真空接触器AgWC60触头材料工艺研制总结
- 格式:doc
- 大小:217.00 KB
- 文档页数:4

交流接触器触头材料交流接触器触头材料是指用于交流接触器内部的触头部分的材料。
触头是接触器中的关键部件,它负责在通电和断电过程中,完成电流的导通和切断。
触头材料的选择对接触器的性能及寿命至关重要。
常见的交流接触器触头材料有:银合金材料、铜及其合金材料、钨材料等。
下面我将详细介绍这几种触头材料的特点和应用。
首先是银合金材料。
银合金材料是最常见的交流接触器触头材料之一。
它具有良好的导电性和导热性能,且在通电和断电过程中能保持较低的接触电阻。
银合金材料还具有较强的耐氧化和耐腐蚀性能,能够在长期使用中保持较好的触头性能。
此外,银合金材料的熔点较低,能够适应高频率的通断操作,因此广泛应用于交流接触器中。
其次是铜及其合金材料。
铜及其合金材料具有较好的导电性能,能够在通电过程中形成稳定的导电通路。
铜触头材料的熔点较高,适用于大电流和高温环境下的应用。
此外,铜触头材料的耐磨损性能较好,能够在频繁接触和分离的过程中保持较长的使用寿命。
因此,在高负载和高温环境下,铜及其合金材料是常用的触头材料之一。
还有一种常见的触头材料是钨材料。
钨材料具有极高的熔点和硬度,能够在高温和高负载环境下保持较好的触头性能。
钨触头材料的导电性能较差,但在交流接触器中,其硬度和高熔点可以弥补其导电性能的不足。
因此,在高温和高负载环境下,钨材料是一种重要的触头材料选择。
除了上述三种常见的触头材料外,还有其他一些特殊材料,如钴合金、铜钯合金等,在特定的应用中也有一定的使用。
这些特殊材料具有一些特殊的性能,如耐磨性能、耐高温性能等,适用于特殊的工作环境。
总结起来,交流接触器触头材料的选择要根据具体的应用环境和要求来确定。
银合金材料具有良好的导电性和导热性能,适用于大部分的应用场景;铜及其合金材料适用于高负载和高温环境;钨材料适用于极端高温环境。
大家在选择时需要综合考虑材料的性能、成本和寿命等因素,以选择最合适的触头材料。
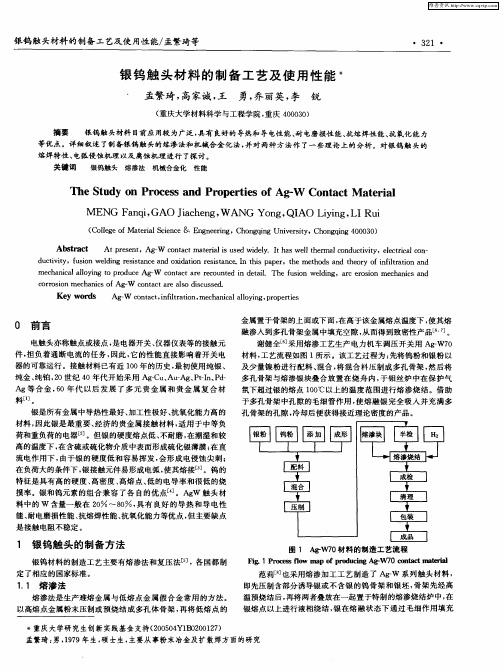
银基系列电接触复合材料的研发与应用郑旭阳;巫小飞;龙小庆;聂宝鑫;谢明;陈永泰;王松【摘要】银基电接触复合材料具有优异的电接触性能,在低压电器、汽车电器和家用电器等行业有广泛的应用.从银基系列电接触复合材料的物理、力学、电学及加工性能等应用要求出发,介绍了银基系列电接触复合材料的制备方法、种类、性能、特点及应用领域,阐述了在已有的银基电接触材料中添加第三组元,改善银基系列电接触复合材料性能的情况.同时介绍了Ag-碳纳米管、Ag-导电陶瓷、Ag-石墨烯等新型银基电接触复合材料的性能、特点及应用领域.【期刊名称】《贵金属》【年(卷),期】2018(039)0z1【总页数】6页(P66-71)【关键词】银基电接触复合材料;制备方法;性能;特点;应用【作者】郑旭阳;巫小飞;龙小庆;聂宝鑫;谢明;陈永泰;王松【作者单位】贵研中希(上海)新材料科技有限公司,上海201603;贵研中希(上海)新材料科技有限公司,上海201603;贵研中希(上海)新材料科技有限公司,上海201603;贵研中希(上海)新材料科技有限公司,上海201603;贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明650106;贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明650106;贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明650106【正文语种】中文【中图分类】TB331;TG146.3+2银基系列电接触复合材料,不仅化学稳定性高,物理、力学及电学性能优良,而且还具有独特的抗熔焊性、耐电弧烧损性、抗氧化性,以及低成本等特点[1],是各类高低压开关、电器、仪器仪表、电子元器件的核心部件,被广泛应用于现代工业领域中的各种交直流接触器、断路器、继电器、转换开关等,其性能的优劣直接决定整个电器产品的通断容量、使用寿命和运行可靠性等,是现代国民经济和社会发展的重要支撑材料之一。
随着科学技术和现代工业的发展,电力、电子、电器、通讯、运输、能源、机电、航空、航天、军工等有关行业对银基系列电接触复合材料的需求越来越大,特别是清洁能源电器、开关触子、电工触头、集成电路桥架、大型高速涡轮发电机转子、高铁断路器、精密仪器仪表、机器人、无人机控制器件等新兴工业的发展,使贵金属系列电接触复合材料成为21世纪有色金属新材料领域发展的主导产业之一,美国、欧盟、俄罗斯、日本、韩国等世界工业发达国家纷纷把它列为高新技术产业给予支持和发展[2]。

真空接触器的工作原理工程
真空接触器通常由绝缘隔电框架、金属底座、传动拐臂、电磁系统、辅助开关和真空开关管等部件组成,
真空开关管是以上封盖、下封盖、金属波纹管和陶瓷管等组成,该真空开关管,外壳采用95瓷绝缘材料制成波纹式的瓷管,它具有爬电间隔大、机械强度高、耐热和耐冲击的特点。
真空开关管内封装一对动静触头,触头材料采用耐磨且低截流值的Cu-W-Wc,这样在满足开断性能的条件下,减小开断过程中由于截流引起的过电压,进步了真空开关管的使用电寿命,
电磁系统考虑实际吸力特性和反力特性良好配合,以及发挥接触器运行时噪音低、节电的优点,采用滞留双线圈由起动和维持两绕组组成,通过辅助开关切换,为了便于用户进展交流电源操作,接触器带有桥式整流装置。
机械锁扣:当闭合线圈通电时,接触器吸合,机械锁扣锁住:当脱扣线圈通电时,机械锁扣脱扣,接触器释放,脱扣线圈在热态时,其电压在Us85%-110%范围内使接触器可靠释放。


电触头的研究现状文献来源:李英民, 薛纪文, 王俊勃等.A gSnO2电触头材料的研究进展[J].电工材料,2003,(2):20-27.1972 年日本开始限制使用AgCdO 电触头材料并寻找代替品, 随后美国、法国、英国等也相继研制AgCdO 的代替品, 人们试图采用其它材料代替AgCdO 以弥补其不足,并使这种材料的综合性能高于AgCdO 材料。
A gSnO 2 电触头材料研究现状:始于1981年,在发达国家得到了迅速发展, 现已逐步应用于接触器(交流和直流)、功率继电器(交流和直流) 和某些低压断路器等领域。
20 世纪80 年代,Degu ssa 公司宣称该公司以约十年时间、耗资上千万马克, 采用先进的粉末烧结挤压技术研制成功AgSnO 2 电触头材料。
80 年代中期, 上海电器科学研究所等单位完成了内氧化A gSnO 2 电触头材料的试制工作。
文献来源:胡春文,鲁世强,贺跃辉等.CuCr 触头材料的制备方法[J].国外金属加工,2004,25(2):58-63.现状:美国用电器公司于上世纪六十年代率先提出了真空触头材料的设计判据,研制出了Cu-Bi ,Cu-Be-Bi等二元和三元触头合金材料。
其中Cu一Bi 触头材料因有良好的通流能力、开断能力和抗熔焊性,曾在60 年代风行一时,获得广泛应用川。
近二十年来,Cu一C: 合金的出现是真空开头触头材料的突破,使真空开关的开断能力、截流、耐压及抗熔焊性能都得到极大的改善,成为Cu一Bi 触头材料的有力竞争对手。
目前,在中压特别是大功率真空开关领域,CuCr 触头材料占据了统治地位。
文献来源:骆瑞雪.耐负荷的Ag - Cu - C - SnO2触头材料的制备[J].研发与应用,2006,25(4):38.80 年代末, 世界各国的研究人员均开始大力开发新型材料以代替AgCdO 合金, 如Ag- SnO2,Ag- ZnO, Ag-MnO2, Ag- InO2。


真空灭弧室触头材料1. 引言真空灭弧室触头材料是一种在高压电力设备中起到灭弧和传导电流的重要元件。
它们在电力系统中的应用广泛,包括断路器、隔离开关、接地开关等。
触头材料的选择对设备的性能和可靠性有着重要影响,因此对触头材料的研究和开发具有重要意义。
本文将从触头材料的基本要求、常用材料、新型材料以及未来发展方向等方面进行探讨,以期对真空灭弧室触头材料有一个全面、详细且深入的了解。
2. 触头材料的基本要求真空灭弧室触头材料需要满足以下基本要求:2.1 高温性能触头材料在高压电力设备中会遭受到高温的影响,因此需要具有良好的高温性能,包括高温稳定性和耐热性。
触头材料应能在高温下保持稳定的物理和化学性质,不发生热膨胀、软化或氧化等现象。
2.2 电气性能触头材料需要具有良好的电气性能,包括低电阻、高绝缘性和良好的电弧灭除能力。
触头材料应具有较低的电阻,以降低电流通过时的能量损耗;同时,触头材料应具有较高的绝缘性,以防止电流外泄;此外,触头材料还需要具备良好的电弧灭除能力,以确保设备的安全运行。
2.3 机械性能触头材料需要具有良好的机械性能,包括高强度、耐磨性和耐冲击性。
触头材料应能够承受高压电力设备中的机械应力,不发生破裂、变形或磨损等现象。
2.4 热导性能触头材料需要具有良好的热导性能,以便将灭弧时产生的热量迅速散发,防止触头温度过高。
3. 常用触头材料目前,常用的真空灭弧室触头材料主要包括铜合金、银合金和铜铬合金等。
3.1 铜合金铜合金是一种常用的触头材料,具有较高的导电性能和机械强度。
铜合金触头材料通常含有添加剂,如锡、镍、锌等,以提高其硬度和耐磨性。
铜合金触头材料适用于中低压电力设备,但在高压环境下容易发生氧化和热膨胀等问题。
3.2 银合金银合金是一种具有良好电气和热导性能的触头材料。
银合金触头材料通常含有添加剂,如钯、铜等,以提高其硬度和耐磨性。
银合金触头材料适用于高压电力设备,但成本较高,因此在实际应用中常与其他材料进行复合。

真空接触器
触头系统采用真空灭弧室的接触器。
低压真空接触器工作原理见图2。
真空灭弧室垂直安装在绝缘隔板上,室内上部为静触头、下部为动触头。
上静触杆用铜排引出,下动触杆用软导线引至铜排引出端。
动触头通过导电杆、触头弹簧和绝缘体与杠杆相连。
在分闸弹簧力的作用下,杠杆向反时针方向转动,它带动动触头向下运动,静、动触头被分开。
合闸时,将合闸电磁铁线圈通电,衔铁向右吸合,杠杆顺时针方向转动,通过绝缘体、触头弹簧使动触头向上运动,与静触头闭合。
真空灭弧室的外壳可用玻璃或陶瓷绝缘材料制成,内部的真空度通常在10帕以上。
由于壳内的空气少,触头开距可以做得很小,电弧也较容易被熄灭。
触头材料一般用铜、锑、铋等合金制成。
灭弧室内屏蔽罩的作用是,当分断电流时,凝结触头间隙中扩散出来的金属蒸气,有助于熄弧,还可以防止金属蒸气溅落到绝缘外壳上降低其绝缘强度。
动触头与外壳下端用波纹管连接,动触头可以上下运动又不会漏气。
真空接触器熄弧能力强、耐压性能好、操作频率较高、寿命长、无电弧外喷、体积小、重量轻、维修周期较长,适用于660 伏及以上的电路中,如用于煤矿、化工、冶金、水泥等行业有防爆、防腐蚀和防火要求以及环境较恶劣的场所。
高压真空接触器也用于电弧炉、高压电动机等负载中作电源开关。
真空接触器的真空灭弧室制造时工艺要求很高,如果工艺不良,灭弧室的真空度易下降;触头材料材质不好,在分断电流时会出现“截流过电压”现象,即在分断电流时,由于真空灭弧室的熄弧能力很强,电弧电流不是自然过零时切断,而是从电流的某一值突然降到零,由此而出现高的过电压。
截流过电压会危及电工设备的安全运行。

触头材料研究报告【前言】触头作为一种连接电气设备的基础材料,广泛应用于电子、电器、通信等领域,是信息革命和工业智能化的重要组成部分。
随着工业技术和物联网的不断发展,触头的性能和稳定性越来越受到重视。
本文将从材料角度进行触头材料研究报告,为读者带来关于各种材料的信息和发展前景。
【金属类触头材料】在金属类触头材料中,铜是最常用的。
其导电性好、可加工性强、耐腐蚀性也较好。
同时,铜触头成本较低,适用于一些大批量生产的场合。
不过,铜的弹性差,使用寿命不易提高。
因此,近年来,钛、钨合金、纯银等金属材料进入了触头领域。
其中,纯银触头的电学性能、机械性能和耐磨性等方面具有显著优势,广泛应用于通信设备、航空等高端领域。
【合金类触头材料】合金类触头材料是在改变金属组成后,得到一种具有更优越性能的触头材料。
市面上广泛使用的合金包括铜锌合金、铜锡合金、铜磷合金等。
其中,铜锌合金在耐磨程度、抗氧化等方面表现良好,这也是为什么它可以广泛使用于变压器、电感器等电子机械系统的重要原因。
而铜锡合金在机械强度、耐磨性、化学惰性等方面则表现更加优良。
【非金属类触头材料】一些新型材料如陶瓷、聚合物、复合材料也成为触头材料的研究热点。
陶瓷作为一种硬度和耐磨性均非常优秀的材料,其在触头的应用上也表现出了较为突出的特性。
但是,由于其比较暴脆易碎,因此在实际应用中受到限制。
聚合物是一种成本低廉、加工便利、重量轻等优点。
它的使用寿命虽然不如金属触头那么长,但在另一些方面可能具有优势,比如低振动性能、能形成更广泛的接触面等。
【总结】总体来看,随着工业大量需求和科技的进步,触头材料已经成为电气连接行业的重要组成部分。
不同的材料在触头领域以各自的优点存在着,而对于优势和缺点的清楚认识,有助于我们选择合适的触头材料应用于实际生产应用当中,提升产品稳定性、维护性以及使用寿命。
同时,随着新材料在研究上的不断推进,也会有更多的技术创新摸索出更优化的触头材料。


真空开关用触头材料史久熙.(上海电器科学研究所,上海200063)摘要:综合介绍德国第15届阿尔贝特-凯尔电接触研讨会报导的真空触头材料最新的研究进展。
讨论集中在用模拟真空开关试验装置对钨基、碳化钨基、铜铬等触头材料的分断能力、电弧烧损、截止电流的研究结果以及分析解释。
关键词:触头材料;钨基;碳化钨基;真空开关;电接触性能中图分类号:TM564·2文献标识码:D1前言真空开关在某些场合使用时明显优于空气开关,如:有爆炸危险的环境———矿山或化学工业;带有延时脱扣的前级断路器;额定电流非常高的开关,等等。
真空开关不但在中高电压中占有优势,而且在低压中也有不少优点,如:介电强度高;接触电阻小;电磨损少;低噪音;保护环境不直接与电弧接触;维护方便等。
真空开关的主要性能,如分断能力、电寿命、熔焊性以及截止电流水平等,在很大程度上由触头材料决定。
如真空开关的分断能力,这个在短路时发生的电流(在低压接触器上为额定电流的10倍,在断路器上是25倍以上)需要由触头承担,然后在电流过零时切断。
分断能力决定于:触头形状,如平触头、径向磁场触头(螺旋形和盆形触头)或者轴向磁场触头;材料成分;颗粒尺寸;制造方法;材料纯度等。
另外,真空开关内没有气体,所以在触头之间维持电弧和决定截流水平的截流子只能是金属蒸气,它必须从触头材料里释放出来。
目前真空开关方面的工作在于:提高现有真空开关的分断容量;在相同的分断容量下缩小尺寸;改进制造工艺;减少生产成本。
而在这些工作中,触头材料性能的提高是重要因素。
因此真空开关对触头材料的主要要求是:(1)为了保证欧姆损耗低和导热性好,材料须具有高的电导率和热导率;(2)在电弧作用下烧损少,这样便可有长寿命;(3)为了避免发生冷焊,材料须具有高的抗焊接性;(4)高的熔化能,以避免很快熔化而可承受大的短路电流;(5)为避免通断感性负载时发生过电压,材料须有低的截止电流;(6)高的介电强度,以减少重燃几率。

真空灭弧室触头及其制造工艺
范光荣
【期刊名称】《旭光技术》
【年(卷),期】1996(000)003
【摘要】经涂复步骤和扩散步骤,可制得真空灭弧室触头。
涂复步骤是这样的:在一定形状触头基体表面上形成一厚度10μm以下的金属涂层,该涂层中含有Cu、Ag、Ni、Sn、In、Fe以及它们的合金中所选出的至少一样金属。
扩散步骤则是至少有一部分涂层扩散到触头基体中。
【总页数】7页(P11-17)
【作者】范光荣
【作者单位】无
【正文语种】中文
【中图分类】TM561.505
【相关文献】
1.动静触头不同间距对真空灭弧室触头杯状电场的影响 [J], 卢新强
2.真空灭弧室触头托的加工工艺及模具设计与制造 [J], 陈继红
3.一种触头材料、真空灭弧室触头及其制备方法 [J],
4.杯状纵磁真空灭弧室开断能力与触头直径和触头开距的关系 [J], 刘志远;王仲奕;张炫;王季梅
5.杯状纵磁真空灭弧室开断能力与触头直径和触头开距关系的试验比对 [J], 刘志远;程少勇;王季梅;何广丽;王荃;毕冬丽
因版权原因,仅展示原文概要,查看原文内容请购买。

电触头材料制备新技术摘要:总结了电触头材料的性能要求,介绍了国内电触头材料的应用现状和研究进展情况。
综述了近几年来纳米技术在电触头材料中的应用概况,并展望了电触头材料的发展趋势与应用前景。
关键词:电触头材料;纳米技术;机械合金技术;银基;铜基1 引言电触头是电器开关、仪器仪表等的接触元件,主要承担接通、断开电路及负载电流的作用。
因此, 它的性能直接影响着开关电器的可靠运行与寿命。
而电触头材料则是开关电器中的关键材料,开关电器的主要性能以及寿命的长短, 在很大程度上决定于触头材料的好坏。
触头在实际使用过程中的情况非常复杂, 除了机械力和摩擦作用外,还有焦耳热、电弧的灼烧, 以及因电流极性而产生的材料转移等, 这些都会对材料产生影响;并且,对不同的材料来说, 影响也不尽相同。
由于使用场合的不同, 对触头材料的要求也是多方面的[1] , 通常要求它具有良好的导电性和导热性、低而稳定的接触电阻、高的耐磨损性(电磨损和机械磨损)、抗熔焊性、良好的化学稳定性和一定的机械强度,对于真空触头材料还要求截断电流小、含气量低、耐电压能力强、热电子发射能力低等。
目前, 应用于弱电领域中的触头材料大多采用金和铂族金属及其合金(高的化学稳定性)。
在强电领域中主要有银基触头材料(主要用于低压电器、家用电器等)、铜基触头材料(主要用于真空断路器等)和钨基触头材料(用于高压油路断路器、SF6 断路器、复合开关等)。
用于生产制造的触头材料品种很多, 二元或多元复合触头材料共计有数百种, 广泛应用的触头材料只不过几十种。
在二元或多元体系中, 大部分触头材料形成的是“假合金” , 其制造工艺主要是粉末冶金法与熔炼法两大类, 可以根据不同的成分和性能要求, 选用不同的制造工艺。
随着强电触头材料向着高电压、大电流、大容量方向的发展以及弱电触头材料小型化、高寿命和高灵敏度的发展趋势, 对触头材料的要求越来越高。
近年来, 随着冶金技术的不断发展,国内外在触头材料的制造技术方面有了很大的发展, 新工艺、新技术得到广泛应用, 如采用纤维强化冶金工艺制备出的钨纤维、镍纤维等纤维强化触头材料具有优良的电性能;德国发展了生产银石墨间接重复挤压工艺, 得到了密度高、延伸性好的产品;此外, 烧结挤压工艺、等静压技术、超声波场中压制成形技术以及机械合金化、离子注入等技术已经应用在触头材料的制备中, 触头材料的性能得到了很大的提高[2]。
AgWC60触头材料及其工艺研究
陕西中天火箭技术有限责任公司高友谊曹兆红
摘要:本文对真空接触器用AgWC电触头材料进行了研究,通过对比实验,制备出了高性能的AgWC触头。
关键词:真空接触器银碳化钨电触头材料工艺
1前言
目前国内真空接触器触头材料主要有Cu-WC、CuW-WC、Cu-W系列,国外普遍采用AgWC触头,与其他触头相比,AgWC具有更好的导电性能,更低的截流值(0.7A),是接触器理想的材料,但因其成本大,价格高,国内尚没有普及,应用限于要求较高的场合,如1.2KV/630A系列真空接触器。
应客户要求提供AgWC60触头材料,其性能指标要求如下表1:
表1 国内外AgWC性能指标
2原料
Ag粉采用的是上海化学试剂厂的化学试剂,200目、纯度99.90%、Q/CYDZ-187-2003、批号F20070219。
由于AgWC60杂质含量要求<0.05%,市场上没有一级Ag粉(纯度99.99%)或二级Ag粉(纯度99.95%)。
熔渗使用的Ag片性能指标与上相同。
WC粉使用的是株洲硬质合金集团的WC粉,根据杂质和导电性能要求,试验中不能引入任何杂质,如加入成形剂。
3工艺流程
由于WC塑性差,与Ag浸润性不好,参照Cu-WC工艺,采取少量Ag粉和WC粉混合后压制成形再熔渗的工艺。
具体工艺如下:
Ag粉和WC粉混粉→压制成型→H2条件下还原烧结→真空条件下熔渗Ag
在AgWC60中,Ag和WC两者体积比为1。
不可能通过传统的工艺,WC粉→压制成型→还原烧结→熔渗Ag,因为AgWC两组分均形成不了骨架,需要在压制毛坯中加入诱导银。
3.1压坯原料配比及压制
在压坯原料配比中,若Ag含量少,则成形性差,易裂;若Ag含量大,成形压力大,可能形成闭孔,渗不透。
通过多次试验不同配方,试验中采用三种不同的比例,确定压坯具有良好的成形性和渗透性。
压坯配比及压制工艺参数见表2。
表2 压坯配比及压制工艺参数
注:Ag密度10.5 g/cm3,WC密度15.6 g/cm3。
3.2熔渗工艺
经多次实验对比,两种配比均宏观上能满足要求:
表2中(1)(2)熔渗工艺:1090℃x300min冷却300℃以下通N2
表2中(3)熔渗工艺:1100℃x2400min冷却300℃以下通N2
在1200℃时Φ14mm的压坯烧结熔渗完试样保持完好外形,其内部肉眼看不出缺陷,但Φ35mm的压坯开裂,界面有黑斑,据分析黑斑可能是WC,究其原因,Ag的熔点低,962℃,压坯在熔渗过程中,Ag含量多,WC与Ag不能形成完整的骨架,靠塑性变形而形成的机械连接,强度低,在1200℃时熔化而开裂,由于表面张力,液体Ag流失。
而在1100℃,Φ35mm 的压坯不开裂,表明在1100℃~1200℃区间,是该AgWC组分银熔化临界点。
800℃保温是考虑H2还原Ag粉吸附的气体,据资料,Ag2O加热到300℃完全分解为金属Ag和氧。
熔渗时Ag片放在压坯上面,压坯用Al2O3粉填埋,若不用Al2O3粉,熔渗完毛坯底部基准面以及毛坯边缘处留有少量Ag,造成机加困难或留有机加余量多。
3.3 性能检测
最终性能检测结果见表3。
表3 最终试验测试结果
注:表2和此表相对应。
3.4 金相组织
最终产品内部组织的均匀性见金相组织图1,Ag和WC两相组织均匀,颗粒细小,没有明显的聚集区,达到电触头行业的要求。
图1 AgWC60金相组织
4结论
采取少量Ag粉和WC粉混合后压制成形再熔渗的工艺,试制出一批AgWC60样品,除Ag粉杂质、H2含量没有测试以外,其余性能合格。
基本满足客户提出的要求,已提供给客户,客户反映良好,在批量生产时还应考虑如下两方面的工作:
(1)Ag粉采用工业粉而不是化学试剂一级粉,据资料,欧洲电触头生产厂商对采购
Ag重熔处理提高纯度,使用光谱仪、原子吸收分光光度计对Ag杂质进行测量和控制。
国内Ag中杂质元素的控制完全依赖原材料的质量保证。
微量杂质对低压触头材料AgSnO2的使用性能影响大,所以要严格控制杂质,尚不清楚微量杂质对AgWC的使用性能的影响程度。
(2)样品中H2含量尚不清楚,若含量高,控制WC粉及Ag粉少与空气接触。
资料介绍还可以用露点高的氢气还原、真空脱气方法除气。
5参照标准; GB/T 4135-2002《银Silver》
GB/T 1773-1995《片状银粉Flake silver powders》
GB/T 1774-1995《超细银粉Superfine silver powders》。