加工中心-数铣高级技师实操考试
- 格式:doc
- 大小:10.32 MB
- 文档页数:16

数控铣床操作工职业技能鉴定(高级)应知考核试题及参考答案一、判断题(第1~20题。
将判断结果填人括号中:IJ:确的填“√”,错误的填“X”。
每题1.0分。
满分20分)1.圆弧插补中,对于整圆,其起点和终点相重合,用R编程无法定义,所以只能用圆心坐标编程。
( )2.一个主程序中只能有一个子程序。
( )3.刀具半径补偿功能包括刀补的建立、刀补的运行和刀补的取消三个阶段。
( )4.由一套标准元件及部件,按照工件的加工要求拼装组合而成的夹具,称为组合夹具。
( )5.高速钢与硬质合金相比,具有较高的硬度,较好的热硬性和耐磨性等优点。
( )6.CNC铣床的机械原点,一般是由机床操作人员按加工对象的要求而设定的。
( )7.使用压板夹持工件时,螺栓到工件的距离应大于螺栓到垫块的距离。
( )8.加工难加工材料的工件时,宜选择较低的铣削速度。
( )9.数控铣削同数控车削一样,是属于连续切削加工。
( )10.在运行程序段G01 X40.0 Y40.0 F100时,X、Y两轴一定都以每分钟100mm的进给速度运动的。
( )11.为提高孔的加工精度,应先加工孔,后加工面。
( )12.箱体类零件的平面误差对接触刚性有影响。
( )13.数控铣床主轴箱垂直移动的直线度影响镗孔轴线的垂直度。
( )14,镗孔循环G87表示精镗循环,G76表示背镗循环。
( )15.球头铣刀也可以使用刀具半径补偿功能。
( )16.圆弧路径若有了起点、终点、圆弧半径值,就可以决定正确的刀具路径。
( )17.加工ø16H7的孔时,应选用ø16钻头钻孔,然后再铰孔。
( )18.用面铣刀在立式数控铣床上铣削工件时,若发现铣削面凹陷,则可能是进给太大。
( )19.若数控铣床长时间不使用,应切断所有电源。
除非用于正式加工,应尽量不要开机,以避免参数的丢失。
( )20.CAD是用于数控加工的一种计算机软件。
( )二、选择题(第21~40题。
选择正确的答案,将相应的字母填人题内的括号中。
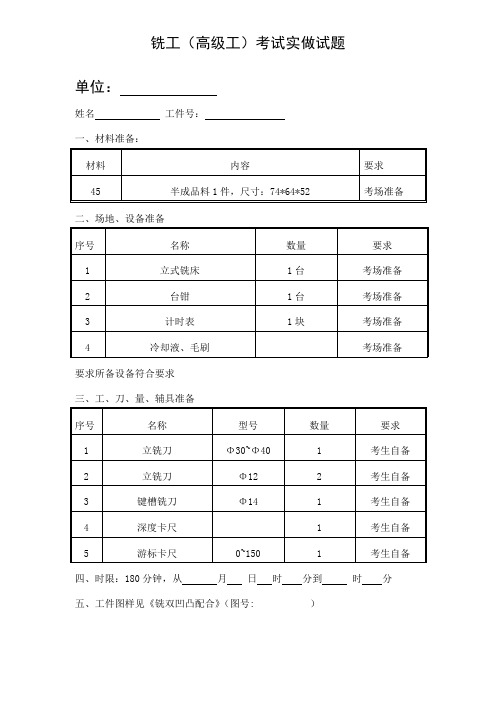
铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号: )六、考核要求(1) 考核内容 配合间隙0.10mm,05.0014+mm,005.014- mm,对称度0.05mm,垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
(2) 工时定额 180分钟(3) 安全文明生产 1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:铣工(高级工)考试实做试题(二)单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣台阶斜面》(图号: )六、考核要求14+mm,10±0.135mm,12±0.135mm,对称度0.15mm,(1)考核内容1)25±0.065mm,11.00.12mm,垂直度0.08mm作为评分主要项目,表面粗糙应达到图样要求。
2)斜面铣削不准使用角度铣刀。
(2)工时定额180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工场地整洁;工件,工具摆放整齐。
(4)考件有严重缺陷不予评分考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:。



工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。

工量刃具准备单零件图号: MG-01
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(二)
工量刃具准备单
零件图号: MG-02
数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(二)
检测评分记录表
数控铣工(高级)操作技能实训试题(三)
工量刃具准备单
零件图号: MG-03
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(四)
工量刃具准备单
零件图号: MG-04
数控铣工(高级)操作技能实训试题(四)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(四)
检测评分记录表
数控铣工(高级)操作技能实训试题(五)
工量刃具准备单
零件图号: MG-05
数控铣工(高级)操作技能实训试题(五)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(五)
检测评分记录表
数控铣工(高级)操作技能实训试题(六)
工量刃具准备单
零件图号: MG-06
数控铣工(高级)操作技能实训试题(六)工件编号:姓名:单位:。
加工中心(数铣)技师实操考试图第一篇:加工中心(数铣)技师实操考试图加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校第二篇:加工中心-数铣高级技师实操考试加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图五广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图六广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第三篇:加工中心-数铣高级技师实操考试资料加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第四篇:数控加工实训报告(车铣)目录数控铣床实训 (2)实训目的和意义....................................................................2 数控铣床简介.......................................................................2 数控铣床主要功能.................................................................3 数控铣床加工范围.................................................................4 数控铣床的指令....................................................................5 数控铣床的对刀....................................................................6 数控车床实训.............................................................................7 实训目的.............................................................................7 实训内容.............................................................................8 数控车床的简介....................................................................8 数控车床基本组成.................................................................9 数控车床编程技巧.................................................................9 数控车床编程常用指令...........................................................12 数控车床的对刀....................................................................14 实习总结.. (16)一、数控铣床实训1.1实训目的1.了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。