吸收塔自动控制工艺方案设计
- 格式:docx
- 大小:36.93 KB
- 文档页数:3
![糖厂烟气脱硫自动控制系统设计[论文]](https://uimg.taocdn.com/1f2d5b41e45c3b3567ec8b4b.webp)
糖厂烟气脱硫自动控制系统的设计摘要:我国有不少企业引入了脱硫系统,但其缺陷在于自动化水平不够高,本文针对烟气脱硫工艺进行研究,在此基础上从入口压力控制、吸收塔二氧化硫脱除率、石膏脱水、石灰石浆液密度、吸收塔液位等方面阐述了自动控制系统的功能与原理,使之适合生产过程的实际需求,在很大程度上减少了烟气脱硫的工作量。
关键词:糖厂烟气脱硫自动控制系统1、引言随着国家集约型经济理念的日渐深入和环保要求的提升,不少耗煤企业开始重视生产过程中三废治理装置的配备与使用。
为实现制糖企业循环经济的发展和综合效益的提升,一些规模大的糖厂已经在立项技改项目,投资技改环保工程建设及配套工程,其中最重要的就是烟气脱硫工程。
我国的煤资源储量非常丰富,我国的一次能源来源中,煤炭占据主要地位,达四分之三以上。
由于能源结构的不合理,对煤资源使用过于偏重,导致我国环境污染问题日益严重。
煤炭通过燃烧转换为能量,其间排出二氧化硫等气体,严重影响了环境空气质量,所以糖厂的燃煤锅炉烟气脱硫除尘改造工程就显得至关重要。
当前,我国有不少企业均引入了脱硫系统,但其缺陷在于自动化水平不够高,难以达到预期的调节品质。
所以如何设计一套自动化程度高的烟气脱硫控制系统,是一个亟待解决的问题。
本文针对烟气脱硫工艺进行研究,在此基础上从入口压力控制、吸收塔so2脱除率、石膏脱水、石灰石浆液密度、吸收塔液位等方面阐述了自动控制系统的功能与原理。
本文对于蔗糠煤粉锅炉烟气脱硫装置技改工程项目具有很好的借鉴意义。
2 、烟气脱硫自动控制系统设计2.1 自动控制系统框架设计下图所示即为本研究所设计构建的基于工控机和plc的烟气脱硫自动控制系统。
图:基于工控机和plc的烟气脱硫自动控制系统图中,系统上位机选择的是西门子工控机,选用工控机的目的是增强抗干扰能力;数据处理功能需要通过上位机和下位机的密切配合来实现,因而本研究选取的下位机是西门子plc。
上下位机之间的通讯则通过适配器实现。
吸收塔自动控制工艺设计吸收塔自动控制工艺设计一、引言吸收塔是一种常见的化工设备,用于气体与液体之间的质量传递过程。
为了提高吸收效率和操作安全性,自动控制系统在吸收塔中的应用变得越来越重要。
本文将详细介绍吸收塔自动控制工艺设计。
二、工艺流程1. 原料气体进入吸收塔顶部,并与吸收剂接触。
2. 在吸收剂中发生物理或化学反应,将目标组分从气相转移到液相。
3. 液相流向底部,经过分离器分离出产物和废气。
4. 废气排出系统。
三、自动控制策略1. 控制目标:保持吸收剂浓度和温度在设定范围内,以及实现目标组分的高效传质。
2. 控制参数:- 吸收剂流量:根据进料气体流量和目标组分浓度确定合适的吸收剂流量。
- 吸收剂浓度:根据反应速率和传质效果要求,调节进料和排出流量来控制吸收剂浓度。
- 吸收塔压力:根据设备和操作要求,保持吸收塔内部压力稳定。
- 吸收剂温度:通过加热或冷却措施来维持吸收剂温度在适宜范围内。
- 废气排放浓度:根据环保要求,控制废气中目标组分的浓度。
四、自动控制系统1. 测量与传感器:- 气体流量计:用于测量进料气体流量。
- 液位计:用于监测吸收剂液位,以调节进料和排出流量。
- 温度传感器:用于测量吸收塔内部的温度变化。
- 压力传感器:用于监测吸收塔内部的压力变化。
2. 控制器:- 流量控制器:根据进料气体流量和目标组分浓度设定值,调节吸收剂流量控制阀的开度。
- 液位控制器:根据吸收剂液位设定值,通过调节进料和排出流量控制阀来维持液位平衡。
- 温度控制器:根据吸收剂温度设定值,控制加热或冷却设备的操作。
- 压力控制器:根据吸收塔压力设定值,调节进料和排出流量控制阀的开度。
- 废气排放控制器:根据废气中目标组分浓度设定值,调节废气排放系统的操作。
3. 执行器:- 流量控制阀:根据流量控制器的信号,调节吸收剂流量。
- 液位控制阀:根据液位控制器的信号,调节进料和排出流量。
- 加热或冷却设备:根据温度控制器的信号,进行加热或冷却操作。
脱硫脱硝工程吸收塔基础施工方案一、工程概况脱硫脱硝是一种对燃烧工况进行调整,通过引进一个较强的氧化剂,使燃烧副产物中的硫和氮转化成SO2和NOx,再通过吸收塔进行吸收处理,从而达到减少对大气环境的污染的目的。
吸收塔是此工程的核心设备,其基础施工方案必须保证其结构稳固,且能够适应长期稳定运行的要求。
二、施工要点1.基础设计:根据吸收塔设备的吨位、高度等参数进行合理的基础设计,保证其能够承受设备的荷载,同时考虑到不同地质条件和气候环境对基础的影响;2.地质勘察:进行详细的地质勘察,分析地下水位、地质构造、土层性质等情况,为基础施工提供科学的参考依据;3.基础施工:根据设计要求,采取适当的基础施工方法,如挖土、浇筑混凝土等,确保基础的稳固性;4.基础防水:由于吸收塔所处环境较为恶劣,基础施工中应考虑防水措施,如使用防水材料进行涂覆、填缝等;5.基础检验:基础施工完毕后,需要进行基础的各项检验,如承载力试验、沉降观测等,确保基础的质量符合设计要求。
三、施工流程1.基础设计:依据吸收塔的参数进行合理的基础设计,包括基础类型、尺寸等。
2.地质勘察:进行详细的地质勘察,包括地下水位、地质构造、土层性质等。
3.基础施工准备:清理施工现场,搭建施工临时设施,准备施工所需的机械设备和材料。
4.基础施工:依据设计要求,进行基础的施工,包括开挖基坑、处理土层、浇筑混凝土等。
5.基础防水:基础施工完成后,进行基础的防水处理,选用适当的防水材料进行涂覆、填缝等。
6.基础检验:基础施工完毕后,进行基础的各项检验,包括承载力试验、沉降观测等,确保基础质量符合设计要求。
四、施工注意事项1.施工过程中应严格按照设计要求进行施工,避免偏离设计参数;2.施工现场应有专业的监理人员进行现场监督,确保施工质量;3.施工过程中应注意安全,做好防护措施,如穿戴安全帽、手套等;4.施工过程中应注意环境保护,避免对周围环境造成污染;5.施工结束后应对现场进行清理,清除施工余料和废弃物,保持环境的整洁。
丙酮填料吸收塔课程设计一、教学目标本课程旨在通过丙酮填料吸收塔的学习,让学生掌握其基本原理、结构特点以及应用领域。
具体目标如下:1.知识目标:a.了解丙酮填料吸收塔的定义、工作原理和分类;b.掌握丙酮填料吸收塔的设计计算方法和操作要点;c.熟悉丙酮填料吸收塔在化工、环保等领域的应用。
2.技能目标:a.能够运用所学知识对丙酮填料吸收塔进行简单的设计和计算;b.具备分析丙酮填料吸收塔操作过程中可能出现的问题的能力;c.学会使用相关软件对丙酮填料吸收塔进行模拟和优化。
3.情感态度价值观目标:a.培养学生对化工工艺和环保领域的兴趣,增强其社会责任感;b.培养学生严谨治学、勇于创新的精神;c.使学生认识到丙酮填料吸收塔技术在现代工业中的重要性,提高其学习的积极性。
二、教学内容本课程的教学内容主要包括以下几个部分:1.丙酮填料吸收塔的基本原理:介绍丙酮填料吸收塔的工作原理、分类及特点。
2.丙酮填料吸收塔的设计计算:讲解丙酮填料吸收塔的设计计算方法,包括塔径、塔高、填料层参数等。
3.丙酮填料吸收塔的操作要点:介绍丙酮填料吸收塔的操作流程、注意事项及故障处理。
4.丙酮填料吸收塔的应用领域:讲解丙酮填料吸收塔在化工、环保等领域的应用实例。
5.案例分析:分析实际工程中丙酮填料吸收塔的应用案例,加深学生对理论知识的理解。
为了提高教学效果,本课程将采用以下教学方法:1.讲授法:系统地传授丙酮填料吸收塔的基本原理、设计计算方法、操作要点等知识。
2.案例分析法:通过分析实际工程案例,使学生更好地理解和掌握丙酮填料吸收塔的应用。
3.实验法:学生进行丙酮填料吸收塔的实验操作,培养学生的动手能力和实际问题解决能力。
4.讨论法:鼓励学生积极参与课堂讨论,提高其思维能力和团队协作能力。
四、教学资源为了支持本课程的教学,我们将准备以下教学资源:1.教材:《化工工艺学》、《环保工程》等。
2.参考书:丙酮填料吸收塔相关的研究论文、技术手册等。
丙酮吸收塔技术方案
在化工生产中,丙酮是一种常用的有机溶剂,其吸收塔技术方案对生产过程起着至关重要的作用。
丙酮吸收塔主要用于从气相中吸收丙酮,以实现气液相质量传递和分离。
设计一个高效的丙酮吸收塔技术方案,可以提高生产效率和产品质量,降低生产成本,保护环境。
首先,丙酮吸收塔的设计需要充分考虑生产工艺参数和原料气体的性质。
根据实际情况确定吸收剂的种类和浓度,以及丙酮在气相中的浓度和流量。
同时,还需要考虑塔内填料的选择和塔板的布置,确保气液接触充分、传质效果好。
其次,丙酮吸收塔技术方案还需要考虑操作条件和控制系统。
合理的操作条件可以提高吸收效率,降低能耗。
控制系统应能够实时监测塔内气相和液相的流量、温度和压力等参数,实现自动化控制和调节。
另外,丙酮吸收塔的安全性和稳定性也是设计方案需要重点考虑的问题。
需要保证塔内气体不泄漏,液体不外溢,以及避免因操作失误或突发情况引发的安全事故。
在设计方案中要充分考虑安全阀、泄压装置等安全设施的设置,确保生产过程安全可靠。
总的来说,丙酮吸收塔技术方案的设计需要综合考虑工艺参数、操作条件、控制系统、安全性等多个方面的因素。
通过科学合理的设计,可以实现丙酮吸收过程的高效、安全、稳定运行,为化工生产提供有力的保障。
同时,也可以为环保节能做出积极贡献。
希望未来在丙酮吸收塔技术方案的研发和应用中,能够不断完善和提升,为工业生产和社会发展做出更大的贡献。
吸收塔浆液pH值的重要性及自动控制逻辑优化摘要:吸收塔浆液pH值是石灰石湿法脱硫系统的重要运行参数,作用尤为重要,如实现自动控制逻辑的优化,将很好地实现吸收塔浆液pH投入自动化。
关键词:吸收塔浆液pH 自动控制逻辑优化一、吸收塔浆液pH值的重要性在实际运行中,吸收塔浆液pH值是石灰石湿法脱硫系统的重要运行参数。
pH值反应了浆液中CaCO3、CaSO3·1/2H2O以及C aSO4·2 H2O含量以及溶解度,对脱硫效率影响很大。
随着浆液pH值的升高,脱硫效率呈上升趋势,这是因为pH值升高,吸收塔浆液中含有的CaCO3 含量也相应增加,液相传质系数增大。
SO2的吸收速率增大,有助于脱硫效率的提高。
但是,随着pH值的不断升高,浆液中也随着CaSO3 ·1/2H2O增加,并在石灰石颗粒表面形成一层液膜,液膜中CaSO3 ·1/2H2O析出并沉积在石灰石颗粒表面,形成一层外壳,使得石灰石颗粒表面钝化。
钝化的外壳阻碍了石灰石的继续溶解,抑制了吸收反应的进行。
如果pH值降低到一定程度,会对吸收塔内壁造成一定的腐蚀,因此控制好吸收塔浆液pH值非常重要,正常范围是4.6-5.8。
二、吸收塔浆液自动控制逻辑优化沧东公司脱硫系统自投产以来,从来没有实现吸收塔浆液pH投入自动化。
主要原因为基建调试期所设计的逻辑不合理,无法实现投入自动。
原逻辑是基于单回路调节,前馈加反馈原理设计的。
被调量是吸收塔浆液pH值,调节量为供浆调门。
吸收塔浆液pH值与设定值进行比较,其差值送到调节控制块与前馈FGD入口烟气SO2浓度相叠加,来控制石灰石供浆调门的开度。
缺点为:吸收塔内体积很大,浆液很多,导致浆液pH值变化很慢,也就是说阀门不断的开大或关小,浆液pH值也不能够很快的升高或降低。
而FGD入口烟气SO2浓度相比浆液pH值变化要快的多,当浆液pH值达到设定值后,入口烟气SO2浓度早已不是设定时的浓度,这样吸收塔内的浆液会出现供应不足或过剩的情况,导致脱硫效率低或太高。
吸收、吸附单元操作机械化、自动化设计方案指南1 范围本文件提供了吸收、吸附单元实现机械化、自动化操作的技术指导方案。
本文件适用于化工行业吸收、吸附单元及该单元操作所用设备的机械化、自动化改造与设计方案的确定。
2 规范性引用文件本文件没有规范性引用文件。
3 术语和定义下列术语和定义适用于本文件。
3.1吸收单元操作absorption unit operation利用气体混合物中各个组分在液体中溶解度的差异,对气体混合物进行有效分离的操作过程。
3.2吸附单元操作adsorption unit operation利用流体混合物中各个组分在不同介质表面吸附性能的差异,对流体混合物中各组分进行有效分离的操作过程。
4 一般要求4.1 用于检测吸收、吸附单元操作过程控制参数(如液位、流量、温度、压力、组分浓度、压差等)的仪表以及现场执行机构(如开关阀、调节阀等)应具备信号远传功能,远传信号应传送至控制室集中显示,控制系统应根据仪表检测信号设置相应的报警值或联锁值:各种检测仪表宜与现场相对应的执行机构构成自动调节控制回路或联锁控制回路。
4.2 吸收单元中的吸收塔塔釜或吸收液出料管线宜设置吸收液密度检测仪表(或具备密度检测功能的质量流量检测仪表、在线浓度检测仪等),实现吸收液组成的自动检测。
控制系统应根据吸收液密度检测仪表(或具备密度检测功能的质量流量检测仪表、在线浓度检测仪等)信号设置相应的报警值或联锁值:各种检测仪表宜与现场相对应的执行机构构成自动调节控制回路或联锁控制回路。
4.3 吸收、吸附单元操作中使用的动力设备(如泵、风机、真空泵等)应实现远程停止功能,宜实现远程启动功能。
4.4 对于有特殊要求的吸收、吸附单元,自动调节控制回路和联锁控制回路的具体构成方式及检测仪表、执行机构、设备等的选型应根据所涉工艺、设备、安全等方面的特殊要求确定。
4.5 对于甲乙类、腐蚀物、爆炸物、忌水、忌空气等有特殊要求的介质,应根据物料特性从本质安全角度出发设置相关保护措施。

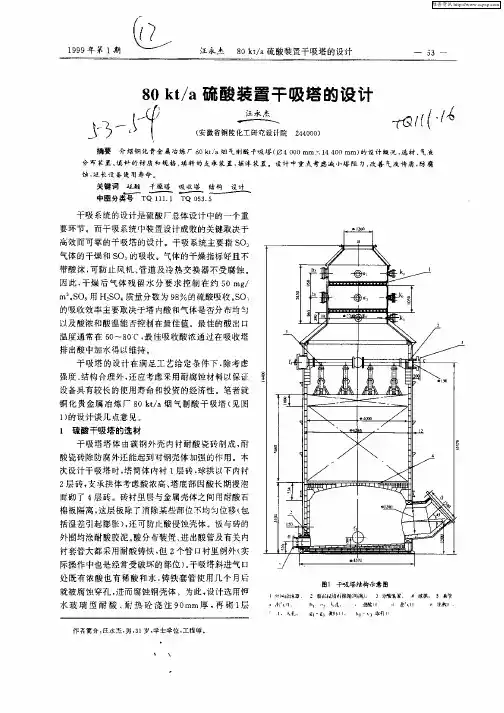
“循环流化床吸收塔( CFB-FGD)”工艺进行烟气脱硫技术摘要:干法烟气脱硫装置所采用的技术是在引进国外先进的干法脱硫工艺循环流化床干法烟气脱硫(CFB-FGD)技术的基础上经不断完善、改进,形成了适合我国国情的干法脱硫技术,它具有结构简单、运行可靠、脱硫效率高(大于90%)、投资小的特点。
循环流化床烟气干法脱硫技术是目前商业应用中单塔处理能力最大、脱硫综合效益最优越的唯一一种干法烟气脱硫技术。
关键词:干法烟气脱硫;循环流化床吸收塔(CFB-FGD);烟气脱硫技术脱硫反应塔内的气固最大滑落速度是否能在不同的烟气负荷下始终得以保持不变,是衡量一个循环流化床干法脱硫工艺先进与否的一个重要指标,也是一个鉴别干法脱硫能否达到较高脱硫率的一个重要指标。
喷入的用于降低烟气温度的水[1],以激烈湍动的、拥有巨大的表面积的颗粒作为载体,在塔内得到充分的蒸发,保证了进入后续除尘器中的灰具有良好的流动状态。
由于流化床中气固间良好的传热、传质效果[2],绝大部分SO2得以去除,加上排烟温度始终控制在高于露点温度20℃以上,因此排烟不需要再加热,同时系统无需采取特殊的防腐处理。
净化后的含尘烟气从吸收塔顶部侧向排出,然后转向进入脱硫除尘器[3],再通过引风机排入烟囱。
经除尘器捕集下来的固体颗粒,通过除尘器下的再循环系统,返回吸收塔继续参加反应,如此循环,多余的少量脱硫灰渣通过物料输送至脱硫灰仓内,再通过罐车运出厂外综合利用。
在循环流化床吸收塔中,Ca(OH)2与烟气中的SO2和几乎全部的SO3,HCl,HF等,完成化学反应,主要化学反应方程式如下:Ca(OH)2+ SO2=CaSO3·1/2 H2O +1/2 H2OCa(OH)2+ SO3=CaSO4·1/2 H2O +1/2 H2OCaSO3·1/2 H2O+ 1/2O2=CaSO4·1/2 H2OCa(OH)2+ CO2=CaCO3 + H2OCa(OH)2+ 2HCl=CaCl2·2H2O(~75℃)(强吸潮性物料)2Ca(OH)2+ 2HCl=CaCl2·Ca(OH)2·2H2O(>120℃)Ca(OH)2+ 2HF=CaF2 + 2H2O(从上述化学反应方程式可以看出,Ca(OH)2应尽量避免在75℃左右与HCl 反应)具有以下工艺及结构特点:1)去除重金属、有机污染物等有害物质利用吸附剂及塔内物料的巨大比表面积,使烟气中的重金属、有机污染物(主要是二噁英(PCDD)和呋喃(PCDF))等大部分被去除。
焦化吸收稳定部分操作法一、工艺技术方案吸收稳定系统规模为15000Nm/h,工艺技术采用传统的四塔流程,即吸收—再吸收—解吸—稳定流程;汽油吸收塔用2#焦化汽油作吸收剂,塔顶补充部分稳定汽油做吸收剂,为了提高吸收率,吸收塔设置两个中段回流;柴油吸收塔用焦化柴油作吸收剂。
在尽量保持焦化装置内部热平衡的前提下,脱吸塔底重沸器和稳定塔底重沸器的热源利用焦化装置内部过剩热量解决。
本稳定吸收系统用2#焦化中段回流做稳定塔底重沸器热源,用焦化蜡油回流做脱吸塔底重沸器热源,脱吸塔中间重沸器,用稳定汽油做热源。
二、工艺流程简要说明自焦化装置来的富气经焦化富气压缩机(K-201)升压到1.3MPa,然后经富气空冷器(A-201/1、2),冷却到60℃后,与汽油吸收塔(C-201)底富吸收油及脱吸塔(C-202)顶气混合进入饱和吸收油冷却器(E-201),冷却到40℃进入焦化富气平衡罐(D-202),分液后的气体进入汽油吸收塔(C-201),用2#焦化来的粗汽油作为吸收剂,用稳定汽油作为补充吸收剂增加对富气中C3、C4的吸收。
为提高吸收率,汽油吸收塔设两个中段回流。
汽油吸收塔顶的干气去柴油吸收塔,经柴油吸收脱去气体中的汽油后出装置去脱硫,塔底富吸收柴油在塔底液面控制阀控制下自压返回焦化分馏塔作回流。
富气平衡罐(D-202)平衡后的汽油自罐底作为脱吸塔进料经脱吸塔进料泵(P-203/1、2)抽送与稳定塔底的稳定汽油经脱吸塔进料—稳定汽油换热器(E-206)换热至90℃后进脱吸塔顶,在塔中脱除富吸收汽油中的C1、C2组份。
脱吸塔底脱乙烷汽油通过稳定塔进料泵(P-204/1、2)抽送经稳定塔进料—稳定汽油换热器(E-205)换热后进入稳定塔(C-203)第20、24、28层。
稳定塔顶气经稳定塔顶冷凝器(E-204/1、2)冷却至40℃后进入稳定塔顶回流罐(D-208),罐中的液态烃由稳定塔顶回流泵(P-205/1、2)送出后分为两股,一部分作为回流返回稳定塔顶控制液态烃中的C5含量,另一部分液态烃经液面控制阀去脱硫装置。
烟气脱硫吸收塔设计(3)[作者:Admin 来源:博景源点击数:317 更新时间:2007-3-16 ]xxx大学毕业设计(论文)烟气脱硫吸收塔设计摘要在概述我国烟气脱硫技术现状,介绍了一些国外的烟气脱硫技术的基础上分析了我国燃煤锅炉烟气脱硫技术的发展前景。
本文针对设计任务书中所给出的烟气含量和脱硫要求,结合我国烟气脱硫的技术现状选择了顺应吸收塔发展潮流的喷淋塔作为设计对象来实现石灰石-石膏湿法烟气脱硫,主要设计吸收塔部分。
本设计用于小型机组的烟气脱硫,这套工艺采用了脱硫、除尘和就地强制氧化同时完成的高性能化组合塔型。
设计塔内烟气的流速为3 m•s-1 ,液气比为18 L•m-3,钙硫比为1.04。
喷淋塔主体、除雾器和再热器依次垂直布置,这样塔的整体布局将会更加紧凑,占地面积较小。
采用价廉易得的石灰石为原料,脱硫产物石膏品质优良,可代替天然石膏使用。
采取了回收与抛弃兼容的处理方法。
本文还介绍了湿式石灰石-石膏烟气脱硫工艺的各个子系统,大致确定了本工艺中选用各子系统的的处理流程、装置和设备。
并对所设计的烟气脱硫工艺进行了技术经济分析。
关键词:湿法烟气脱硫,喷淋塔,石灰石-石膏法ABSTRACTAfter summarizes the flue gas desulphurization technical present situation of our country,also introduces some overseas technologies of flue gas desulphurization. This thesis analyzed developing prospect of the flue gas desulphurization technologies of our country. The spray scrubber, which is the developing trend of absorption tower ,is designed for CaCO3-CaSO4 wet flue gas desulphurization in this paper according to the composition of the fume gas and the desulphurization request. The major mission of the paper is design of the absorber.The system is fit for small-sized unit in thermal .The technology uses the high-performance integral sprayscrubber, in which the function of desulphurization、dedusting and forced oxidation on the spot are possessed simultaneously. The designed velocity of flue gas in countercurrent section is 3 m•s-1. The liquid/gas ratio is 18 L•m-3 and Ca/S ratio is 1.04. Spray tower, mist eliminator, reheaters are arranged one on top of another vertically, therefore the tower area layout of it is more compact and the occupied land area is smaller. The raw material is limestone because of its low-price, the product-gypsum is reliable enough to take the place of natural gypsum. The treatment of part of the gypsum being recovered and part being abandoned was adopt.This thesis introduces the subsystems of the WFGD technology and ascertains the technological process、devices and equipments of every subsystem approximately. And also carries out economical and technical analyze of the WFGD system designed.KEY WORDS:wet flue gas desulphurization(WFGD),spray scrubber,limestone-gypsum technology目录前言 1第1章脱硫方案的选择以及塔体选型 61.1 脱硫方案的选择 61.2 塔型选择 61.3 氧化方式的选择[9] 71.4 石灰石-石膏法WFGD的工艺原理 81.4.1石灰石-石膏法WFGD反应机理 81.4.2 SO2的吸收 10第2章石灰石-石膏法WFGD系统概述 112.1 典型工艺流程 112.2 工艺设备布置 122.3 脱硫风机的布置 13第3章喷淋塔的设计计算 153.1 设计初值 153.1.1 燃煤数据分析 153.1.2 烟气状态 163.2吸收塔喷淋区设计 163.2.1吸收区内径和塔截面积 173.2.2 喷淋塔吸收区喷淋层 183.2.3 喷浆管的设计 193.2.4 喷淋层的雾化喷嘴 193.2.5 喷雾管道的设计与布置 213.2.6喷淋塔烟气入口、出口及多孔托盘 223.3喷淋塔氧化区的设计 243.3.1持液槽 243.3.2喷淋塔氧化槽的隔板 253.3.3 喷淋塔持液槽的搅拌器和挡板 263.3.4喷淋塔氧化区的氧化管道(空气分布器) 27 3.3.5喷淋塔氧化风机 283.4喷淋塔除雾区的设计 293.5泵的选型 303.5.1 循环泵选型 303.5.2 排出泵选型 313.6 塔体的高度设计 323.6.1 持液槽 323.6.2 连接区 333.6.3 吸收区 333.6.4 除雾区 333.6.5 吸收塔总高 343.7喷淋塔主要技术经济指标 34第4章子系统分述 354.1 烟气热交换系统 354.2石灰石浆制备系统 384.3 SO2吸收系统 394.4石膏制备及处置系统 424.5废水处理系统 444.6公共系统 45第6章可*性分析 46第7章脱硫系统经济分析 47第8章结论 48致谢 49参考文献 50英语科技论文 52文献翻译 61前言煤炭为我国的第一能源。
吸收塔吊装方案一、工程概况:吸收塔(D11001)为硝酸装置的关键设备, 设备重量为175000kg, 高度为59米, 直径为3.4米。
由于设备外型尺寸较大, 运输困难, 因此塔体分为2大段运到现场后由设备制造厂家负责进行组焊, 我公司负责安装。
第一段设备重量为100吨, 第二段设备重量为75吨。
二、编制依据:1.吸收塔图纸及有关技术资料。
2.《大型设备吊装工程施工工艺标准》(SHJ515-90)。
3.《钢制塔式容器》(JB/T4710-2005)。
4.400T履带吊车的性能参数及150T吊车的性能参数。
5.现场实际情况。
三、吊装程序及方法:由于现场施工场地狭小及满足现场进度的要求, 采用吸收塔立式组对安装的施工方案。
即吸收塔塔体的2大段在基础上立式组焊成整体。
1.吊装前的准备工作1.1、吊车工作位置及行车路线的地耐力应满足使用要求, 必要时应进行加固处理。
1.2.所有吊装机索具检查完毕。
1.3.塔体上的平台及组对平台安装到位。
2.吊装程序2.1. 第1段用400吨履带(SD模式)吊车吊装就位。
(此工况吊车回转半径12米, 主臂84米, 吊车额定起重量126吨), 此工况自扳起时需要挂超起配重。
2.2.第2段用400吨履带(SD模式)吊车吊装就位组焊。
此工况吊车回转半径16米, 主臂84米, 吊车额定起重量94吨)2.3、吸收塔分段组对吊装见下表:吸收塔分段组对吊装表序号工作内容吊装重量设备顶部标高主吊吊车回转半径吊臂长度吊车额定起重量1 第1段塔体110000Kg 34.OOOm 400吨(SD模式) 12m 84m 126000Kg2 第2段塔体85000Kg 60.OOOm 400吨(SD模式) 16m 84m 94000Kg 2.4.以上两段塔体吊装时, 均利用150吨(AMERICAN9270)作为塔体直立时溜尾的辅助吊车。
2.5、吊装步骤如下:3.吊装方法:3.1.吸收塔设备分段的吊装, 采用双车抬吊竖立法。
填料吸收塔设计范文在化工领域中,填料吸收塔是一种常用的设备,用于气体与液体之间的质量传输与反应,广泛应用于化工、环保、能源等行业。
填料吸收塔的设计在保证工艺效果的前提下,应尽可能降低能耗和成本,提高设备的稳定性和可靠性。
本文将通过一个填料吸收塔的设计范文,阐述填料吸收塔的设计原则和具体步骤。
一、填料吸收塔的设计原则1.安全性原则:填料吸收塔应符合工业安全规范,具备强大的抗压能力和良好的防腐性能。
2.高效性原则:填料吸收塔应具备高效的传质传热性能,满足工艺效果的要求。
3.节能性原则:填料吸收塔的设计应尽可能降低能耗,提高设备的能源利用效率。
4.经济性原则:填料吸收塔设计应根据具体的经济指标,选择合适的材料和工艺方案。
二、填料吸收塔的设计步骤1.确定工艺要求:根据具体的工艺需求,确定填料吸收塔处理的物料成分、流量及温度等参数。
2.选择填料:根据工艺要求,选择适合的填料材料。
填料的选择应考虑填料的比表面积、孔隙率、耐腐蚀性能等因素。
3.确定填料层高度:根据传质反应和传热要求,确定填料层在填料吸收塔中的高度。
填料层高度的确定应结合工艺要求和经验数据进行综合考虑。
4.计算填料吸收塔的尺寸:根据工艺要求和设计参数,计算填料吸收塔的直径和高度。
在计算过程中,需要考虑填料的容积和压降等因素。
5.确定塔板设计:根据工艺要求和填料高度,确定填料吸收塔的塔板类型和布置。
塔板的设计应考虑液体和气体相分离、气液流量分布和均匀分布等因素。
6.确定塔顶和底部结构:根据填料吸收塔的高度和压力,确定塔顶和底部的设计。
塔顶设计应包括气体入口、气体出口和废气排放等要素。
7.完成细节设计:根据填料吸收塔的各项设计参数,完成塔内部和外部的细节设计。
细节设计包括各种连接件、防腐处理、支撑结构等。
8.进行模拟和计算:根据填料吸收塔的设计参数,进行模拟和计算,验证设计的合理性和可行性。
9.编写设计报告:将填料吸收塔的设计过程和结果整理成设计报告,包括设计计算数据、图纸和说明等内容。
大型烟气吸收塔的制造和质量控制摘要:大型烟气吸收塔是催化裂化装置的烟气脱硫核心设备,在制造技术上与常规的大型塔器相比具有一些突出的特点,结合实际制造过程中的质量控制要求,对其控制难点和解决措施进行了总结和探讨。
关键词:大型烟气吸收塔制造质量控制烟气吸收塔是某石化公司1000万t/年炼油项目中催化裂化装置的烟气脱硫核心设备。
该设备采用了美国最先进的贝尔格公司环保专利技术。
主要作用是降低烟气中SO2、NOX、烟尘的含量。
塔体总高80m,重达340t,最大直径Φ7000mm,主体材料采用Q345R+S30403复合板,壁厚(16+3)mm,塔体上部烟囱采用S30403不锈钢,直径Φ3500mm,烟气入口部采用ALLOY20合金,入口筒节直径Φ6000mm。
设备简图见图1。
1 制造难点分析1.1 复合板筒节制造分析壳体的垂直度偏差为40mm,Φ7000直径段壳体总长60.3m,又是复合板材料,下料筒节数量多且每个筒节由三带板组成,接头多且复杂,下料尺寸累计偏差会直接影响塔体的焊接质量和总体直线度。
由于设备直径大,塔壁薄,刚性不足,因筒体自重下塌造成圆度不易测量,环焊缝组对困难。
1.2 镍基合金材料焊接性分析烟气入口介质为高温烟气,温度257℃,烟气中SO2、SO3含量3000mg/m3,NOx含量700mg/m3,粉尘含量200~300mg/m3。
介质属较强腐蚀性类,烟气入口材质选用ASMESB-463的Alloy20,属于镍-铬-钼合金,这种镍合金具有良好的耐腐蚀能力和高温力学性能,但其金属流动性较差、热裂纹敏感性较高、熔融区的显微偏析以及碳化铬和氮化铬在热影响区的析出敏化严重,焊接性较差。
特别是它们与Q235B、Q345R、S31603几种常用材料之间的异类钢焊接,容易产生热裂纹和未融合,降低焊缝的抗腐蚀性能。
1.3 超大型圆筒开孔和密集开孔的制造分析烟气入口处接管直径为Φ6000mm,烟气吸收塔的壳体直径为Ф7000mm,开孔率d/D=0.857,这样大的管口角接,在焊接过程中必然产生下榻和挠曲变形,在筒体自重影响下,壳体会沿轴向弯曲,很可能造成筒体的开孔边缘母材的撕裂,开孔处椭圆度超差,接管组对缝隙大,无法焊接。
吸收塔系统顺控逻辑一、概述 (1)二、SO2脱除率控制(DPU01) (1)三、#1FGD石灰石供浆管线定时冲洗顺控 (5)四、#1FGD吸收塔1A石膏排出泵控制 (6)五、#1FGD吸收塔1B石膏排出泵控制 (8)六、#1FGD吸收塔浆液浓度及石膏外排顺控控制 (10)八、#1FGD吸收塔除雾器冲洗顺控控制 (12)九、#11除雾器冲洗水泵控制 (15)十、#11吸收塔再循环泵控制 (16)十一、#11吸收塔再循环泵进口电动门控制 (18)十二、#1FGD吸收塔搅拌器1控制 (18)十三、#1FGD吸收塔排气电动门控制 (19)十四、#11氧化风机控制 (19)十五、#11氧化风机电机电加热器控制 (20)十六、#11吸收塔区域浆池浆液泵控制 (21)十七、#1FGD吸收塔区域浆池搅拌器控制 (21)十八、#1FGD吸收塔区域浆池搅拌器油泵控制 (22)十九、事故浆液箱浆液泵控制 (22)二十、事故浆液箱搅拌器控制 (22)二十一、事故浆液箱搅拌器油泵控制 (23)二十二、#1FGD吸收塔系统顺控启动控制 (23)二十三、#1FGD吸收塔系统顺控退出控制 (25)一、概述吸收塔采用一炉一塔配置,吸收塔包括托盘,两层喷淋装置和一套两级式除雾器。
从GGH出来的原烟气进入吸收塔后,将被再循环浆液冷却并达到饱和。
在吸收塔内,烟气折流向上,经由吸收塔托盘被均匀分布到吸收塔的横截面上。
经验表明这种布风装置可以收到最佳的脱硫效果,除了使得主喷淋区烟气分布均匀外,在吸收塔托盘区域,烟气和石灰石浆液可以得到充分接触。
离开吸收塔托盘的烟气穿过喷淋系统喷出的雾状再循环浆液区域逆流而上,脱去其中的SO2,再连续流经两层锯齿形除雾器而被除去所含液滴。
经洗涤和净化的烟气通过出口锥筒流出吸收塔,通过GGH和净烟道进入烟囱,排至大气。
新鲜的石灰石浆液经石灰石浆液供给管路送入吸收塔底部的反应池,反应池中的浆液经由四台再循环泵送至吸收塔上部的喷淋系统进行再循环。
自动调节原理图设计:马金宏审核:马金宏批准:马金宏北京国电龙源环保工程有限公司2007年8月1.吸收塔液位自动控制Fc Fy Fs L SP All valve close冲洗门打开指令(接每个冲洗门的允许位)说明:Fc为除雾器冲洗水设计最大流量(30t/h左右)Fy为原烟气流量;Fs为原烟气SO2浓度;L、SP分别为吸收塔液位的测量值和给定值(手动时给定值跟踪测量值, 在操作员画面上做控制面板,面板要求有:设定值和测量值,有等待的目标时间和等待的累计时间,有自动和手动的投切按钮)K1为量纲系数(10-6);K2为SO2-H2O量比系数(0.5625);K3时间常数=10;K4为时间常数=1;FG:(x1=0.8,y1=0;x2=0.9,y2=0.1;x3=0.95,y3=0.5;x4=1,y4=1)(或用y=5x-4代替)2.吸收塔石膏浆液PH值-供浆流量自动调节原理供浆调节阀注释:k1与,k5分别为CaCO3和SO2的质量含量系数(0.3,1.0)k2与k6分别为CaCO3和SO2的百分数换算系数k3与k7分别为CaCO3和SO2的量纲换算系数(1,10-6)k4与k8分别为CaCO3和SO2的分子量比系数(64,100)手动时SP1跟踪PV1;手动时调节器1的输出跟踪调节器2的测量值(即PV2)3.增压风机入口压力调节增压风机入口压力锅炉总风量(%)K增压风机入口导叶注:手动时,1)SP跟踪PV2) 调节器的输出跟踪Track值4.石膏滤饼厚度自动调节滤饼厚度(0~50mm)SP50Hz调速电机注:手动时,1)SP跟踪PV2) 调节器的输出跟踪Track值说明:其他单回路调节系统均参考本图如,过滤水至球磨机入口流量调节过滤水至球磨机再循环箱流量调节球磨机再循环箱液位调节石膏浆液集箱压力调节。
吸收塔自动控制工艺方案设计
标题:吸收塔自动控制工艺方案设计:优化化工操作与提升能效
引言:
吸收塔是化工生产过程中常用的设备,用于吸收和分离气体或液体中
的有害或有用物质。
为了提高操作效率和能源利用率,自动控制系统
在吸收塔中的应用变得越来越重要。
本文将基于深度和广度标准,探
讨吸收塔自动控制工艺方案设计的各个方面,并提供个人观点和理解。
一、吸收塔自动控制的基本原理
1.1 吸收塔的基本工作原理
1.2 自动控制的优势和必要性
二、吸收塔自动控制工艺方案设计的关键因素
2.1 关键参数的测量与监控
2.2 控制策略的选择与优化
2.3 传感器和执行器的选型与配置
2.4 安全与故障诊断
三、吸收塔自动控制工艺方案设计的实施步骤
3.1 系统建模与仿真
3.2 控制算法设计与调试
3.3 硬件设备选购与安装
3.4 系统集成与优化
四、吸收塔自动控制的效益与展望
4.1 提高操作效率与稳定性
4.2 降低能源消耗与排放
4.3 吸收塔自动控制的发展趋势与前景
结论:
通过深入探讨吸收塔自动控制工艺方案设计的各个方面,我们可以看出自动控制在化工生产中的重要性和优势。
合理的设计和实施自动控制系统能够提高操作效率、降低能源消耗,并在环境保护方面发挥积极作用。
随着技术的不断发展,吸收塔自动控制的应用前景也越来越广阔。
个人观点与理解:
在吸收塔自动控制工艺方案设计中,我认为关键在于系统建模与仿真的准确性与全面性,以及控制策略的合理选择和优化。
此外,传感器和执行器的选型与配置对于系统的效能和可靠性也非常重要。
综合利用先进的控制算法和传感技术,可以最大限度地提高吸收塔的操作性能和工艺效率,从而为化工生产带来诸多益处。
(字数:约 370 字)。