3.1工作前检查施焊现场10m内不得有易爆、易燃物,电焊机放置场所是否清洁、干燥、通风;3.2皮线绝缘性能是否良好,焊机与焊钳导线长度是否小于30m;3. 3钢筋焊接部位是否已清除铁锈、溶碴、油污等,端部扭曲、弯折是否矫正或切除;3.4试焊两个接头,经外观检查合格后方可选定焊接参数进行生产;3.5检查钢筋及焊条是否符合要求。
4、焊接4.1焊接前检查焊机是否正常,不正常时应停机检查并维修;4.2焊接时必须用手柄,焊机移动不得拖拉皮线;4.3焊接时根据焊前选定参数进行焊接操作;5、检验:试验员对焊接强度进行抽样试验。
质检员对焊接外观及标准尺寸进行检查。
6、工作后必须检查、清扫设备,做好日常保养工作,切开电源开关,并将地线手把线分开盘好,达到整齐清洁、安全。
五、质量要求及检验方法六.环境控制措施1 工程施工前对环境因素进行识别和评价,按国家、地方政府法律法规进行严格控制,施工中重点做好以下环境因素的控制。
2 下班后配电箱应落闸上锁清扫现场工作面做到工完料净场地清。
3 严禁在易燃易爆或液体扩散区域内进行焊接作业。
4 设备机具定期维修、保养、加大检查力度,违反规定的对责任人进行经济处罚。
七.职业健康安全控制措施1 对从事钢筋焊接施工的班组及有关人员应经常进行安全生产教育,执行现行国家标准《焊接与切割安全》GB9448中有关规定,对氧、乙炔等易燃。
焊接作业指导书一、任务描述本文档旨在为焊接作业提供详细的指导和操作流程,确保焊接作业的安全性、质量和效率。
二、背景信息焊接是一种常见的金属连接工艺,广泛应用于创造业和建造行业。
正确的焊接操作可以确保焊接接头的坚固性和密封性,避免浮现焊接缺陷和安全隐患。
三、操作准备1. 确保焊接设备和工具的完好性和正常工作状态。
2. 准备所需的焊接材料,包括焊条、焊丝、焊剂等。
3. 检查焊接工作区域的环境安全性,确保没有易燃、易爆等危(wei)险物品。
四、操作步骤1. 确定焊接接头的位置和方式,并进行标记。
2. 清洁焊接接头的表面,去除油污、氧化物等杂质。
3. 根据焊接材料的要求,选择合适的焊接电流和电压。
4. 将焊条或者焊丝与焊接工具连接,并调整焊接电流和电压。
5. 开始焊接,保持焊接工具与焊接接头的适当距离,控制焊接速度和角度。
6. 焊接完成后,检查焊接接头的质量,包括焊缝的坚固性和密封性。
7. 如有需要,进行焊接接头的后续处理,如打磨、清洁等。
五、操作注意事项1. 在进行焊接作业前,必须戴上防护眼镜、手套等个人防护装备。
2. 确保焊接区域通风良好,避免吸入有害气体。
3. 在焊接作业过程中,保持专注和稳定的姿式,避免不必要的挪移和干扰。
4. 遵循焊接材料的使用说明,避免超过其额定电流和电压范围。
5. 注意焊接工具的热量,避免烫伤和火灾风险。
六、常见问题解决1. 焊接接头浮现裂纹:可能是焊接速度过快或者焊接温度过高,应适当调整焊接速度和角度。
2. 焊接接头浮现气孔:可能是焊接材料中含有水分或者氧化物,应更换干燥的焊接材料。
3. 焊接接头不坚固:可能是焊接接头表面未清洁干净或者焊接速度过快,应重新清洁焊接接头并调整焊接速度。
4. 焊接接头浮现焊渣:可能是焊接材料的选择不当或者焊接工具的使用不正确,应更换合适的焊接材料并调整焊接工具。
七、安全措施1. 在进行焊接作业前,必须接受相关的安全培训和指导。
2. 确保焊接设备和工具的维护保养工作得到及时、有效的执行。
焊接作业指导书1. 引言焊接是一种常见的金属连接方法,广泛应用于各个行业。
为了确保焊接作业的质量和安全,制定本指导书,以提供详细的焊接作业流程和注意事项。
2. 焊接作业准备2.1 材料准备根据焊接要求,准备所需的金属材料、焊接材料、电极和辅助工具等。
确保材料的质量和规格符合要求。
2.2 设备准备检查焊接设备的工作状态,包括焊接机、电源、气体供应等。
确保设备正常运行,并进行必要的维护和保养。
2.3 环境准备选择适宜的焊接环境,确保通风良好,避免有害气体的积聚。
清理焊接区域,确保没有杂物和易燃物。
3. 焊接作业流程3.1 准备工作戴上适当的个人防护装备,如焊接面罩、手套、防护服等。
确保焊接区域的安全。
3.2 清洁和预处理清洁焊接区域,去除油污、氧化物和杂质等。
根据需要,进行表面处理,如打磨、除锈等。
3.3 焊接位置和夹具根据焊接要求,确定焊接位置和夹具。
确保工件的固定和稳定,以保证焊接质量。
3.4 焊接工艺参数设置根据焊接材料和工件的特性,设置合适的焊接工艺参数,如焊接电流、电压、焊接速度等。
3.5 焊接操作根据焊接工艺要求,采用适当的焊接方法,如手工电弧焊、气体保护焊等。
控制焊接速度和焊接角度,确保焊缝的质量。
3.6 焊后处理焊接完成后,进行必要的焊后处理,如清理焊渣、修整焊缝等。
检查焊缝的质量,确保符合要求。
4. 焊接作业注意事项4.1 安全注意事项在进行焊接作业时,必须遵守相关的安全规定和操作规程。
确保焊接区域的安全,防止火灾和意外事故的发生。
4.2 个人防护戴上适当的个人防护装备,如焊接面罩、手套、防护服等。
避免直接暴露在焊接光弧和有害气体中,保护眼睛、皮肤和呼吸系统。
4.3 环境保护焊接过程中产生的烟尘和有害气体对环境和人体健康有害。
确保焊接区域通风良好,使用适当的排风设备和防护措施。
4.4 焊接设备使用使用焊接设备时,必须熟悉设备的操作方法和安全注意事项。
确保设备正常运行,定期进行维护和检修。
焊接作业指导书一、任务背景为了确保焊接作业的质量和安全,减少事故发生的可能性,提高工作效率,特编写本焊接作业指导书,以指导焊接作业人员进行正确的操作。
二、作业准备1. 确定焊接材料和焊接方法:根据工程要求和材料特性,选择适当的焊接材料和焊接方法。
2. 准备焊接设备和工具:确保焊接设备完好并具备相关检测合格证明,准备焊接工具和辅助设备。
3. 安全措施:提供必要的个人防护装备,如焊接面罩、防护手套、防护鞋等。
确保工作区域通风良好,并设置明显的安全警示标志。
三、焊接操作步骤1. 准备工作:a. 清洁焊接表面:使用适当的清洁剂清洁焊接表面,确保焊接表面无油污、氧化物和其他杂质。
b. 定位和固定工件:根据焊接要求,正确定位和固定工件,保证焊接位置准确。
c. 准备焊接材料:根据焊接方法和要求,准备好所需的焊丝、焊条等焊接材料。
2. 焊接操作:a. 确定焊接电流和电压:根据焊接材料和工件的要求,设置合适的焊接电流和电压。
b. 开始焊接:将电极或者焊丝与工件接触,开始焊接。
焊接时要保持稳定的手持姿式,控制好焊接速度和焊接角度。
c. 焊接顺序:根据焊接设计要求,按照预定的焊接顺序进行焊接,确保焊接质量和强度。
d. 焊接质量检查:焊接完成后,对焊缝进行质量检查,包括焊缝的外观、尺寸、焊缝的强度等。
3. 焊接后处理:a. 清理焊渣:焊接完成后,及时清理焊渣,保持焊缝的整洁。
b. 修整焊缝:根据需要,对焊缝进行修整,确保焊缝的平整度和外观质量。
c. 防护处理:对焊接完成的工件进行防护处理,如喷涂防锈涂料、进行表面处理等。
四、安全注意事项1. 焊接操作人员必须具备相关的焊接技能和操作经验,严禁无证焊工进行焊接作业。
2. 在进行焊接作业前,必须对焊接设备进行全面检查,确保设备正常运行。
3. 在焊接作业过程中,必须佩戴个人防护装备,如焊接面罩、防护手套、防护鞋等。
4. 焊接作业现场必须保持通风良好,防止有害气体积聚。
5. 焊接作业现场必须设置明显的安全警示标志,禁止无关人员挨近。
焊接作业指导书一、背景介绍焊接是一种常见的金属连接方法,广泛应用于各个行业和领域。
为了确保焊接作业的质量和安全,制定一份详细的焊接作业指导书是非常必要的。
本文将针对焊接作业进行详细介绍和指导。
二、焊接作业流程1. 准备工作a. 确保焊接设备和工具的完好性,如焊机、电极、钳子等。
b. 检查焊接材料的质量和规格,如焊条、焊丝等。
c. 清理焊接区域,确保无杂物和油污。
2. 焊接准备a. 根据焊接要求选择合适的焊接方法,如手工电弧焊、气体保护焊等。
b. 根据焊接要求选择合适的焊接材料,如钢材、铝材等。
c. 对焊接材料进行预处理,如除锈、打磨等。
3. 焊接操作a. 根据焊接要求设置合适的焊接参数,如电流、电压、焊接速度等。
b. 进行焊接操作,确保焊接电弧稳定、焊缝均匀。
c. 注意焊接过程中的安全事项,如佩戴防护眼镜、手套等。
4. 焊接质量检验a. 检查焊接接头的外观质量,如焊缝的均匀性、焊渣的清除等。
b. 进行焊缝的无损检测,如超声波检测、射线检测等。
c. 根据焊接要求进行力学性能测试,如拉伸试验、冲击试验等。
5. 焊后处理a. 清理焊接区域,确保无焊渣和杂物。
b. 进行焊接接头的后处理,如打磨、喷漆等。
c. 记录焊接作业的相关数据,如焊接参数、焊接时间等。
三、安全注意事项1. 确保焊接作业区域通风良好,避免有害气体积聚。
2. 佩戴合适的个人防护装备,如防护眼镜、手套、防护服等。
3. 确保焊接设备和电源的接地良好,避免电击事故。
4. 注意焊接材料的存放和处理,避免引起火灾和爆炸。
5. 紧急情况下,立即切断电源并寻求专业人员的帮助。
四、常见问题及解决方法1. 焊接接头出现裂纹或变形解决方法:调整焊接参数,如焊接速度、电流等;加强焊接预热和后处理。
2. 焊接电弧不稳定解决方法:检查焊接电源和电极的连接是否良好;更换新的焊接电极。
3. 焊接材料与基材不相容解决方法:选择合适的焊接材料;进行焊前试样焊接,测试焊接质量。
焊接作业指导书一、任务描述:本文档旨在提供焊接作业的详细指导,包括焊接前的准备工作、焊接过程的操作步骤、注意事项以及焊后的处理方法。
通过本指导书,操作人员可以准确、安全地进行焊接作业。
二、焊接前的准备工作:1. 确定焊接材料和焊接方法:根据工程要求和材料特性,选择合适的焊接材料和焊接方法。
2. 准备焊接设备:检查焊接设备的完好性,确保焊接机、电源、电缆等设备正常工作。
3. 确保焊接环境安全:清理焊接区域,确保周围环境无易燃物和易爆物,保证操作人员的安全。
4. 确认焊接位置和角度:根据工程图纸和要求,确定焊接位置和角度,做好标记。
三、焊接操作步骤:1. 检查焊接设备:确认焊接设备的电源是否正常,焊接电缆是否连接牢固,焊接枪是否完好。
2. 准备焊接材料:根据焊接方法,准备好焊条、焊丝等焊接材料,确保其质量符合要求。
3. 清理焊接区域:使用刷子、砂纸等工具清理焊接区域的杂质和氧化物,保证焊接接头的质量。
4. 调整焊接设备参数:根据焊接材料和焊接方法,调整焊接设备的电流、电压和速度等参数。
5. 进行焊接:将焊接枪对准焊接位置,按下电源开关,开始焊接。
根据焊接方法的要求,进行均匀的焊接动作,保持适当的焊接速度。
6. 检查焊接质量:焊接完成后,使用目视检查和非破坏性检测方法,检查焊缝的质量和连接强度。
7. 记录焊接参数:将焊接过程中的参数记录下来,以备后续分析和追溯。
四、注意事项:1. 安全第一:在进行焊接作业时,操作人员应穿戴好防护设备,如焊接面罩、焊接手套、防护服等,确保自身安全。
2. 防止火灾:焊接过程中应注意防止火花飞溅,确保周围环境无易燃物和易爆物,必要时采取防火措施。
3. 防止电击:操作人员在接触焊接设备时,应确保设备处于断电状态,避免发生电击事故。
4. 控制焊接温度:焊接过程中应控制焊接温度,避免焊接过热或过冷,影响焊接质量。
5. 避免气体中毒:在焊接过程中,产生的烟尘和有害气体可能对操作人员造成伤害,应确保良好的通风条件,必要时佩戴防毒面具。
焊接作业指导书一、任务概述本文档旨在提供焊接作业的详细指导,包括焊接前的准备工作、焊接过程中的操作步骤以及焊接后的处理措施。
通过本指导书,操作人员可以准确、安全地完成焊接作业。
二、焊接前的准备工作1. 确定焊接材料和方法:根据工程需求,选择合适的焊接材料和焊接方法,如电弧焊、气焊、激光焊等。
2. 检查焊接设备:确保焊接设备的正常运行,并进行必要的维护保养。
3. 准备焊接材料:根据焊接要求,准备好焊条、焊丝、气体等焊接材料,并进行检查。
4. 检查焊接工件:对待焊接的工件进行检查,确保其表面无油污、氧化物等杂质,以保证焊接质量。
三、焊接操作步骤1. 搭建焊接平台:根据工件的形状和大小,搭建稳固的焊接平台,并确保其水平度。
2. 调整焊接设备:根据焊接材料和焊接方法,调整焊接设备的电流、电压、气体流量等参数。
3. 焊接准备:将焊接材料准备好,并根据需要进行预热处理。
4. 焊接操作:根据焊接方法,将焊条或者焊丝与工件接触,控制焊接速度和焊接角度,确保焊缝质量。
5. 检查焊接质量:焊接完成后,对焊缝进行质量检查,包括焊缝的外观、尺寸、强度等指标。
6. 记录焊接参数:记录每次焊接的参数,包括焊接设备的设置、焊接材料的规格、焊接速度等,以备后续参考。
四、焊接后的处理措施1. 清理焊接残渣:将焊接过程中产生的焊渣、氧化物等残渣清理干净,以免影响工件的表面质量。
2. 进行后续处理:根据工程需求,对焊接工件进行后续处理,如抛光、喷漆等,以提高其外观质量。
3. 检验焊接质量:对焊接后的工件进行质量检验,确保焊缝的强度、密封性等指标符合要求。
4. 记录焊接结果:将焊接结果进行记录,包括焊接质量、焊接工艺参数、操作人员等信息,以备后续参考和追溯。
五、安全注意事项1. 穿戴个人防护装备:在焊接作业中,操作人员应穿戴防护手套、面罩、防火服等个人防护装备,以防止火花飞溅和烟尘对人身安全的影响。
2. 保持通风良好:焊接作业会产生一定的有害气体和烟尘,应确保作业场所通风良好,避免对操作人员的健康造成影响。
焊接作业指导书一、任务描述本指导书旨在提供焊接作业的详细步骤和操作要点,以确保焊接工作的质量和安全。
本指导书适用于各种焊接方法,包括电弧焊、气体保护焊、激光焊等。
二、准备工作1. 确定焊接材料和焊接方法。
2. 检查焊接设备和工具的完好性。
3. 准备焊接材料,包括焊丝、焊剂等。
4. 确保焊接区域干净,无杂物和油污。
三、焊接步骤1. 检查焊接设备和工具的接地是否良好。
2. 根据焊接要求设置焊接设备的电流、电压等参数。
3. 将焊接材料固定在焊接位置。
4. 进行预热处理,确保焊接材料达到适宜的温度。
5. 开始焊接,保持稳定的焊接速度和均匀的焊接压力。
6. 定期检查焊接质量,确保焊缝的均匀性和密实性。
7. 根据需要进行二次焊接或修补焊接。
四、安全注意事项1. 确保焊接区域通风良好,避免吸入有害气体。
2. 使用个人防护装备,包括焊接面罩、手套、防护服等。
3. 避免焊接过程中的触电风险,确保设备接地良好。
4. 注意火灾防范,将易燃物品远离焊接区域。
5. 焊接完成后,及时关闭焊接设备并进行清理工作。
五、常见问题及解决方法1. 焊接过程中出现焊缝不均匀的情况,可能是焊接速度过快或焊接压力不均匀,应调整焊接速度和压力。
2. 焊接材料出现脱落或裂纹,可能是焊接温度过高或焊接速度过慢,应调整焊接参数。
3. 焊接过程中出现飞溅现象,可能是焊接材料含水分过高或表面有油污,应将焊接材料干燥并清洁焊接区域。
4. 焊接质量不达标,可能是焊接设备故障或操作不当,应检查设备并重新进行焊接。
六、质量控制和验收标准1. 焊接质量应符合相关标准和要求。
2. 焊接缺陷、裂纹、气孔等不得超过规定的允许范围。
3. 焊接强度、密实性等物理性能应满足要求。
4. 进行焊缝外观检查,确保焊缝平整、无凹凸不平。
七、附录1. 焊接设备操作手册。
2. 焊接材料的技术规格书。
3. 焊接质量检测方法和标准。
以上为焊接作业的详细指导书,希望能对您的焊接工作提供帮助。
单面搭接焊焊接作业指导书一、施工准备(一)作业条件1、焊工必须持证上岗。
2、作业现场要有安全防护、防火、通风措施、防止发生触电、火灾、中毒及烧伤等事故。
3、电源采用380v。
4、正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3个模拟试件,做拉伸试验。
经试验合格后,方可参加施工作业。
5、熟悉图纸,做好技术交底。
(二)材料及主要机具:1、钢筋:①钢筋的级别(HRB400)、直径必须符合设计要求,有出场证明书及复试报告单。
②钢筋焊接施工前,应清除钢筋焊接部位和与电极接触的钢筋表面上的锈斑油污、杂物等,钢筋端部若有弯折、扭曲时,应予以矫正或切除。
2、焊条:①焊条采用E50型焊条,焊条有出厂合格证。
②焊条必须根据焊条说明书的要求烘干后才能使用。
③药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。
④焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。
(三)工器具主要工器具有:电焊机、电缆、电焊钳、面罩等。
二、质量要求单面搭接焊焊头外观质量要求1、焊缝表面应平整,不得有凹陷或焊瘤。
2、接头区域不得有裂纹。
3、Ⅲ级钢的单面焊搭接长度要大于或等于10d。
4、搭接时,钢筋应预弯,以保证两钢筋的轴线在同一轴线上。
5、钢筋接头的焊缝厚度h应不小于0.3d,焊缝宽度b不小于0.7d。
三、工艺流程检查设备→选择焊接参数→试焊、做模拟焊件→送试→确定焊接参数→施焊→清渣→质量检查1、检查电源、焊机及工具。
焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
2、选择焊接参数。
根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。
3、试焊、做模拟试件。
在每批钢筋正式焊接前,应焊接3个模拟试件做拉力试验,经试验合格后,方可按确定的焊接参数成批生产。
四、操作工艺1、本工程使用Ⅲ级钢筋,采用单面搭接焊。
2、Ⅲ级钢的单面焊搭接长度要大于或等于10d。
新景矿配件库、机修车间、煤质采样中心钢筋搭接焊施工作业指导书一、施工准备1、钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单,钢筋焊接采用单面搭接焊进行连接,搭接长度为10d。
2、焊条牌号符合设计规定,有合格证。
焊条声音必须根据焊条说明书规定使用。
3、电焊机、焊接电缆、电焊钳、面罩等工具均已齐备。
4、电源符合要求。
5、现场安全防护、防火、通风良好。
6、焊工必须持合格证上岗。
二、操作工艺检查设备——选择确定焊接参数——施焊——质量检查1、检查电源、焊件及焊接工具。
焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
2、选择、确定焊接参数。
根据钢筋级别、直径、接头形式和焊接位置,选择焊条。
焊件试验合格后在正式焊接。
(1)焊条的选择:本工程焊接钢筋为罗纹钢,焊条选用THJ422型焊条。
直径选择见(2)。
(2)焊接电流的选择:3、施焊A、引弧:在搭接钢筋的一端开始,收弧要在钢筋的端头上,弧坑要填满,第一层焊缝要有足够的熔剂。
B、定位:搭接焊时,用两点固定,定位焊缝离搭接端部20mm以上。
主焊缝与定位焊缝、及定位焊缝的始端于终端,要熔合良好。
C、搭接焊前,钢筋要予弯,以保证两钢筋的轴线在一条轴线上。
D、接头焊缝厚度h不应小于主筋直径的0.3倍,焊缝宽度b不应小于主筋直径的0.7倍.三、质量标准1、钢筋的品种和质量、焊条的牌号、性能必须符合设计要求和有关标准的规定。
2、钢筋焊接接头的位置、数量符合设计和施工验收规范的规定。
3、焊接头的强度检验必须合格。
成品每批切取3个接头进行抗拉实验,300个同类型接头为一个检验批,不足300个仍为一批。
4、焊接表面平整,不得有较大的凹陷、焊瘤。
5、接头处不得有裂纹。
6、尺寸偏差及缺陷允许值a、接头处钢筋轴线的偏移0.1d且不大于3mm.b、焊缝厚度+0.05d,0。
单面搭接焊焊接作业指导书
一、施工准备
(一)作业条件
1、焊工必须持证上岗。
2、作业现场要有安全防护、防火、通风措施、防止发生触电、火灾、中毒及烧伤等事故。
3、电源采用380v。
4、正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3个模拟试件,做拉伸试验。
经试验合格后,方可参加施工作业。
5、熟悉图纸,做好技术交底。
(二)材料及主要机具:
1、钢筋:
①钢筋的级别(HRB400)、直径必须符合设计要求,有出场证明书及复试报告单。
②钢筋焊接施工前,应清除钢筋焊接部位和与电极接触的钢筋表面上的锈斑油污、杂物等,钢筋端部若有弯折、扭曲时,应予以矫正或切除。
2、焊条:
①焊条采用E50型焊条,焊条有出厂合格证。
②焊条必须根据焊条说明书的要求烘干后才能使用。
③药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。
④焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。
(三)工器具
主要工器具有:电焊机、电缆、电焊钳、面罩等。
二、质量要求
单面搭接焊焊头外观质量要求
1、焊缝表面应平整,不得有凹陷或焊瘤。
2、接头区域不得有裂纹。
3、Ⅲ级钢的单面焊搭接长度要大于或等于10d。
4、搭接时,钢筋应预弯,以保证两钢筋的轴线在同一轴线上。
5、钢筋接头的焊缝厚度h应不小于0.3d,焊缝宽度b不小于0.7d。
三、工艺流程
检查设备→选择焊接参数→试焊、做模拟焊件→送试→确定焊接参数→施焊→清渣→质量检查
1、检查电源、焊机及工具。
焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
2、选择焊接参数。
根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。
3、试焊、做模拟试件。
在每批钢筋正式焊接前,应焊接3个模拟试件做拉力试验,经试验合格后,方可按确定的焊接参数成批生产。
四、操作工艺
1、本工程使用Ⅲ级钢筋,采用单面搭接焊。
2、Ⅲ级钢的单面焊搭接长度要大于或等于10d。
3、搭接焊的焊缝厚度h不应小于0.3d,焊缝宽度b不小于0.7d。
4、搭接焊时,钢筋应预弯,以保证两钢筋的轴线在同一轴线上。
弯折角度控制:单面焊1:10,双面焊1:5。
5、搭接焊时,先在离端部20mm以上部位焊接两个定位焊缝。
6、接焊时,引弧应在搭接钢筋形成焊缝的一端开始,收弧应在搭接钢筋的端头上。
弧坑应填满,第一层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合良好,不得烧伤主筋。
五、施工过程中钢筋电弧焊接头的力学性能检验
以300个同接头型式、同钢筋级别的接头作为一个验收批,不足300个接头,仍作为一批。
每批应随机从成品中切去3个试件作拉伸试验。
六、成品保护
注意对已绑扎好的钢筋骨架的保护,不乱踩乱拆,不粘油污,在施工中拆乱的骨架要认真修复,保证钢筋骨架中各种钢筋位置正确。
七、应注意的质量问题
1、钢筋轴线偏移,以及钢材表面质量情况,不符合要求时不得焊接。
2、搭接线应与钢筋接触良好,不得随意乱搭,防止打弧。
3、引弧应在形成焊缝部位,不得随意引弧,防止烧伤主筋。
4、休息期间要断开电源,以避免焊条接触钢筋发生电弧,烧伤钢筋。
5、根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径和焊接电流,保证焊缝与钢筋熔合良好。
6、焊接过程中及时清渣,焊缝表面光滑平整,焊缝美观,加强焊缝应平缓过渡,弧坑应填满。
八、质量验收
钢筋焊接质量检查,必须符合行业标准《钢筋焊接及验收规程》(JGJ18-96)和《钢筋焊接接头试验方法标准》(JGJ/27--2001)的规定。