p91p92焊后热处理
- 格式:ppt
- 大小:735.00 KB
- 文档页数:35
T/P91、T/P92 焊接及热处理技术交底交底内容:1、焊工实施T/P92、T/P91钢焊接的焊工,应按规定和评定合格的工艺进行考核,取得相应位置合格证书后方可参加实际焊接工作。
2、焊接机具和焊接材料2.1 焊接T91/P91钢的焊接设备,应选用焊接特性良好、稳定可靠的递变式或整流式焊机。
其容量应能满足焊接规范参数的要求。
手工电弧焊时要求采用收弧电流衰减装置。
2.2氩弧焊工器具2.2.1氩弧焊枪选用气冷式。
2.2.2氩气减压流量计应选择气压稳定、调节灵活的表计,其产品质量和特性应符合国家或部颁标准。
2.2.3输送氩气的管线应选用质地柔软、耐磨和无裂痕的胶管,且无漏气现象。
2 2.4氩弧焊导电线应采用柔软多股铜线,其与夹具应接触良好。
2.3 焊条电弧焊工器具2.3.1焊机引出电缆线可选用截面为50mm2焊接专用铜芯多股橡皮电缆;连接焊钳的把线,可选用截面为25mm2焊接专用铜芯多股橡皮软电缆。
电缆线外皮绝缘应良好、无破损。
2.3.2选用的焊钳应轻巧、接触良好不易发热,且便于焊条的更换。
2.3.3测量坡口和焊缝尺寸时,应采用专用的焊口检测器。
2.3.4修整接头和清理焊渣、飞溅,宜采用小型轻便的砂轮机。
3、焊接材料3.1氩弧焊丝使用前应除去表面油、垢等脏物。
焊条除按国家标准规定保管外,于使用前按使用说明书规定,置于专用的烘焙箱内进行烘焙。
推荐的烘焙参数为:温度350~400℃,时间l~2小时,使用时,应放在80~120℃的便携式保温筒内随用随取。
3.2氩气使用前应检查瓶体上有无出厂合格证明,以验证其纯度是否符合国家或部颁标准规定。
3.3氩弧焊丝、焊条、氩气和钨极等焊接材料的质量,应符合国家标准或有关标准的规定。
3.4氩弧焊用的钨极宜选用铈钨极或镧钨极,直径为φ2.5mm。
钨极于使用前切成短段,并在其端头处磨成适于焊接的尖锥体。
4、焊前准备4.1 坡口制备4.1.1坡口形状和尺寸按设计图纸和供货方提供的资料加工。
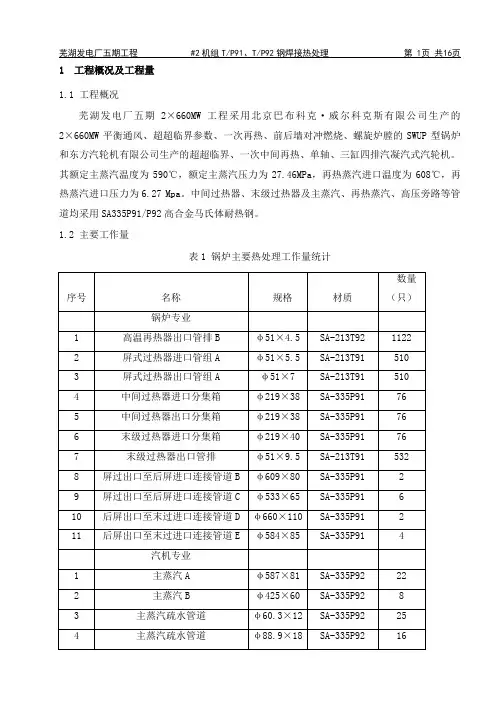
1工程概况及工程量1.1 工程概况芜湖发电厂五期2×660MW工程采用北京巴布科克·威尔科克斯有限公司生产的2×660MW平衡通风、超超临界参数、一次再热、前后墙对冲燃烧、螺旋炉膛的SWUP型锅炉和东方汽轮机有限公司生产的超超临界、一次中间再热、单轴、三缸四排汽凝汽式汽轮机。
其额定主蒸汽温度为590℃,额定主蒸汽压力为27.46MPa,再热蒸汽进口温度为608℃,再热蒸汽进口压力为6.27 Mpa。
中间过热器、末级过热器及主蒸汽、再热蒸汽、高压旁路等管道均采用SA335P91/P92高合金马氏体耐热钢。
1.2 主要工作量表1 锅炉主要热处理工作量统计注:焊口数以配管图到后,现场安装实际数量为准。
表1(完)2编制依据2.1 上海电建《芜湖发电厂五期2×660MW工程#2标段施工组织设计》2.2 DL/T 819-2002《火力发电厂焊接热处理技术规程》2.3 DL/T 869-2004《火力发电厂焊接技术规程》2.4 DL/T 752-2001《火力发电厂异种钢焊接技术规程》2.5 国电焊接信息网《T/P92钢焊接指导性工艺》2.6《T91/P91钢焊接工艺导则》(电源质(2002)100号)2.7 上海电力安装第二工程公司焊接工艺评定2.8《电力建设安全工作规程》第一部分:DL5009.1-2002(火力发电厂)2.9 2006年版《工程建设标准强制性条文》3施工准备3.1 热处理专业人员及其基本要求3.1.1 项目有热处理技术人员1名,具有资质证书的热处理工6名,辅助工10名。
如有变动可按现场实际施工情况做出相应修正。
焊接热处理人员应该经过专门的培训,并取得资格证书。
没有取得资格证书的人员只能从事辅助性的焊接热处理工作,不能单独作业或对焊接热处理结果进行评价。
本工程锅炉专业热处理作业人员配备表如下:表2 热处理作业人员配备表表2(完)3.1.2 热处理工应积极按照焊接热处理施工方案、作业指导书、工艺卡进行施工;3.1.3 热处理技术人员应熟悉相关规程,熟悉掌握、严格执行各个规范规程,组织热处理人员的业务学习;编制热处理施工方案与作业指导书等技术文件;收集、整理焊接热处理资料。

P91钢管道焊接及热处理施工工法P91钢管道焊接及热处理施工工法一、前言:P91钢是一种高温高压力下常用的材料,广泛应用于石化、核电等领域的管道工程中。
针对P91钢管道的施工特点和需求,制定了P91钢管道焊接及热处理施工工法,旨在保证工程质量和安全性。
二、工法特点:1. 与其他钢材不同,P91钢焊接后需要进行热处理,以消除焊接产生的应力和提高材料的力学性能。
2. 该工法采用特殊焊接材料和工艺参数,能够有效控制焊接热影响区的显微组织和性能。
3. 施工过程中充分考虑P91钢的高温、高压等特性,采取合适的隔热措施,保证焊接质量和工人的安全。
三、适应范围:该工法适用于P91钢管道的焊接和热处理,广泛应用于石化、核电、火力发电等行业的管道工程。
四、工艺原理:通过对施工工法与实际工程之间的联系、采取的技术措施进行具体的分析和解释,让读者了解该工法的理论依据和实际应用。
1. 选择合适的焊接参数和焊接材料,控制焊接热输入和焊接速度,以保证焊缝的质量。
2. 采用预热、焊接后热处理等措施,消除焊接产生的应力和提高材料的力学性能。
五、施工工艺:对施工工法的各个施工阶段进行详细的描述,让读者了解施工过程中的每一个细节。
1. 准备工作:对管道进行清洁和检查,准备焊接材料和设备。
2. 焊接工艺:采用TIG焊接和电弧焊接等方法进行焊接,保证焊缝的质量和外观质量。
3. 热处理工艺:采用正火或脱碳退火等工艺对焊接区域进行热处理,提高材料的力学性能。
4. 后处理工艺:对焊接区域进行清理、修整和防腐处理,保证工程质量和使用寿命。
六、劳动组织:根据施工需要,确定施工队伍的组成和工作分工,确保施工进度和质量。
1. 针对P91钢管道的特点,需要具备一定的焊接和热处理技术经验的工人。
2. 设置工班长和技术指导专家,对施工过程进行监督和指导。
七、机具设备:对该工法所需的机具设备进行详细介绍,让读者了解这些机具设备的特点、性能和使用方法。
1. 焊接设备:包括TIG焊机、电弧焊机等。

P91钢管道焊接及热处理施工工法P91钢管道焊接及热处理施工工法一、前言P91钢是一种高温高压力下常用的材料,广泛应用于石油化工、电力、核电等行业的管道和设备中。
考虑到P91钢的特殊性质,焊接和热处理过程需要采取一系列特殊的施工工法来确保施工过程的质量和安全。
二、工法特点P91钢管道焊接及热处理施工工法具有以下特点:1. 高温焊接:P91钢在高温下具有良好的焊接性能,因此施工过程中需要进行高温焊接,以保证焊缝的质量和强度。
2. 热处理:P91钢需要经过适当的热处理过程,以提高其强度和耐高温性能。
热处理工艺需要严格控制温度和时间,以确保材料性能的稳定性。
3. 质量控制:P91钢的焊接和热处理工艺对施工质量要求非常高,需要严格控制焊接参数、热处理工艺和材料质量,以避免焊接缺陷和材料失效。
三、适应范围P91钢管道焊接及热处理施工工法适用于各种高温高压力的管道和设备,特别是在石油化工、电力和核电等行业的应用中。
四、工艺原理P91钢管道焊接及热处理施工工法的工艺原理基于其焊接和热处理特性:1. 焊接原理:P91钢在高温条件下具有较高的焊接性能,可以采用TIG焊、MIG焊和电弧焊等方法进行焊接。
焊接过程中需要严格控制焊接参数,如焊接电流、电压和焊接速度,以避免焊缝氢致裂纹等焊接缺陷。
2.热处理原理:P91钢经过热处理后可以提高其强度和耐高温性能。
热处理过程需要控制温度和时间,通常采用淬火和回火的方法,以保证材料的组织和性能达到设计要求。
五、施工工艺P91钢管道焊接及热处理的施工工艺可以分为以下几个阶段:1. 材料准备:包括母材、焊材和热处理介质的准备,需要对材料的质量和性能进行检测和评估。
2. 焊接准备:对焊接设备和工具进行准备和检测,确保其正常运行和安全使用。
同时,对焊接环境进行清洁和保护,以避免杂质和污染对焊接质量的影响。
3. 焊接过程:根据焊接工艺要求进行焊接,目标是获得无缺陷的焊缝,并且焊缝的性能和强度达到设计要求。

p91焊接与热处理工艺(一)P91焊接与热处理工艺简介•P91钢是一种高合金钢,具有优异的耐高温、耐压力和抗蠕变性能。
•焊接和热处理工艺对P91钢的性能至关重要,需要特殊的操作和注意事项。
焊接工艺•P91钢的焊接需要采用预加热和后热处理的工艺,以降低焊接区的残余应力。
•预加热温度一般在200~250摄氏度,保持时间根据板材厚度确定。
•焊接过程中需要控制焊接速度和温度,避免产生裂纹和氮化物析出。
焊接材料选择•焊接材料需要选择与P91钢具有相似的化学成分和机械性能。
•建议使用P92、P23或P122焊丝进行焊接,以确保焊缝与母材的匹配性和可靠性。
焊接参数控制•焊接电流、电压和速度需要严格控制,以避免焊接区出现氮化物析出和裂纹。
•推荐采用小电流大电压的参数,避免焊接区过热和产生太多热输入。
热处理工艺•P91钢的热处理工艺主要包括回火和正火,目的是调整其组织和提高其性能。
•热处理时需要注意温度和保温时间的控制,以避免过度回火或过火导致性能下降。
回火热处理•回火温度一般在620~680摄氏度范围内,保持时间根据板材厚度确定。
•回火工艺可以消除焊接区的残余应力,提高整体的韧性和抗蠕变性能。
正火热处理•正火温度一般在980~1040摄氏度范围内,保持时间根据板材厚度确定。
•正火工艺可以提高P91钢的强度和耐蠕变性能,适合在高温和高压环境下使用。
注意事项1.在焊接和热处理过程中,需要严格遵守工艺规范和操作要求,确保质量和安全。
2.焊接人员需要具备专业的技能和经验,熟悉P91钢的特性和工艺要求。
3.在实际操作中,应定期检测焊接接头和热处理后的材料,确保其达到标准要求。
4.若发现焊接接头出现裂纹或热处理后材料性能下降,应及时采取对应的修补和调整措施。
总结: P91钢的焊接和热处理工艺对其性能和可靠性至关重要。
通过控制焊接参数和热处理条件,可以确保焊接接头和热处理后的材料具有良好的性能和可靠性。
同时,需要密切关注工艺规范和操作要求,以确保质量和安全。
P91管道热处理施工方案管道热处理是指对管道进行加热和冷却处理,以改善其机械性能和材料的物理化学性质。
在施工中,必须制定科学合理的管道热处理方案,以确保施工质量和安全。
下面是一份关于P91管道热处理施工方案的详细描述:一、前期准备工作1.获取设计图纸和管道材料的材质和性能参数,包括焊接材料和焊接工艺规程。
2.检查管道表面的清洁程度,确保无油污和焊渣等杂质。
3.检查管道的几何尺寸和表面的缺陷,包括裂纹、咬边、氧化层等。
4.检查管道焊缝的质量和完整性,包括焊缝形状、焊接质量和焊缝的尺寸。
二、焊前热处理1.预热:根据管道材料的要求,对管道进行预热。
一般情况下,对P91管道进行预热至150℃左右。
2.维持温度:预热过程中,需要根据管道材料的要求,维持一定的温度,确保温度均匀分布。
一般情况下,对P91管道进行保温一小时。
3.冷却:在预热后,对管道进行冷却处理。
可以使用风扇等工具进行冷却。
冷却过程中,需注意控制冷却速率,以防止过快的冷却导致管道变形或产生应力。
三、焊后热处理1.焊后热处理方法:对于P91管道的焊缝,一般采用标准的回火或正火热处理方法进行处理。
2.回火热处理:根据管道材料的要求,将焊缝回火至指定温度。
一般情况下,回火温度为760℃至780℃,保温时间为2小时。
3.保温:回火后,对管道进行保温处理。
保温时间可以根据管道的壁厚和材质来确定,一般为1小时。
4.冷却处理:对管道进行冷却处理,可采用自然冷却或水淬的方法。
冷却速率需要根据具体要求来确定,以确保管道的机械性能。
四、管道焊缝的质量控制1.焊缝清理:焊接完成后,对焊缝进行清理,去除焊渣和焊接剩余物。
2.无损检测:对焊缝进行无损检测,如超声波、射线等,以确保焊缝的质量和完整性。
3.力学性能测试:对焊后热处理的管道进行力学性能测试,如拉伸、冲击等,以确保焊缝的强度和韧性。
五、施工安全措施1.施工人员需经过专业培训,掌握热处理的操作技能,熟悉操作规程,严格遵守操作规范。
P91焊口热处理研究摘要:巴基斯坦某项目P91钢管到货后经抽检发现部分母材硬度较低,按照常规焊后热处理工艺进行热处理将会造成管道母材硬度偏低,如何在热处理过程中降低焊缝硬度的同时,避免母材硬度低于规程要求的范围,经过讨论及评定试验,采取了降低热处理恒温温度,采用更为精准的控温方式、增加加热宽度等措施,控制母材硬度值在规程规定的范围之内。
关键词:P91焊口;母材硬度低;热处理;精确控温;加热宽度一、引言P91钢属于马氏体耐热钢,其焊接性能较差,焊后需进行热处理,本项目到场的部分P91管道母材硬度较低,硬度值在180-190HB之间,按照传统工艺处理将造成部分管道母材硬度低于标准下限值180HB,热处理过程需进一步调整并采取有效措施,在降低焊缝硬度的同时,减少对母材硬度的影响,满足施工要求。
二、P91管道硬度检测巴基斯坦某火力发电项目,P91管道到货后进行抽检,存在部分管道硬度值偏低,接近硬度合格范围值的下限180HB,但管道的硬度值在180HB到250HB合格范围之内,随即联系实验室人员将所到管道100%进行硬度检查,经检查后统计,其中29只规格为Φ595.8×82焊口将要使用硬度值偏低的P91管道,管道的硬度值在180-190HB之间。
P91管道焊口焊接完成,经低温转变后,需要及时进行焊后热处理,以便于焊口焊接过程产生的应力及时释放,降低焊缝硬度,在焊缝硬度降低的同时,母材硬度也会有一定程度的降低,这将会造成母材硬度值进一步降低,甚至将低于规范允许的范围。
三、常规热处理方法将造成母材硬度低通常采用的热处理恒温温度为760度,恒温足够的时间,焊缝应力充分释放,焊缝硬度检测结果良好,母材硬度值一般也会降低0-10HB左右,母材硬度将会低于180HB。
现场组合安装工作已经全面展开,如果要求厂家重新供货将会影响工期,且厂家供应的P91管道硬度值尚在火电厂金属监督技术规程规定合格范围以内,只是硬度值已经接近合格范围的下限值,因此需要现场施工人员调整现有的热处理工艺,根据目前所到管道的硬度值进一步研究,充分利用现场现有的设备、材料,制定有效的热处理工艺,做到降低焊缝硬度,满足应力释放的同时,避免母材硬度过度降低,满足施工需要。
P91焊接的热处理控制——硬度测试证明是检查P91材料状态的有力手段收藏此信息打印该信息添加:用户投稿来源:未知改良的9Cr-1Mo,一般指P91,因为其出众的高温性能,被广泛应用于电力工业,P91通过其微观结构获得良好的强度和韧性。
这种期望的组织只能通过利用均衡的化学成分分析和正确的热处理工艺获得。
P91制造和加工过程中,热处理是一道非常关键的步骤。
P91是一种马氏体Cr-Mo钢,加入V和Nb微合金元素,并控制N含量,在焊态下,P91组织中含有“新鲜”马氏体。
这种未回火的马氏体硬且脆,韧性差,且这种材料有应力腐蚀裂纹倾向。
另外,由于新鲜马氏体的蠕变性能还不清楚,可以确定假设为不好。
因此,对P91焊后形成的马氏体回火处理是获得要求的工作性能所必须的。
正确的热处理将会形成沉淀碳化物(M23C6)和富V和Nb的碳化物,焊缝和母材的硬度介于200VHN和270VHN之间,具有充分的韧性,即20℃时高于27J(20 ft-lb)。
P91的硬度焊接产生的热量将影响母材,热影响区起始于紧靠焊缝金属焊接界面处,粗晶热影响区(CGHAZ)位于热影响区中,远离焊接界面侧可以辨别出细晶热影响区(FGHAZ)。
图1描绘了焊后热处理状态的P91焊缝金属、热影响区和母材的典型硬度。
图1显示最高硬度出现在粗晶热影响区(CGHAZ),最低硬度出现在细晶热影响区(FGHAZ),细晶热影响区(FGHAZ)是蠕变性能最弱的区域,该位置易出现所谓的IV型裂纹(Ref.1)。
PWHT过程中热处理参数变化产生的影响TNO工业技术公司和NEM公司对P91进行了多次不同热处理条件下的硬度试验。
图2阐明了多种热处理对焊缝金属(最高)硬度的影响,硬度为拉森米勒参数(LMP)的函数,L MP用于表示热处理时间和温度的组合特性,LMP对消除应力的热处理温度有效。
LMP值介于图2中两条垂直虚线之间的PWHT能够形成良好的材料性能,需要的热处理区间以750℃/2h(即LMP=20.8)作为下限,以770℃/10h(即LMP=21.9)作为上限。
P92钢的热处理1.1马氏体转变焊接结束后,立即进行降温进行马氏体转变,转变温度为80~100℃。
恒温时间根据管子壁厚而定,但必须使整个焊接接头温度都能达到100℃以下,同时为使内外壁温度能够均匀,在焊接结束后及恒温过程中可以将管道两端密封板打开,让管子内部的空气自由流通。
在管道壁温较低的情况下可将预热用的加热器及保温材料拆除,确保整个焊缝内外均能降温至80~100℃,完全进行马氏体转变。
1.2消氢处理热处理过程中由于一些不可抗拒的因素,无法立即进行焊后热处理时,可以先进行消氢处理,温度为350℃,消氢时间为1-3小时,然后缓慢冷却至室温。
(注意:在条件允许情况下,焊接、热处理应连续完成,否则,控制不好影响力学性能)1.3焊后热处理1.3.1热处理升降温速度升温速度:300℃以下150~200℃/h、 300℃以上80~120℃/h;降温速度:300℃以上100~150℃/h,300℃以下空冷;1.3.2热处理温度的设定在实际热处理过程℃。
10±760焊后热处理的恒温温度为中应根据所用焊材Ni、Mn含量调整实际的热处理控温温度。
当Ni+Mn<1.0%时,热处理温度应往上限设定,1.0%≤Ni+Mn<1.5%,热处理温度应设定为760℃。
同时在设定控温温度时应考虑热电偶及温控柜的误差。
1.3.3热处理恒温时间的设定根据相关试验,确定恒温时间按12.5mm/小时计算。
1.3.4热处理过程示意图错误!未找到引用源。
P92焊缝热处理过程示意图1.焊接过程中要严格控制层间温度为200℃~250℃。
2.注意热电偶的安装位置,并固定牢固(最好热电偶丝焊接),确保测温的准确。
3.焊后热处理参数严格按焊接材料说明书提供的参数确定,并通过工艺评定验证。
4.当焊接头不能及时进行热处理时,应于焊后即时加热温度为350℃,恒温1-3小时的后热处理。
P92钢焊缝及母材不同热处理温度下组织及硬度,随回火温度的提高,硬度变化趋势与P91焊缝大致相同,但P92钢具有更高的抗回火特性,可取热处理温度的上限,原因在于其Mo当量(Mo+0.5W)从P91的1%提高到约1.5%。
P91钢与P22钢焊接及热处理工艺摘要:现场施工中碰到了SA335-P91、SA335-P22两种不同合金成分的异种钢焊接,焊缝金属组织容易发生马氏体转变,产生脆性组织,造成焊缝冷裂,且由于碳迁移造成接头强度低。
通过对SA335-P91及SA335-P22材料的焊接性能分析,提出解决存在问题的施工工艺措施,确定可行的焊接及热处理工艺。
关键词:P91 P22 异种钢焊接及热处理1.前言在锅炉机组安装中,主蒸汽出口总管因图纸设计更改,其中两个三通管件的材料采用了SA335-P91钢。
其余预制管道材质为SA335-P22钢。
这两种钢材化学成分差异大,焊接控制不好则容易产生焊缝冷裂纹和焊接接头机械强度低。
为了保证安装的焊接工程质量,需制定合理的焊接及热处理工艺指导现场施工。
2.材料简介SA335-P22钢属于珠光体耐热钢,马氏体开始转变温度为430℃~450℃,焊接性能好,具有较高的热强性、热稳定性、抗腐蚀性及良好的塑性。
SA335-P91钢为马氏体高合金耐热钢材,其最高使用温度650℃,高温性能更好。
两种钢材的化学成分和机械性能见表1,表2.表1 P91与P22钢的化学成分 %钢号ω(C)ω(Si)ω(Mn)ω(Cr)ω(Mo)ω(V)ω(Ni)ω(Nb)ω(N)SA335-P91 SA335-P22 0.08~0.12≤0.150.05~0.20≤0.500.30~0.600.30~0.608.00~9.501.90~2.600.850.87~1.130.18—≤0.40—0.06~0.10—0.03~0.07—表2 P91与P22钢的机械性能钢号最小屈服强度σb/MPa 最小抗拉强度σs/MPa最小纵向延伸率δ/%最大硬度/HBSA335-P91 SA335-P22 41520558541520302501633.焊接性能一、焊后冷裂倾向高合金钢中,Cr、Mo、V等合金元素使C曲线强烈右移,增加钢的淬透性,在焊后冷却过程中,焊缝及其热影响区过热区易产生马氏体转变,生成的马氏体脆性组织使焊缝及热影响区的冷裂倾向大,焊缝产生冷裂纹。
p91焊接与热处理工艺P91焊接与热处理工艺引言•P91钢是一种高温高压下使用的重要材料,广泛应用于核电站、化工装置等领域。
•焊接与热处理是P91钢加工的关键环节,对于保证焊缝强度和材料性能至关重要。
焊接工艺•P91钢焊接需要选用合适的焊接材料和工艺参数,以确保焊接接头的可靠性和稳定性。
•常用的焊接材料包括P91焊条、P92焊丝等,其合金成分能够与P91钢匹配,提高焊接接头的性能。
•焊接工艺参数包括焊接电流、焊接速度、预热温度等,需要根据实际情况进行调整。
热处理工艺•热处理是P91钢焊接后的关键工艺,能够恢复焊接区的组织结构,消除焊接产生的应力和变形。
•常用的热处理方法包括正火、回火等,可以通过控制热处理温度和时间来获得理想的组织和性能。
•正火能够减少焊接区的硬度和脆性,提高焊接接头的可靠性和抗断裂能力。
•回火能够降低焊接区的残余应力,减少焊接接头的疲劳寿命。
注意事项•在焊接和热处理过程中,需要对P91钢进行严格的检验和监控,确保焊接接头的质量合格。
•焊接操作需要由具有相关资质和经验的操作人员进行,遵循焊接操作规范和安全防护要求。
•热处理过程中需要控制温度和时间,避免产生过渡组织和热裂纹等缺陷。
结论•P91焊接与热处理工艺对于保证焊接接头和P91钢的性能至关重要。
•合理选用焊接材料和调整焊接工艺参数,可以提高焊接接头的可靠性。
•控制热处理参数和注意事项,可以获得理想的焊接区组织和性能。
•在实际操作中,需要严格遵循相关规范和要求,确保P91焊接的质量和安全。
以上是关于P91焊接与热处理工艺的相关文章,希望对您有所帮助。
华能电厂P91、P92管道现场焊后热处理工艺导则华能国际电力股份有限公司二○○八年一月目次前言 (II)1. 范围 (1)2. 规范性引用文件 (1)3. 术语 (2)4. 管道整圈局部焊后热处理的技术条件 (4)5 提高温度均匀性的措施 (6)6. 温度的测量 (8)7.加热器与保温材料 (12)8. 热循环 (12)9. 质量控制与技术文件 (12)前言火力发电厂承压管道在制作、安装和检修过程中存在大量的焊接接头,其中很大一部分受到各种因素的限制只能在现场进行局部热处理,热处理的质量直接影响焊接接头的性能和服役寿命。
国内已有几个相应的焊接热处理规程,但在这些技术规程中对许多控制热处理质量的重要因素没有严格加以规范,在实施过程中难以保证质量。
近些年机组建设中大量采用P91、P92等马氏体耐热钢,其焊接接头的性能对热处理工艺非常敏感,而局部热处理与炉内热处理相比温度均匀性较差,没有严格的规范无法保证接头的性能。
为此参照国际上相关规程和对P91、P92钢焊接以及使用过程中积累的经验,制定出本导则作为华能国际电力股份有限公司所属电厂P91、P92钢管道在制作、安装和检修过程中进行焊后局部热处理的要求。
本导则更充分地体现了现场局部热处理的特点和可操作性,其它材料的管道局部热处理也可参照本标准相关条款执行。
本标准由华能国际电力股份有限公司工程部提出并归口。
本标准由西安热工研究院有限公司负责解释。
本标准的起草单位:华能国际电力股份有限公司工程部、西安热工研究院有限公司、华能浙江分公司本标准的起草人:周荣灿范长信陈平邵天佑蒋雁华能电厂P91、P92管道现场焊后热处理工艺导则1. 范围本导则规定了华能国际电力股份有限公司所属电厂P91、P92钢管道在制作、安装和检修过程中进行焊后局部热处理的要求。
其它材料的重要管道在进行局部热处理时可参照本导则有关条款的技术要求执行。
2. 规范性引用文件GB/T 2614-2019 镍铬-镍硅热电偶丝GB 2974-1982 工业用热电偶丝检验方法GB/T 4989-1994 热电偶用补偿导线GB/T 16839.1-2019 热电偶第1部分:分度表GB-T 16839.2-2019 热电偶第II部分:允差GB/T 18591-2019 焊接预热温度、道间温度及预热维持温度的测量指南DL/T 776-2019火力发电厂保温材料技术条件DL/T 819-2019 火力发电厂焊接热处理技术规程DL/T 869-2019 火力发电厂焊接技术规程JB T 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法ASME锅炉压力容器规范B31.1-2019 动力管道ASME锅炉压力容器规范B31.3-2019 工艺管道ASME 锅炉压力容器规范第3节-2019:核设施元部件制造规则,第1分册第NB子节,1级元件BS 2633-1987 Standard Specification for Class I Arc Welding of Ferritic Steel Pipework for Carrying FluidsAPI 570-2019,Piping Inspection Code: Inspection, Repair, Alteration, andRerating of In-Service Piping SystemsAWS D10.10/D10.10M-2019 Recommended Practices for Local Heating ofWelds in Piping and tubing图1 管道局部焊后热处理示意图3. 术语3.1 焊后热处理postweld heat treatment (PWHT)焊接工作完成后,将焊件以一定的升温速率加热到某一温度(通常是材料的相变温度A C1以下),保温一定时间,然后使焊件以一定速率冷却下来,以改善焊接接头的金相组织、性能或消除残余应力的一种焊接热处理工艺。
P91钢焊接及焊后热处理中的问题分析收稿⽇期:20080102作者简介:欧阳杰(1960-),⼥,⾼级⼯程师,主要从事电站⾼温⾦属检验、失效分析及组织性能变化规律研究⼯作。
P91钢焊接及焊后热处理中的问题分析Problems Analysis on P91Steel Welding and Heat Treatment after Welding欧阳杰,冯砚厅,王 庆(河北省电⼒研究院,⽯家庄 050021)摘要:针对P91钢焊接的特性,分析了焊接过程中出现的问题及其产⽣的原因,同时有针对性地给出了解决问题的建议,指出了焊后热处理过程中应注意的问题,以供参考。
关键词:P91钢;焊接;热处理;温度控制;热电偶Abstract :Aiming at the specialites of P91steel welding ,causes analyzed on the problems during welding ,and prob 2lems that should be mentioned during heat treatment after welding are pointered out ,P91steel features and problems causes are analyzed ,and the suggestions to settle the prob 2lems are put forward for reference.K ey words :P91steel ;welding ;heat treatment ;temperature control ;thermocouple中图分类号:T G457.11⽂献标志码:B⽂章编号:10019898(2008)03001302P91钢作为新型马⽒体耐热钢,具有良好的⾼温强度、⾼温抗氧化性和抗腐蚀性,是锅炉完成主蒸汽温度由538℃向566℃过渡的⾸选材料,也是锅炉主蒸汽温度由566℃向593℃过渡的关键材料,可⽤于制造⾦属壁温⼩于650℃的⾼压锅炉再热器、过热器等受热⾯管。