工厂直发模式F2B介绍
- 格式:docx
- 大小:354.22 KB
- 文档页数:5
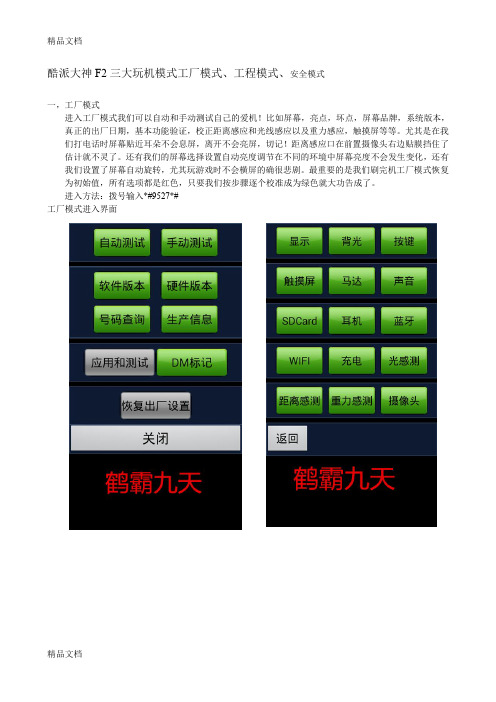
酷派大神F2三大玩机模式工厂模式、工程模式、安全模式一,工厂模式进入工厂模式我们可以自动和手动测试自己的爱机!比如屏幕,亮点,坏点,屏幕品牌,系统版本,真正的出厂日期,基本功能验证,校正距离感应和光线感应以及重力感应,触摸屏等等。
尤其是在我们打电话时屏幕贴近耳朵不会息屏,离开不会亮屏,切记!距离感应口在前置摄像头右边贴膜挡住了估计就不灵了。
还有我们的屏幕选择设置自动亮度调节在不同的环境中屏幕亮度不会发生变化,还有我们设置了屏幕自动旋转,尤其玩游戏时不会横屏的确很悲剧。
最重要的是我们刷完机工厂模式恢复为初始值,所有选项都是红色,只要我们按步骤逐个校准成为绿色就大功告成了。
进入方法:拨号输入*#9527*#工厂模式进入界面显示测试有无漏光亮点暗点按键校准触摸屏是测试触摸有没有死角的光线感应重力感应二,工程模式进入工程模式可以看我们的爱机使用的硬件都是哪里的品牌,更重要相机参数不准确,成像效果不明显,wifi容易掉线,外放声音太小,音量跨度不平衡自己只需要简单的几部设置就可以修复,下面跟我一块儿来修复优化自己的手机吧~1.首先进入工程模式——拨号盘输入“*20121220#”进入工程模式;拉到最下方找到“MTK工程模式”进入后如下图2.手机主要硬件详情向右切换至“Hardare Test”选项下的“Audio”点击进入后如下图向右切换至“Hardare Test”选项下的“Audio”点击进入后如下图下面来解释这些选项到底怎么设置吧:如果我们是佩戴着耳机感觉声音不合适的话,我们就去勾选“Headset”进入后对应以下选项这时我们看到这么多不同的选项,我们需要勾选哪一项呢?如果我们是佩戴耳机听歌,我们就勾选Media进入后出现音量级别设置如下简单说就是level 0——90 level 1——120 以此类推,到了level 6不要设置255 因为怕破音,我们可设置成250即可,Max V ol 设置成155 就完美了~如下图:设置完成之后退出工程模式就可以了,如果我们不佩戴耳机,外放音乐呢?我们就要选择“Louder Speaker mode”按照同样的设置即可完成,如果通话音量小,我们就把上述的Medio换成sip然后再设置参数就可以了,建议大家边放音乐边设置参数,这样可以方便控制~3.相机优化问题同样进入工程模式,找到"Hardware"下面的Camera选项进入后如下图在这里我们可以设置相应的主副摄像头的参数,以及全屏半屏问题,因为工程师给我们设置的问题一般是后置全屏分辨率为1200 前置全屏分辨率为240,大大减少了大神f1的相机参数,我们在这里可以设置后置全屏1300 前置全屏500,很好地利用了大神F1的相机参数,成像效果较好。

一文看懂S2B2C是什么模式一、S2b是C2B模式的奠基石2012年,阿里巴巴提出C2B(Customer to Business,即企业按消费者的需求提供个性化产品和服务)模式,认为是对传统工业时代B2C模式的最根本颠覆,是新商业创新最重要的工作。
C2B的大规模兴起是互联网重构整个商务的全链路,商业网络从传统的供应链走向网络协同的商业范式革命,然而完成这个革命依然任重而道远。
因此,阿里巴巴总参谋长曾鸣提出S2b的概念,即一个强大的供应链平台(S),与千万个直接服务客户的商家(b),结合人的创造性和系统网络的创造力培育出一个全新的赋能平台,在2018年到2023年这5年里,S2b将会是一个新的领先商业模式,并在此商业模式的基础上迎接大规模C2B的到来。
1、从供给端看,行业网络协同尚未形成大部分行业的信息化、数据化和网络化程度角度,以淘系电商相对活跃的女装为例,零售和营销端完成信息化,但在供应链领域依然存在信息孤岛。
现在风靡电商行业的网红电商,缺乏设计能力,没有自己的供应链,但因为拥有流量和用户入口,可以实现实时互动,挖掘和激发需求,甚至通过商品预发布让用户参与产品设计。
C2B的模式需要比较密集和精密协同网络基础,S2b则通过每个行业中形成的供应链平台构建平台体,完成供给侧的初步网络协同。
2、从需求端看,个性消费催生柔性供应链消费需求已经从大众化进入到个性化时代,未来的个性化即大众化,个性化的起点是建立跟客户的持续互动。
在工业时代,每一个客户和消费者都是一个独立的个体,是被动地接受广告和被推送产品的,但在互联网时代,由于信息技术的基础设施和广泛沟通的社交互动,客户已经因为各种各样的社交场景事先聚集到一起。
在个性化即大众化的消费时代,最有价值也最需要的是一张协同的网络,协同网络的全局动态优化可以实时生产按需定制的一条供应链,来满足任何一个节点当时的个性化需求。
因此,个性化需求催生了柔性供应链,供应链平台化催生了S2b模式。


f2c电商模式解决方案随着互联网的快速发展,电子商务已成为当今社会商业活动的重要形式。
f2c电商模式,即从工厂直接面对消费者的电商模式,逐渐崭露头角并受到广泛关注。
本文将探讨f2c电商模式的定义、优势以及如何实施,着重介绍f2c电商模式的解决方案。
一、f2c电商模式的定义f2c电商模式基于工厂直接面向消费者,省去了传统分销环节,实现了生产商品牌和消费者的直接连接。
这种模式使得工厂能够直接了解消费者需求,提供个性化的产品和服务。
与传统的b2b(工厂对工厂)、b2c(工厂对消费者)电商模式相比,f2c电商模式更加高效、灵活。
二、f2c电商模式的优势1.直接连接生产商和消费者:f2c模式打破了传统分销模式,使工厂能够直接对接消费者,了解需求并根据需求灵活调整产品设计和生产。
2.个性化定制服务:由于直接连接消费者,f2c模式能够提供更加个性化的产品和服务,满足消费者对于个性化和差异化的需求。
3.优质产品与高性价比:通过去除中间环节,f2c模式的产品可以以更低的价格提供给消费者,同时保持高品质。
三、f2c电商模式的解决方案1.建立直销渠道:关键在于建立与消费者的直接连接渠道,可以通过在线商城、社交媒体等方式进行销售和推广。
2.品牌塑造与宣传:工厂需要打造自身的品牌形象,加强品牌宣传和推广,以提升消费者对于工厂产品的认可度和信任感。
3.个性化产品定制:通过市场调研和与消费者的直接沟通,精准掌握消费者需求,并灵活调整产品设计和生产,提供个性化定制服务。
4.供应链的协同管理:f2c模式强调工厂与消费者之间的快速连接,需要建立高效的供应链管理系统,确保产品能够按时准确地送达消费者手中。
实施f2c电商模式需要工厂做好以下几个方面的准备工作:1.生产能力的提升:为了满足个性化定制的需求,工厂需要提升自身的生产能力,加强技术研发和生产工艺的改进。
2.数据分析与精细化运营:通过数据分析和市场研究,工厂可以更好地了解消费者需求,进行精细化运营和产品优化。

b2b2c解决方案
《B2B2C解决方案:连接商家和消费者的桥梁》
在当前的电商领域,B2B2C解决方案正逐渐崭露头角,成为
连接商家和消费者之间的重要桥梁。
B2B2C是指商家直接与
其他企业合作,将产品或服务直接提供给消费者。
这一解决方案为商家和消费者之间建立了更加直接的连接,提高了商品和服务的品质和效率。
首先,B2B2C解决方案让商家能够更直接地了解消费者的需
求和反馈。
通过与其他企业合作,商家可以更加快速地将产品推向市场,同时也能够更好地掌握消费者的喜好和购买行为。
这让商家能够更加精准地制定营销策略,提供更符合消费者需求的产品和服务。
其次,B2B2C解决方案也能够让消费者获得更高品质的商品
和服务。
由于商家直接和其他企业合作,消费者可以直接获得优质的产品和服务,而且在价格上也能够更加合理地享受到这些商品和服务。
这种直接连接的模式不仅可以提高商品和服务的品质,还可以提高消费者的满意度和忠诚度。
最后,B2B2C解决方案也能够让企业更加高效地运作。
通过
与其他企业合作,商家可以更加快速地将产品推向市场,降低商品和服务的生产和营销成本。
这种合作模式还可以让商家更加灵活地调整产品和服务,以适应市场的变化和消费者的需求。
综合以上几点,B2B2C解决方案成为了连接商家和消费者之
间的重要桥梁,为双方带来了更多的机会和好处。
在未来的发展中,B2B2C解决方案有望成为电商领域的主流模式,为商家和消费者之间搭建更加紧密的合作关系。

目录第一单元新代控制器面板操作说明 (2)1.1新代控制器面功能树状图 (2)1.2 屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1:機台設定 (5)1.3.1.1 F1:座標切換. (6)1.3.1.2 F2:1/2 座標. (6)1.3.1.3 F3:清除座標. (6)1.3.1.4 F4:相對座標全部清除 (6)1.3.1.5 F5:座標偏移量 (7)1.3.2 F2:程式編輯 (8)1.3.2.1 F1:插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3:編輯循環 (10)1.3.2.4 F5:檔案編輯子功能 (11)1.3.2.5 F7:圖形模擬 (15)1.3.2.6 F8:檔案管理 (17)1.3.4 F4:執行加工 (19)1.3.4.1 F1:座標顯示 (19)1.3.4.2 F2:圖形調整 (20)1.3.4.3 F3:MDI 輸入 (21)1.3.4.4 F4:加工參數設定 (22)1.3.4.5 F8:工作記錄 (23)1.3.5F5:警報顯示 (24)1.3.5.1 F1:現存警報 (24)1.3.5.2 F2:歷來警報 (24)第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1电源开 (25)2.1.2电源关 (25)2.1.3紧急停止 (25)2.1.4原点模式寻原点功能 (25)2.1.5手动运动模式 (25)2.1.6手动寸动模式 (26)2.1.7MPG寸动模式 (26)2.1.8自动加工模式 (26)2.1.9MDI加工模式 (27)2.1.10MPG模拟功能 (27)2.1.11单节执行 (27)2.1.12主轴控制 (28)2.1.13工作灯 (28)2.1.14加工液 (28)2.1.15程序暂停 (28)2.1.16快速归始 (28)2.1.17快速进给的速度 (28)2.2文字键说明: (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标(G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC程序(自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测(G43/G44/G49) (37)3.8 手动资料输入(MDI ) (38)3.9 图形模拟 (39)3.10在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)4.1G码指令一览表 (41)4.2M码指令说明 (42)第五单元新代控制器网络连接 (44)5.1网络设定 (44)5.2网络疑难问题解决方法 (47)5.3 联网最重要的三点 (51)第一单元 新代控制器面板操作说明1.1 新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 銑床1.2 屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
工厂直发管理制度范本一、总则1.1 为了加强工厂直发管理,规范工厂直发行为,提高工厂经济效益,根据国家有关法律法规和政策,结合工厂实际情况,制定本制度。
1.2 本制度所称工厂直发,是指工厂在生产过程中,直接向供应商采购原材料、零部件等物资,或者直接向客户销售产品、提供服务的行为。
1.3 本制度适用于工厂全体直发行为,包括采购、销售、物流、财务等各个环节。
二、采购管理2.1 采购部门应根据生产计划和库存情况,制定采购计划,经审批后执行。
2.2 采购部门应选择有资质、信誉良好的供应商进行合作,并对供应商进行定期评估。
2.3 采购部门应与供应商签订采购合同,明确采购价格、质量、交货期等条款。
2.4 采购部门应按照合同约定,及时支付采购款项。
三、销售管理3.1 销售部门应根据市场情况和生产计划,制定销售计划,经审批后执行。
3.2 销售部门应与客户签订销售合同,明确销售价格、质量、交货期等条款。
3.3 销售部门应按照合同约定,及时交付产品或提供服务。
3.4 销售部门应建立客户档案,定期对客户进行跟踪和维护。
四、物流管理4.1 物流部门应根据采购计划和销售计划,制定物流计划,经审批后执行。
4.2 物流部门应选择有资质、信誉良好的物流公司进行合作,并对物流公司进行定期评估。
4.3 物流部门应按照合同约定,及时运输货物,确保货物安全、准时到达目的地。
五、财务管理5.1 财务部门应根据采购、销售、物流等部门的合同和实际情况,进行成本核算和利润分析。
5.2 财务部门应按照国家有关法律法规和政策,进行税务申报和缴纳。
5.3 财务部门应定期对直发行为进行审计,确保直发行为的合规性和效益。
六、风险管理6.1 工厂应建立风险管理制度,对直发过程中的各种风险进行识别、评估和控制。
6.2 工厂应建立应急预案,对突发事件进行及时应对和处理。
6.3 工厂应定期对直发行为进行风险评估,及时调整直发策略。
七、监督与考核7.1 工厂应建立直发行为的监督机制,对直发行为进行全面监督。
工厂直发模式介绍
目录:
1.工厂直发定义
工厂直发也可称为F2B(Factory to Business):是指产品在工厂(一般为ODM/OEM)完成生产加工、包装之后,直接由承运公司将成品由工厂运输至经销商指定地址的一种运输模式。
与工厂直发相对应的是NDC转运模式,即工厂完成生产、加工、包装之后,货物入库至品牌公司NDC,在NDC进行产品整合,然后由NDC发往经销商指定地址。
2.工厂直发与NDC转运模式比较
2.1货物流转图- NDC转运模式
2.2货物流转图-工厂直发模式
2.3两种模式的三流对比
2.4两种模式的优劣对比
3.工厂直发简化流程
4.工厂直发的控制要点
附录:工厂直发模式流程举例
1.工厂直发定义:
工厂直发也可称为F2B(Factory to Business):是指产品在工厂(一般为ODM/OEM)完成生产加工、包装之后,直接由承运公司将成品由工厂运输至经销商指定地址的一种运输模式。
与工厂直发相对应的是NDC转运模式,即工厂完成生产、加工、包装之后,货物入库至品牌公司NDC,在NDC进行产品整合,然后由NDC发往经销商指定地址。
目前来说,大多数品牌制造公司的工厂(ODM/OEM)分布在全国各地,每个工厂可能承接一种或几种产品,待生产完成之后,货物再通过货运公司集中到品牌公司的仓库NDC之中,再从NDC发往各个城市的经销商或者直营店铺。
工厂直发的模式,大多数情况下是多对多的一种运输模式,多个工厂对应多个B端客户。
那些只有一个工厂,对应多个客户的运输模式,一般品牌公司仓库也建在工厂附近或者在工厂里面,自然就没有了工厂直发和NDC转运的区别。
目前网上比较常见的厂家直发,多是以盈利为目的进行的一种广告促销宣传手段,而并不一定是真的工厂直发,既或者是真正从厂家仓库发出的货物,与本文所讨论的工厂直发也有本质的区别,区别有四点:
其一:发货地址不同,厂家直发多是有单一工厂仓库发货,工厂直发指的是多个工厂发货;其二,客户不同,以宣传促销为目的的厂家直发,面对的客户多是C端客户,而F2B面对的客户是经销商,是B端客户;
其三:订单批量不同,前者是小批量订单,后者是大批量订单;
其四:发货方式不同,前者多为快递或包裹发货;后者多为整车或零担物流发货。
市场上关于工厂直发的资料比较少,因笔者在国内某服装公司运作工厂直发多年,积累了一些经验,希望分享给大家,抛砖引玉,开拓大家的思路。
2.工厂直发与NDC转运模式比较:
2.1货物流转图-NDC转运模式
2.2货物流转图-工厂直发模式
2.4两种模式的优劣对比:
其中工厂直发模式最大的优势在于物流费用的节省,以笔者的经验来说,工厂直发相比于NDC转运模式,仅可见物流成本,前者为后者的一半,何况还有不可见物流成本:仓储面积的节省,资金周转的节省等。
3.工厂直发简化流程:
4.工厂直发的控制要点:
工厂直发的难度有以下几点:
1.产品管理能力
一是产品设计尽量标准化,减少SKU的数量,以便降低工厂拆分货物的难度;其次是进行产品分组,区分产品发货特征(以做单频次与单票发货量进行经纬度分析),找出适合工厂直发的产品。
2.工厂产能与客户需求分布的匹配。
首先从产能分配上,每个工厂生产相同的SKU还是不同的SKU,有多少SKU需要多个工厂同时生产的,有多少SKU是可以单独由某个工厂生产的。
其次在客户的需求满足上,每个工厂满足的客户需求分别是那些?
一种情况是,每个工厂生产不同的SKU,每个工厂同时满足所有的客户,进行全国范围内客户覆盖;
另一种情况是,每个工厂只覆盖工厂所属区域的客户,进行区域性客户覆盖。
3.供应商管理能力
工厂直发要求公司与供应商之间达成合作协议,所有产品需要暂存工厂,在客户需求时直接由工厂发货。
在这个订单信息流转的过程中,如何计算暂存费用,允许暂存时间是多少,工厂能够拆分多少人员用于工厂直发发货,产成品货款如何结算,结算比例是多少,产品货损是如何处理等等这些问题,都要求由清晰明确的答案,并写入采购合同之中,避免后期可能产生的纠纷。
公司应为供应商提供较为完善的培训,包含系统操作培训和实务操作培训,只有前期的培训工厂做好了,后期的发货才会顺畅。
总的来说,工厂直发首先要求公司具有有较强的供应商管理能力,从“小采购” 下单-催货-交货,上升到“大采购” 供应商选择-培训-下单-交货。
4.信息化程度
工厂直发需要供应商与公司之间,关于生产进度,质量检验情况,订单情况,货物出库状态,库存剩余数量,补货情况等进行高效及时的沟通,需要供应商与公司建立完善的SRM系统,建立起双方之间的生产、库存、订单、发货、差异处理的信息可视化共享。
5.客户关系管理
订单的跟进与反馈,异常情况的处理。
总结:
工厂直发的难度不在于操作上,在于区分哪些订单哪些货物可以操作工厂直发,再往前延伸一点就是公司高层对工厂直发模式的重视和支持力度。
附:工厂直发模式流程举例。