座椅发泡设计指南FoamTraining
- 格式:ppt
- 大小:3.80 MB
- 文档页数:25
揭开“面纱”“十问”汽车座椅发泡技术无论开车、乘车,一直坐在柔软的座椅上,接触的也只是皮质或布艺,却从未关注过座垫或靠垫内的世界,就像喝水从不关注水源从哪里来一样。
好奇心打开后,就想揭开那一层“面纱”,深入探究下提供舒适性和支撑力的座椅泡沫背后的故事。
究竟它是如何形成的?生产工艺有哪些?材质的选择上如何考究?如何区分其好坏……,作为记者的天性自然永远有无数个问号旋转,不过亦有诸多对此兴趣盎然之人,盖世记者经过多方问题搜集,共汇总出十大问题,并携其采访到江森自控专业汽车内饰集团泡沫制造高级经理倪海峰先生,以寻究竟!具体整理报道如下,与业内共飨!图为:江森自控专业汽车内饰集团泡沫制造高级经理倪海峰问题一:发泡如何形成的?倪海峰:汽车座椅发泡说得简单一点,实际上感觉和做馒头差不多—将面粉、水、酵母混合之后进行搓揉,然后上炉子蒸。
不过这当中肯定有本质的区别,蒸馒头是通过酵母进行物理发泡的过程。
而汽车座椅的泡沫制造实际上是将聚醚,异氰酸酯,如苯二异氰酸酯(TolueneDiisocyanate,简称TDI)、二苯基甲烷二异氰酸酯(Methylenediphenyl Diisocyanate,简称MDI)之类的以及水和添加剂混合后反应生成的。
其中,水和异氰酸酯反应产生二氧化碳和聚脲,聚醚和异氰酸酯反应生成了聚氨酯,而所有的这些混合之后像发面一样的形成泡沫。
在实际生产中我们会利用模具使得泡沫发起后形成我们需要的形状,我们称之为反应模塑。
之后就是后期处理,这个过程较为简单,就是将它放在自由状态下进行熟化。
因为泡沫是一种粘弹性物质,它的特性会随着时间、速度而产生变化,因此我们一般会把它静止8到24个小时,让它的硬度稳定之后,再拿到总装工厂去包覆,这就是一个座椅泡沫的生产过程。
问题二:制造工艺中热发泡与冷发泡的区别?倪海峰:目前的发泡制作通常有两种工艺:热发泡和冷发泡。
所谓热发泡就是浇注完成后,模具经过烘箱来完成反应,这个烘箱的温度一般情况下应该在摄氏220度到250度,低一点的在180度。
汽车部品有限公司汽车座椅冷发海绵技术协议甲方:有限公司乙方:有限责任公司二零一二年二月目录一. 车型品种 (2)二. 生产依据 (2)三. 技术要求 (2)四. 泡沫成品验收的界定 (4)五. 交货时间和地点 (4)六.质量保证 (4)七.其它 (5)八.签字 (5)甲方:汽车部品有限公司(以下简称甲方)乙方:有限责任公司(以下简称乙方)甲方拟购乙方提供的冷发座椅海绵,乙方按照我司提供的发泡模具根据下达的具体订单制造生产、检验以及运输工程。
达成如下协议:一、车型品种:系列座椅泡沫。
二、生产依据:1、乙方根据甲方下达的具体生产计划,按具体需求数量及需求日期进行生产、检验及配送。
2、乙方提供的座椅泡沫必须是甲方提供模具生产的,泡沫表面干净无污染;无边角余料等硬边及撕裂现象;3、乙方必须按照甲方提供的要求及模具形状、特性在生产过程中安放无纺布、钢丝等整体发泡预埋件。
三.技术要求:3.1泡沫外观技术要求:3.2泡沫成品性能技术指标要求:四、泡沫成品验收的界定:1.到货验收:是指乙方根据甲方下达的具体订单,按时按量地将成品泡沫运抵合同约定场地并提请甲方按合同要求进行外观检验和数量清点等活动的过程,以验收合格入库单据为双方签署的到货验收合格证明单据。
2.到货成品泡沫检验不符合上述“三.技术要求”的不予入库。
五.交货时间和地点:交货时间:乙方按甲方下达的具体订单要求及交货时间为准。
交货地点:六.质量保证:乙方必须每月为甲方提供一份关于甲方需求产品种类的、满足甲方技术要求的成品泡沫性能检测合格报告。
七、其它1、本技术协议为甲乙双方签定的供货合同的组成部分,由甲乙双方共同签字后与合同具同等法律效力;2、本协议为本项目制造和验收的依据及标准。
3、本协议需经双方代表签字、盖章后,方有效。
4、本协议自签订之日起生效。
5、本项目在实施过程中,发现有本协议中双方未约定、不明确的事项或与商务合同有冲突之处,双方另行补充约定。
座椅座椅发泡模具发泡模具发泡模具指导指导指导说明说明说明目录1.发泡模具基础-----------------------------------------------------------------------------------------31.1概述------------------------------------------------------------------------------------------------31.2发泡模具种类------------------------------------------------------------------------------------32. 模盒及模具定位安装--------------------------------------------------------------------------------42.1模盒------------------------------------------------------------------------------------------------42.1.1概要-----------------------------------------------------------------------------------------52.1.2各地模盒特点-----------------------------------------------------------------------------52.2模具安装及分型面检查------------------------------------------------------------------------52.2.1安装步骤-----------------------------------------------------------------------------------52.2.2分型面检查--------------------------------------------------------------------------------73. 发泡模具排气系统设计与标准--------------------------------------------------------------------83.1概述------------------------------------------------------------------------------------------------83.2排气槽指导-------------------------------------------------------------------------------------83.3 AUTOVENT 指导------------------------------------------------------------------------------93.4发泡工厂可供选择的AUTOVENT尺寸--------------------------------------------------114. 加热保温系统----------------------------------------------------------------------------------------124.1 概述----------------------------------------------------------------------------------------------124.2模具水管尺寸和管路位置排布遵循原则--------------------------------------------------125. 模具与外协件定位标准----------------------------------------------------------------------------145.1 骨架定位方式及常见缺陷-------------------------------------------------------------------145.1.1 骨架定位方式--------------------------------------------------------------------------145.1.2骨架定位常见缺陷---------------------------------------------------------------------145.1.3骨架检验标准---------------------------------------------------------------------------145.2 模具与粘扣带定位形式选择与标准(附磁铁安装标准)----------------------------165.2.1 磁铁安装标准--------------------------------------------------------------------------165.2.2 粘扣带的检验标准--------------------------------------------------------------------185.3模具与毡布定位形式选择与标准-----------------------------------------------------------185.3.1 毡布定位形式----------------------------------------------------------------------------185.3.2 毡布检验标准----------------------------------------------------------------------------205.4 模具与钢丝定位形式选择与标准(附钢丝检验标准)--------------------------------215.5 模具与加强块定位形式选择与标准(附加强块检验标准)--------------------------215.5.1加强块定位方式------------------------------------------------------------------------215.5.2加强块检验标准------------------------------------------------------------------------236. 主模型翻砂模具制造流程与方法----------------------------------------------------------------237. 模具预验收标准指导-------------------------------------------------------------------------------248. 附录----------------------------------------------------------------------------------------------------25模架结构图------------------------------------------------------------------------------------------258.1 模具管理----------------------------------------------------------------------------------------268.2 卡板与托架管理-------------------------------------------------------------------------------27附件一:模具管理与检验要求------------------------------------------------------------------31 附件二:卡板、托架管理与检验要求---------------------------------------------------------321.发泡模具基础1.1概述根据发泡件设计和发泡生产工艺的要求制造的用来生产泡沫件的模具称为发泡模具。
1设计思想1.1设计原则与设计流程(1)设计原则目前,我公司几乎所有车型的座椅均作为借用件或联合开发件开发,即整车厂只需确认前后排座椅的R点、造型、功能及安装方式等输入条件,座椅在车身上的安装位置,座椅涉及到的人机工程可行性分析和空间布置的可行性分析,而座椅骨架及座椅发泡设计、外造型的A面制作等均由供应商完成。
舒适性要求:1.meat to metal:50mm;2.中、后排750mm,前排750-800mm。
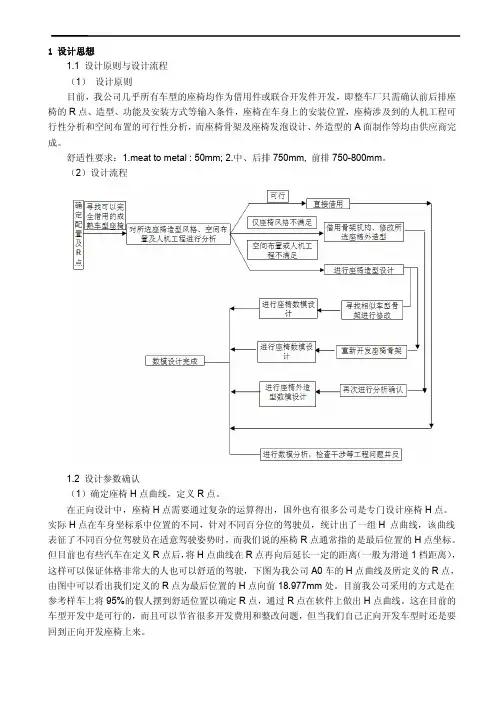
(2)设计流程1.2设计参数确认(1)确定座椅H点曲线,定义R点。
在正向设计中,座椅H点需要通过复杂的运算得出,国外也有很多公司是专门设计座椅H点。
实际H点在车身坐标系中位置的不同,针对不同百分位的驾驶员,统计出了一组H点曲线,该曲线表征了不同百分位驾驶员在适意驾驶姿势时,而我们说的座椅R点通常指的是最后位置的H点坐标。
但目前也有些汽车在定义R点后,将H点曲线在R点再向后延长一定的距离(一般为滑道1档距离),这样可以保证体格非常大的人也可以舒适的驾驶,下图为我公司A0车的H点曲线及所定义的R点,由图中可以看出我们定义的R点为最后位置的H点向前18.977mm处。
目前我公司采用的方式是在参考样车上将95%的假人摆到舒适位置以确定R点,通过R点在软件上做出H点曲线。
这在目前的车型开发中是可行的,而且可以节省很多开发费用和整改问题,但当我们自己正向开发车型时还是要回到正向开发座椅上来。
图一(2)确定座椅配置定义表我公司配置定义表主要参照参考样车来确定,同时考虑国内同类的竞争车型和未来发展趋势,再结合整车的售价确定的。
下表是A0车的座椅配置表,参考车型C1,国内竞争车型有QQ3,路宝,奔奔等,预计售价3.5-4.5万。
附表1是竞争车型的配置定义表。
表一(3)根据整车设计尺寸、配置定义表及参考样车确定座椅轮廓尺寸范围,前排座椅滑道行程,滑道角度,座椅安装方式,后排座椅翻转角度等。
注:座椅轮廓尺寸需满足国标法规,由其注意后排座椅长度≥人数×400mm1.3材料、加工要求座椅的材料主要分表皮材料、衬垫材料、骨架及弹簧元件材料及座椅靠背翻转的把手和前排座椅两侧护板材料。
昆山市古汉有色合金铸造有限公司KunShan City Guhan Non Ferrous Alloy Casting Co., Ltd座椅发泡模具设计及制作规范目录座椅发泡模具设计及制作规范1.数据形式说明ORG/ALED/ZOOMED----------------------------- Page32.数据名称管理要求----------------------------------------- Page43.设计数据相应图层管理------------------------------------- Page54.模具安装定位标准件a. 磁铁标准及安装说明------------------------------ Page6b. 定位钉、刺毛条、扰流槽尺寸---------------------- Page7c. 定位销尺寸-------------------------------------- Page85.上海江森模具分型面形式a. 环氧分型面形式---------------------------------- Page9b. 电火花分型面形式-------------------------------- Page9c. 内凹分型面形式---------------------------------- Page10d. 分型面设计准则、质量要求、检验方法-------------- Page106.上海江森模具外型尺寸确定方法----------------------------- Page117.模具拉钩安装尺寸及拉钩安装凸台放置说明---------------- Page11-128.上海江森模具安装所用模架--------------------------------- Page139.上海江森模具在模架中的放置方法a. 模具宽度0 - 700mm≤(单模框模具)--------------- Page14b. 模具宽度>700-880mm≤(单模框模具)--------------- Page15c. 模具宽度>880-1600mm≤(双模框模具)-------------- Page16d. 40% \ 60%形式的模具---------------------------Page17-18注:模具超出模架(3开模架),筋板及脚板尺寸要求------------ Page1910.上海江森模具相关部件设计信息a.上、下模脚板尺寸--------------------------------- Page20b.模具外围板、内部筋板分布及尺寸说明--单模框模具外围板、内部筋板分布及尺寸说明------- Page21--双模框模具外围板、内部筋板分布及尺寸说明------- Page22c.定位销、等高块、模具分中基准块-------------------Page23d.模具温度要求、水管排布及尺寸---------------------Page24e.三片式气缸安装尺寸要求--------------------------- Page25f.模具内外字牌尺寸信息:----外字牌、资产标牌、工厂牌号、内字牌--------- Page26g. AutoVent装尺寸要求----------------------------Page27h. 模具吊环安装尺寸要求--------------------------- Page2811.模具铸件砂眼标准评定方法----------------------------- Page29-3112.模具型腔尺寸测量方法------------------------------------ Page3213.镶块余量放置说明---------------------------------------- Page3314.头枕、小模具代木翻砂拔模角度及方向-------------------- Page3315.主模型翻砂--字牌加工及翻砂使用说明---------------------- Page3416.头枕模具----骨架安装及定位------------------------------ Page3517.发泡模具常用材料规格\ 主模型翻砂字体规格--------------- Page3618.发泡模具气缸导柱及模架横梁尺寸关系---------------------- Page3719.模具气缸安装凸台、预埋铁块及水管分布---------------------Page381. 数据形式说明 ORG/ALED/ZOOMED数据形式包含:ORG数据、ALED数据、ZOOMED数据---ORG 数据: 最终成品泡沫数据,1:1数据不含任何收缩。

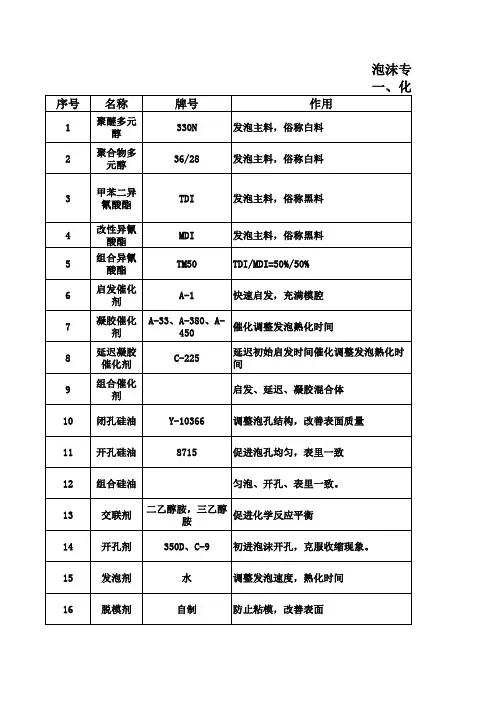
汽车座椅发泡采用聚氨酯体系一般会根据主机工厂(OEM )的需求,可分为MDI(二苯基甲烷二异氰酸酯),TDI(甲苯二异氰酸酯)、MDT(二苯基甲烷二异氰酸酯)/TDI(甲苯二异氰酸酯)混合体系的聚氨酯冷熟化发泡工艺,该发泡材质具有良好的物化性能以及高回弹性。
该体系使用的发泡剂主要是利用水与异氰酸酯反应,放出的二氧化碳作为发泡剂。
所以模具内需要排出的气体多为空气与发泡反应种产生的二氧化碳。
如果在发泡过程中排气不顺畅,泡沫产品就会出现表面或内部空洞等质量缺陷,从而造成一定的产品残次和报废,增加了产品的成本。
模具的排气系统的分布和产品的形状,浇注方式有密切的联系,廖元国对排气的设计提出三种典型的案例,分别为模具下模带有横筋,模具上方凸起,平直产品排气设计方式。
李宇锋提出了分型面增开溢流槽,排气槽的解决方案。
虽然方案解决了产品缺陷问题,但后道仍然需要员工大量的修补。
目前市场上标准的排气装置,此结构存在三种问题:一是单个气缸大,在模具上不能完全按工艺要求位置放置,导致产品排气不良,报废和修补高;二是此结构不能放置于模具分型面边缘,需开气槽,导致产品蘑菇头多;三是此结构的气管、三通等易损件多,容易造成设备停机率的上升。
本文主要设计全新排气结构,采用单气缸集成式控制模具上所有排气钢针的运动。
单根钢针占有空间小,可在模具上模面自由布置,极大的满足工艺布置钢针的自由度,从而优化模具排气方式,模具不需开气槽,减少产品报废和缺陷,提升产品质量,并降低修补人工。
1集成式顶针排气结构1.1集成式顶针排气结构定义集成式顶针排气结构是通过保证所有排气顶针的运动轨迹与驱动机构的运动轨迹相互平行的情况下,通过一块覆盖所有需要设置排气点区域的铝板连接固定顶针和驱动机构后,通过气缸驱动在设定的行程内做直线往复运动的一种机械机构。
其结构由气缸驱动机构(驱动气缸,滚珠导柱(线性轴承),固定板,固定座,连接座,铝板,紧固件)和排气机构(司筒顶针)组成。
揭开“面纱”“十问”汽车座椅发泡技术无论开车、乘车,一直坐在柔软的座椅上,接触的也只是皮质或布艺,却从未关注过座垫或靠垫内的世界,就像喝水从不关注水源从哪里来一样。
好奇心打开后,就想揭开那一层“面纱”,深入探究下提供舒适性和支撑力的座椅泡沫背后的故事。
究竟它是如何形成的?生产工艺有哪些?材质的选择上如何考究?如何区分其好坏……,作为记者的天性自然永远有无数个问号旋转,不过亦有诸多对此兴趣盎然之人,盖世记者经过多方问题搜集,共汇总出十大问题,并携其采访到江森自控专业汽车内饰集团泡沫制造高级经理倪海峰先生,以寻究竟!具体整理报道如下,与业内共飨!图为:江森自控专业汽车内饰集团泡沫制造高级经理倪海峰问题一:发泡如何形成的?倪海峰:汽车座椅发泡说得简单一点,实际上感觉和做馒头差不多—将面粉、水、酵母混合之后进行搓揉,然后上炉子蒸。
不过这当中肯定有本质的区别,蒸馒头是通过酵母进行物理发泡的过程。
而汽车座椅的泡沫制造实际上是将聚醚,异氰酸酯,如苯二异氰酸酯(TolueneDiisocyanate,简称TDI)、二苯基甲烷二异氰酸酯(Methylenediphenyl Diisocyanate,简称MDI)之类的以及水和添加剂混合后反应生成的。
其中,水和异氰酸酯反应产生二氧化碳和聚脲,聚醚和异氰酸酯反应生成了聚氨酯,而所有的这些混合之后像发面一样的形成泡沫。
在实际生产中我们会利用模具使得泡沫发起后形成我们需要的形状,我们称之为反应模塑。
之后就是后期处理,这个过程较为简单,就是将它放在自由状态下进行熟化。
因为泡沫是一种粘弹性物质,它的特性会随着时间、速度而产生变化,因此我们一般会把它静止8到24个小时,让它的硬度稳定之后,再拿到总装工厂去包覆,这就是一个座椅泡沫的生产过程。
问题二:制造工艺中热发泡与冷发泡的区别?倪海峰:目前的发泡制作通常有两种工艺:热发泡和冷发泡。
所谓热发泡就是浇注完成后,模具经过烘箱来完成反应,这个烘箱的温度一般情况下应该在摄氏220度到250度,低一点的在180度。
汽车座椅发泡设备工艺Internal Combustion Engine&Parts0引言发泡技术历史久远,最早是20年代初期用类似制造泡沫橡胶的方法制取;30年代出现硬质聚氨酯泡沫和聚苯乙烯泡沫;40年代有聚乙烯、聚氯乙烯、环氧树脂泡沫;50年代则有可发性聚苯乙烯泡沫和软质聚氨酯泡沫。
1工艺类型及工艺材料1.1工艺分类根据成型原理不同分为物理发泡法、化学发泡法两大类。
1.1.1物理发泡法利用物理的方法来使塑料发泡一般有两种方法:①先将惰性气体在压力下溶于塑料熔体或糊状物中,再经过减压释放出气体,从而在塑料中形成气孔而发泡;②通过对聚合物熔体中的低沸点液体进行蒸发使之汽化而发泡;白料主要有全氟及环(异)戊烷系列。
1.1.2化学发泡法化学发泡法是利用化学方法产生气体来使塑料发泡:对加入塑料中的化学发泡剂进行加热分解使之分解释放出气体而发泡;另外也可以利用各塑料组分之间相互化学反应释放出的气体而发泡。
1.2工艺材料聚氨酯是指高分子结构主链上具有多个氨基甲酸酯(--NHCOO--)基团的聚合物,中文名为聚氨基甲酸酯,简称聚氨酯,英文名Polyurethane,简写为PU。
PU发泡材料的原料组成介绍:A组份(白料):多元醇组份简称POLa.主料:聚醚/聚酯多元醇b.交联剂:二乙醇胺、三乙醇胺c.催化剂:凝胶、发泡催化剂d.表面活性剂:硅油e.发泡剂:水、141b其他:抗氧剂、阻燃剂等B组份(黑料)异氰酸酯简称ISOa.甲苯二异氰酸酯b.二苯基亚甲基二异氰酸酯2汽车座椅发泡工艺2.1座椅发泡装备PU环形发泡生产线由干部和湿部设备两部分组成。
干部设备主要由模架车、闭模器、液电气控制系统组成;湿部设备主要有高压发泡、计量系统、液压站等。
椭圆环形线具有工位多、换模节拍短等优点,目前座椅发泡工厂多采用环形生产线。
表1为生产线介绍。
表1环形生产线简介工位数闭模方式机械手混合头形式产能(台套)2832闭模器闭模轨道闭模单机械手单机械手2:2双“L”型1:3单“L”型25-30万25-30万座椅发泡模具,因发泡需在一定压力下进行,一般为铝制模具,具有导热性能好,不生锈,使用寿命长(30万件以上)。