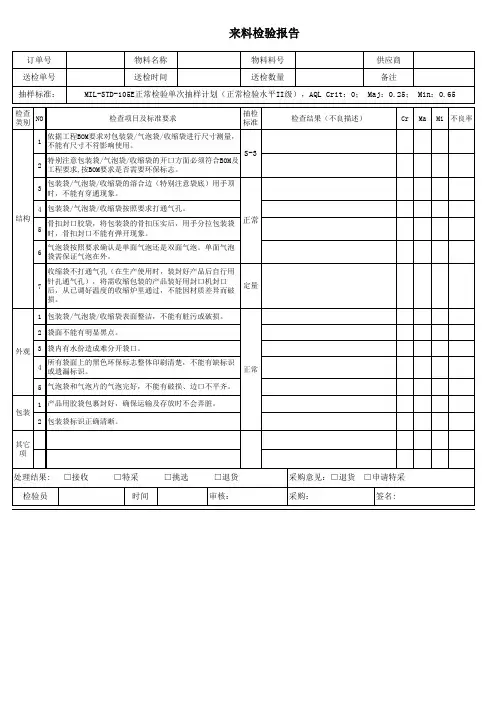
铝箔袋来料检验报告
- 格式:pdf
- 大小:76.05 KB
- 文档页数:1
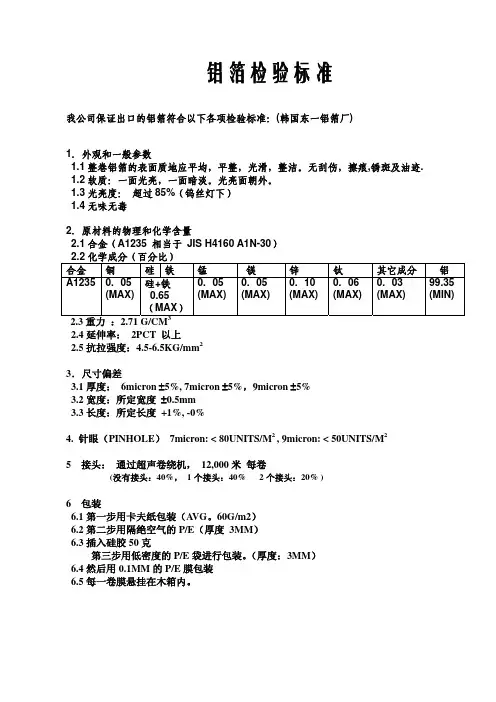
铝箔检验标准我公司保证出口的铝箔符合以下各项检验标准:(韩国东一铝箔厂)1.外观和一般参数1.1整卷铝箔的表面质地应平均,平整,光滑,整洁。
无刮伤,擦痕,锈斑及油迹.1.2软质:一面光亮,一面暗淡。
光亮面朝外。
1.3光亮度:超过85%(钨丝灯下)1.4无味无毒2.原材料的物理和化学含量2.1合金(A1235 相当于 JIS H4160 A1N-30)2.2化学成分(百分比)合金铜硅铁锰镁锌钛其它成分铝A1235 0. 05(MAX) 硅+铁0.65(MAX)0. 05(MAX)0. 05(MAX)0. 10(MAX)0. 06(MAX)0. 03(MAX)99.35(MIN)2.3重力:2.71 G/CM32.4延伸率: 2PCT 以上2.5抗拉强度:4.5-6.5KG/mm23.尺寸偏差3.1厚度: 6micron ±5%, 7micron ±5%,9micron ±5%3.2宽度:所定宽度±0.5mm3.3长度:所定长度 +1%, -0%4. 针眼(PINHOLE) 7micron: < 80UNITS/M2 , 9micron: < 50UNITS/M25 接头:通过超声卷绕机, 12,000米每卷(没有接头:40%,1个接头:40% 2个接头:20% )6 包装6.1第一步用卡夫纸包装(A VG。
60G/m2)6.2第二步用隔绝空气的P/E(厚度 3MM)6.3插入硅胶50克第三步用低密度的P/E袋进行包装。
(厚度:3MM)6.4然后用0.1MM的P/E膜包装6.5每一卷膜悬挂在木箱内。
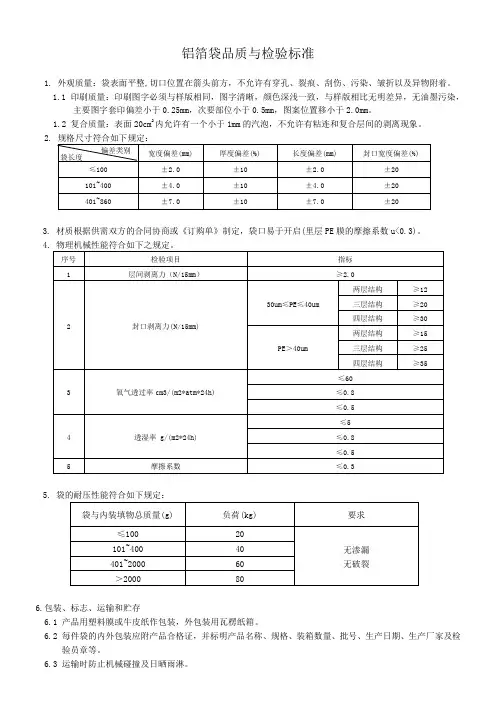
铝箔袋品质与检验标准
1. 外观质量:袋表面平整,切口位置在箭头前方,不允许有穿孔、裂痕、刮伤、污染、皱折以及异物附着。
1.1 印刷质量:印刷图字必须与样版相同,图字清晰,颜色深浅一致,与样版相比无明差异,无油墨污染,
主要图字套印偏差小于0.25mm,次要部位小于0.5mm,图案位置移小于2.0mm。
1.2 复合质量:表面20cm2内允许有一个小于1mm的汽泡,不允许有粘连和复合层间的剥离现象。
3. 材质根据供需双方的合同协商或《订购单》制定,袋口易于开启(里层PE膜的摩擦系数u<0.3)。
5.
6.包装、标志、运输和贮存
6.1 产品用塑料膜或牛皮纸作包装,外包装用瓦楞纸箱。
6.2 每件袋的内外包装应附产品合格证,并标明产品名称、规格、装箱数量、批号、生产日期、生产厂家及检
验员章等。
6.3 运输时防止机械碰撞及日晒雨淋。
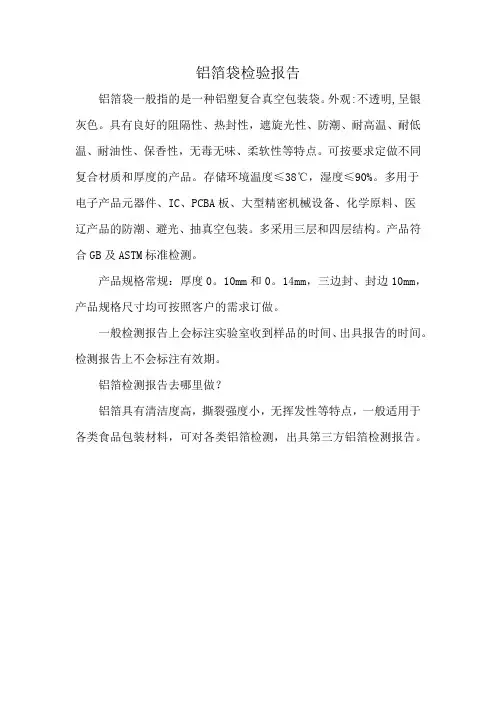
铝箔袋检验报告
铝箔袋一般指的是一种铝塑复合真空包装袋。
外观:不透明,呈银灰色。
具有良好的阻隔性、热封性,遮旋光性、防潮、耐高温、耐低温、耐油性、保香性,无毒无味、柔软性等特点。
可按要求定做不同复合材质和厚度的产品。
存储环境温度≤38℃,湿度≤90%。
多用于
电子产品元器件、IC、PCBA板、大型精密机械设备、化学原料、医
辽产品的防潮、避光、抽真空包装。
多采用三层和四层结构。
产品符合GB及ASTM标准检测。
产品规格常规:厚度0。
10mm和0。
14mm,三边封、封边10mm,产品规格尺寸均可按照客户的需求订做。
一般检测报告上会标注实验室收到样品的时间、出具报告的时间。
检测报告上不会标注有效期。
铝箔检测报告去哪里做?
铝箔具有清洁度高,撕裂强度小,无挥发性等特点,一般适用于各类食品包装材料,可对各类铝箔检测,出具第三方铝箔检测报告。
内包装材料验证报告
报告编号:
验证小组成员:
验证执行日期:
验证项目负责人:
批准人:
批准日期:
一、验证记录
1.0塑料卡、铝箔袋对试纸条阴性参考品符合率、最低检测量和精密度的影响
以下:塑料卡厂家批号;铝箔袋厂家批号
装卡、装袋前试纸条
检测结果:
检测人:复核人:检测日期:装卡后试纸条
检验结果:
检测人:复核人:检测日期:装卡、装袋后试纸条
检验结果:
检测人:复核人:检测日期:
2.0塑料卡、铝箔袋对试纸条稳定性的影响
装卡、装袋前试纸条(与37℃放置7天对比)
检验结果:
检测人:复核人:检测日期:装卡、装袋试纸条37℃放置7天
检验结果:
检测人:复核人:检测日期:
二、验证结论
1.0 验证结论:
按照批准的内包材验证方案进行验证,通过验证,确认所使用的塑料卡、铝箔袋对产品质量有无明显影响,可以正常使用。
2.0 评价和建议:
2.1 再验证周期:每年进行一次再验证;塑料卡或铝箔袋更换厂家或材料时须进行再验证;当生产工艺、质量控制方法、主要原辅料发生改变时,须进行再验证。
2.2 验证方案合理可行;
2.3 验证过程按计划进行,未出现异常情况;
2.4 验证结论可信,予以批准。
包装验证版本/修改状态:A/0 生效日期:2008/03/01 文件编号:HP/WI-7.5.2-01 发放号:控制状态:拟制:审核:批准:目录第一部分总则 (3)一、适用范围 (3)二、过程要求(本包装需满足特性): (3)三、验证方案 (3)四、验证小组人员职责权限 (4)第二部分试验和过程验证 (4)一、封口验证: (4)二、包装完好性试验 (7)三、阻菌性试验(琼脂接触攻击试验) (17)四、灭菌适应性试验 ........................................................................ 错误!未定义书签。
五、贮存试验 ......................................................................................... 错误!未定义书签。
第三部分结论 .. (26)第一部分总则本包装是用于包装盘片的铝箔袋验证,在规定的生产、运输、贮存过程中,能够保持产品无菌性、完整性、强度等理化特性的一次性使用包装材料。
一、适用范围适用于我公司铝箔袋的验证二、过程要求(本包装需满足特性):1、微生物屏障2、无毒性3、物理和化学特性的符合性5、与成型和密封过程的适应性6、包装材料灭菌前后的贮存寿命7、变更时的再确认三、验证方案1、目的:通过各种试验和过程验证来证明此包装材料能够满足预期用途。
2、适用范围:适用于本公司盘片包装用复合铝箔袋的验证。
3.试验和验证方法及预计完成时间:a﹚封口验证;2008年3月完成。
b﹚包装完好性试验;2008年3月完成。
c﹚化学特性测试;2008年3月完成。
d﹚贮存试验;2008年3月完成。
四、验证小组人员职责权限第二部分试验和过程验证一、封口验证:1、验证方案:(1)目的:在规定的操作条件下对多个生产运转过程进行鉴定,来验证过程的有效性和稳定性。
包装验证版本/修改状态:A/0 生效日期:2008/03/01 文件编号:HP/WI-7.5.2-01 发放号:控制状态:拟制:审核:批准:目录第一部分总则 (3)一、适用范围 (3)二、过程要求(本包装需满足特性): (3)三、验证方案 (3)四、验证小组人员职责权限 (4)第二部分试验和过程验证 (4)一、封口验证: (4)二、包装完好性试验 (7)三、阻菌性试验(琼脂接触攻击试验) (17)四、灭菌适应性试验 ........................................................................ 错误!未定义书签。
五、贮存试验 ......................................................................................... 错误!未定义书签。
第三部分结论 .. (26)第一部分总则本包装是用于包装盘片的铝箔袋验证,在规定的生产、运输、贮存过程中,能够保持产品无菌性、完整性、强度等理化特性的一次性使用包装材料。
一、适用范围适用于我公司铝箔袋的验证二、过程要求(本包装需满足特性):1、微生物屏障2、无毒性3、物理和化学特性的符合性5、与成型和密封过程的适应性6、包装材料灭菌前后的贮存寿命7、变更时的再确认三、验证方案1、目的:通过各种试验和过程验证来证明此包装材料能够满足预期用途。
2、适用范围:适用于本公司盘片包装用复合铝箔袋的验证。
3.试验和验证方法及预计完成时间:a﹚封口验证;2008年3月完成。
b﹚包装完好性试验;2008年3月完成。
c﹚化学特性测试;2008年3月完成。
d﹚贮存试验;2008年3月完成。
四、验证小组人员职责权限第二部分试验和过程验证一、封口验证:1、验证方案:(1)目的:在规定的操作条件下对多个生产运转过程进行鉴定,来验证过程的有效性和稳定性。
药用铝箔包装材料的质量及其检验药品的泡罩包装亦称为PTP,它采用的材料主要是药用铝箔、药用聚氯乙烯(PVC)以及印刷材料、保护剂、粘合剂等。
它的生产过程是将药品放在经吸塑成形的塑料硬片凹坑内,再用一张经过凹版印刷并涂有保护剂和粘合剂的铝箔与该塑料硬片压合封口。
铝箔是采用纯度为99%以上的电解铝,经过压延制作而成。
铝具有资源丰富、价格低、容易加工等优点,作为药品包装材料使用时,铝箔是包装材料中唯一的金属材料。
铝箔无毒、无味,具有优良的导电性和遮光性,有极高的防潮性、阻气性和保味性,能最有效地保护被包装物;是一种至今尚未能被代替的包装材料,无论是何种蒸镀金属薄膜,还是涂布的特种薄膜都不能完全取代铝箔。
在现代包装装潢领域中,几乎所有需要不透光或高阻隔的复合软包装材料均采用铝箔做阻隔层。
由于铝箔具有上述优点,且重量轻,具有一定的强度,而且印刷性良好,可以在上面印制各种文字或图案。
当制做成泡罩包装时,用时稍加压力便可将其压破,患者取药便利,携带方便。
因此这种包装形式在医药包装领域得到广泛应用,是当今主要包装潮流之一。
制做药用铝箔包装的方式是将铝箔在专用的机械上进行印刷涂布,在生产过程中,出现了一些质量问题,现进行总结讨论,并且需制定严格的材料检验方法和制度,以利于提高原材料以及产品的质量。
一、铝箔材料质量及其检测方法1·1药用铝箔针孔度及其检测:金属铝具有高度致密的金属晶体结构,理论上完美的铝箔能完全阻隔任何气体、水蒸汽和光线。
但事实上由于铝箔生产采用轧制工艺,轧制油的质量、轧制辊表面的状况、工艺操作技术及生产现场环境等诸多因素的影响,铝箔尤其是薄铝箔不可避免地出现各种缺陷,针孔就是其中最主要的一种。
针孔的大小和数量是衡量铝箔产品质量水平的重要尺度之一。
也正是由于针孔的存在,使得氧气、水蒸汽等对铝箔的透过量并不为零。
铝箔针孔的大小和数量对铝箔及其复合材料的防潮性、阻气性和遮光性有着决定性的影响。
包装资料来料检验工作总结范文英文回答:Summary of Incoming Inspection for Packaging Materials.As part of my role as a quality control specialist, I have been responsible for conducting incoming inspections for packaging materials. This process involves checking the quality and compliance of the materials received from suppliers before they are used in our production process. Here, I would like to provide a summary of my work in this area.Firstly, I would like to highlight the importance of incoming inspection for packaging materials. This step is crucial to ensure that the materials meet our quality standards and specifications. By conducting these inspections, we can identify any potential issues or defects early on and prevent them from affecting the final product.During the inspection process, I carefully examine the packaging materials for various parameters such as dimensions, weight, color, and printing quality. For example, when inspecting cardboard boxes, I check if they are of the correct size and weight as specified in our requirements. I also inspect the printing quality to ensure that the labels and logos are clear and legible.In addition to physical attributes, I also payattention to the overall condition of the packaging materials. This includes checking for any damages, dents,or scratches that may affect the integrity of the packaging. For instance, if I notice any tears or punctures in plastic bags, I reject them as they may compromise the product's safety and freshness.Furthermore, I conduct visual inspections to ensurethat the packaging materials are free from any foreign substances or contaminants. This is particularly important for food packaging, where any presence of foreign objects can pose a serious health risk to consumers. For example, Icheck if there are any insects, mold, or foreign particles inside the packaging.During the inspection process, I also make use of various tools and equipment to assist me in my work. This includes measuring devices, magnifying glasses, and even sensory evaluation techniques. For instance, I use a moisture meter to check the moisture content of paper-based packaging materials, as excessive moisture can lead to mold growth and deterioration.Once the inspection is completed, I document theresults and communicate any findings or issues to the relevant departments. If any materials fail to meet our quality standards, I initiate the necessary actions, such as returning the materials to the supplier or requesting replacements. This ensures that only the approved packaging materials are used in our production process.中文回答:包装资料来料检验工作总结范文。
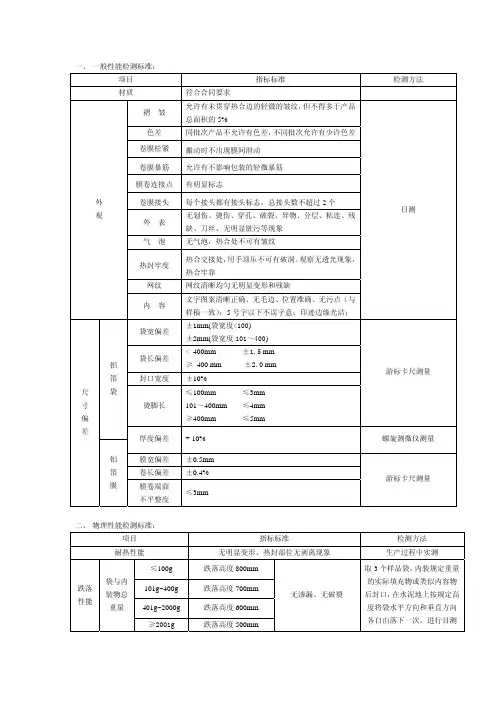
一、一般性能检测标准:
二、物理性能检测标准:
三、型式检验项目:
供应商在新材质产品第一次供货时,应进行全面检测。
检验项目除上述检验项目外,还应包括溶剂残留量、氧气透过量、水蒸气透过量、同色密度偏差、套印偏差、撕裂力、断裂伸长率、扯断力、热封强度。
其相应指标为:
四、包装:
五、验收规则:
按GB/T 2828.1规则执行:AQL=4.0;一般检验水平=S-2
备注一:
溶剂残留量的测定:
1.仪器:采用气相色谱仪;
2.测定条件:使用氮气做载气,柱温控制在70~90℃,注入检测口温度控制在90~150℃;
3.标准曲线的绘制:按生产实际使用溶剂的种类配制标准溶剂样品。
用微升注射器取1微升和2微
升的样品,称重并记下质量。
将称重后的样品分别注入用硅橡胶塞封好的干净的500ml三角瓶中,
送入80±2℃干燥箱中加热30min后,用5ml的注射器取1ml瓶中气体注入色谱仪中测定。
以其
出峰面积值分别与对应的样品质量做出标准曲线。
试验步骤:裁取0.2平方米样品,将样品迅速裁成10×30mm的碎片,放入干净的在80℃条件下预热过的500ml三角瓶中,用硅橡胶塞封。
送入80±2℃干燥箱中加热30min后,用5ml的注射器取1ml瓶中气体注
入色谱仪中测定。
以其出峰面积值在标准曲线上查出对应的溶剂残留量。
试验结果以mg/m2表示。
亚光白色铝箔检测报告一、引言亚光白色铝箔是一种常见的包装材料,广泛应用于食品、药品、化妆品等行业。
为确保产品的质量和安全性,对亚光白色铝箔进行检测是必要的。
本报告将详细介绍亚光白色铝箔的检测方法、检测指标及结果分析。
二、亚光白色铝箔的检测方法2.1 目视检查目视检查是最基本的检测方法之一,通过肉眼观察亚光白色铝箔的外观,包括光泽度、颜色均匀性、表面平整度等指标。
目视检查可以初步判断亚光白色铝箔的质量,但并不能确定其具体的技术指标。
2.2 厚度测量亚光白色铝箔的厚度是一个重要的指标,通常使用厚度测量仪器进行测量。
测量时需要将亚光白色铝箔平铺在测量仪器上,通过仪器的针尖测量出箔片的厚度。
根据国家标准,亚光白色铝箔的厚度应在一定的范围内,超出范围的箔片可能存在质量问题。
2.3 可溶性物质测试可溶性物质测试是对亚光白色铝箔的化学性质进行检测的方法。
通过将亚光白色铝箔置于一定温度的溶剂中,观察溶剂中是否有溶解出的物质。
可溶性物质的含量超出一定限度可能对食品等产品造成污染,因此这一指标的检测十分重要。
2.4 纯度测试纯度测试是对亚光白色铝箔的成分进行检测的方法。
通过对亚光白色铝箔进行化学分析,确定其主要成分及含量。
纯度测试可以判断亚光白色铝箔的质量,较高的纯度表示较好的产品质量。
三、亚光白色铝箔的检测指标3.1 外观指标外观指标包括光泽度、颜色均匀性、表面平整度等。
合格的亚光白色铝箔应具有良好的光泽、均匀的颜色和平整的表面。
3.2 厚度指标亚光白色铝箔的厚度应在一定的范围内,通常为0.01mm至0.03mm。
过薄或过厚的箔片可能存在质量问题。
3.3 可溶性物质指标合格的亚光白色铝箔中可溶性物质的含量应在一定限度内,超出限度可能对食品等产品造成污染。
3.4 纯度指标亚光白色铝箔的纯度应达到一定的标准,较高的纯度表示较好的产品质量。
四、检测结果分析根据对亚光白色铝箔的检测,得到了以下结果:1.外观检查:亚光白色铝箔光泽度良好,颜色均匀,表面平整。
一、实验目的本次实验旨在研究药品铝箔包装的性能,包括其阻氧、避光、防潮等特性,以及机械性能,如耐热、耐低温、耐腐蚀等。
通过实验,评估药品铝箔包装在药品包装领域的适用性。
二、实验材料与仪器1. 实验材料:- 药品铝箔(厚度:0.024mm)- PTFE(聚四氟乙烯)薄膜- 药品片剂、胶囊、栓剂等- 真空包装机- 热封机- 电子天平- 紫外-可见分光光度计- 高低温试验箱- 盐雾试验箱2. 实验仪器:- 高速混合机- 真空泵- 耐压测试仪- 拉伸试验机- 红外线热像仪三、实验方法1. 阻氧性能测试- 将药品铝箔与PTFE薄膜进行复合,制成样品。
- 利用紫外-可见分光光度计测定样品对氧气的透过率。
- 比较不同厚度、不同材质的药品铝箔包装的阻氧性能。
2. 避光性能测试- 将药品铝箔与PTFE薄膜进行复合,制成样品。
- 利用紫外-可见分光光度计测定样品对紫外光的透过率。
- 比较不同厚度、不同材质的药品铝箔包装的避光性能。
3. 防潮性能测试- 将药品铝箔与PTFE薄膜进行复合,制成样品。
- 将样品放入高低温试验箱中,分别进行高温高湿和低温低湿试验。
- 观察样品在试验过程中的变化,评估其防潮性能。
4. 机械性能测试- 利用拉伸试验机测试样品的拉伸强度和断裂伸长率。
- 利用耐压测试仪测试样品的耐压强度。
- 利用红外线热像仪测试样品在高温环境下的热稳定性。
5. 热封性能测试- 将药品铝箔与PTFE薄膜进行复合,制成样品。
- 利用热封机对样品进行热封试验,观察样品的热封性能。
四、实验结果与分析1. 阻氧性能- 实验结果表明,不同厚度、不同材质的药品铝箔包装对氧气的透过率均较低,满足药品包装的阻氧要求。
2. 避光性能- 实验结果表明,不同厚度、不同材质的药品铝箔包装对紫外光的透过率均较低,满足药品包装的避光要求。
3. 防潮性能- 实验结果表明,不同厚度、不同材质的药品铝箔包装在高温高湿和低温低湿试验中,均表现出良好的防潮性能。
主题编号轧制相关辅助材料进货检验标准版次/修订A/0页次1/4生效日期2016年10月1日一、目的:规范采购的铝箔轧制相关辅助材料符合我司产品的质量标准要求。
二、使用范围:本标准适用于铝箔轧制所需的基础油、添加剂、无纺布、硅藻土、活性白土等材料入厂验收标准。
三、进货标准要求:3.1基础油的进货检验要求:a.技术要求:指标单位规定冷轧用-100# 箔轧用-90#色度号≥+30 ≥+30 密度g/cm30.8-0.82 0.79-0.81 水分ppm ≤50 ≤50 闪点℃≥100 ≥90 水溶性酸碱—无无酸值mgKOH/g 无无运动粘度(40℃) mm2/s 2.10-2.30 1.80-1.90馏程初馏点℃≥230 ≥21690% ℃≤265 ≤246终馏点℃≤265 ≤246全馏出% ≥98.0 ≥98.0 灰分% <0.02 <0.02 机械杂质% 无无铜片腐蚀(100℃ 2h) 级≤1 ≤1 硫含量ppm <2.0 <1.2 芳烃含量% <0.2 <0.1 污染度等级级≤8 ≤8 基础油外观应为无色透明液体,无分层(不溶解水)、无悬浮物和机械杂质。
主题编号轧制相关辅助材料进货检验标准版次/修订A/0页次2/4生效日期2016年10月1日b.验收:轧制基础油进厂应附有产品合格证和质量指标,到货每车每种规格为一批次,取油样检测外观、密度、粘度、馏程、闪点,一个指标不合格即判定该规格该批次不合格,出现不合格暂不收货,通知贸易部协调处理。
3.2添加剂的进货检验要求:a.技术要求:指标单位规定STE-12 STE-10 月桂酸酸值mgKOH/g ≤0.1 ≤0.3 278-282皂化值mgKOH/g ≥17 ≥92 —羟值mgKOH/g 200-240 ——运动粘度(40℃) mm2/s 8.0-8.6 2.3-3.3 —灰分% ≤0.005 ≤0.005 —倾点℃≤18 ≤12 —密度kg/m3830-844 830-849 —含量% ——≥99.0 各指标有生产厂家提供质量证明书并给予保证,在使用过程中考核其使用效果。