机械制造工艺学(王先逵)第一章参考答案(部分)
- 格式:doc
- 大小:136.50 KB
- 文档页数:6
1-6 什么是机械加工工艺过程?什么是机械加工工艺系统?机械加工工艺过程是机械产品生产的过程的一部分,是直接生产过程,其原意是指采取金属切削刀具来加工工件或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和力学物理性能,成为合格零件的生产过程。
机械加工工艺系统是零件进行机械加工时,必须具备一定的条件,即要有一个系统来支持。
通常,一个系统是由物质分系统、能量分系统和信息分系统所组成。
1-7 什么是工序、安装、工位、工步和走刀?1.工序:一个(或一组)工人在一个工作地点对一个(或同时对JL 个)工件连续完成的那一部分工艺过程。
2.安装:如果在一个工序中需要对工件进行几次装夹,则每次装夹下完成的那部分工序内容称为一个安装。
3.工位:在工件的一次安装中,通过分度(或移位)装置,使工件相对于机床床身变换加工置,则把每一个加工位置上的安装内容称为工位。
4.工步:加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工位内容,称为一个工步。
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容,称为一次走刀。
1-8 某机床厂年产 CA6140 车床2000台,已知机床主轴的备品率为14%,机械加工废品率为4%,试计算机床主轴的年生产纲领并说明属于何种生产类型,工艺过程有何特点?若一年工作日为282天,试计算每月(按26天计算)的生产批量。
(1)机床主轴的年生产纲领N=Qn(1+%+%)=20001(1+14%+4%)=2360αβ⨯⨯台机床主轴属于中型机械,查表属于大批生产的生产类型。
(2)工艺过程特点a)采用模锻制造毛坯,毛坯精度高,加工余量小。
b)采用专用机械加工设备流水线生产c)采用专用工装d)采用详细的工艺规程,用工序卡、操作卡及调整卡管理生产。
(3)生产批量n 217.589217⨯'==≈NA 236026=台F 2821-10 何谓六点定位原理?何谓完全定位和不完全定位?何谓欠定位和过定位?试举例说明之。
机械制造工艺学(上)思考题及参考答案1、什么叫生产过程,工艺过程,工艺规程?答:生产过程:从原材料变成成品的劳动过程的总和。
工艺过程:在生产过程中,直接改变生产对象的形状、尺寸、性能及相对位置关系的过程。
工艺规程:在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件。
2、某机床厂年产CA6140 卧式车床2000 台,已知机床主轴的备品率为15% ,机械加工废品率为5% 。
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点?若一年工作日为280 天,试计算每月(按22 天计算)的生产批量。
解:生产纲领公式N=Qn(1+ a )(1+ 3 )= (1 + 15%)( 1 + 5%) =2415 台/年查表属于成批生产, 生产批量计算:3、结合具体实阿 说明什么是基准、设计基准、工艺基准、工序基准、定位基准、测重基准、装配基准.a答:基隹:是用未确定生产对象的点或面,包括设计基[斷工艺基准,3设计基汕 在零件图上标注设计尺寸所釆用的基’工艺基淮:在零件的工艺过程中所采的基<隹叫做工艺基按其场合不同,可分为工 序基准.定位基测量基隹和装目窿准。
a工序基淮:在工序图中,用以确定本工被加逐面加工后的尺寸.形状.位置所采用 的基准。
a 定位基淮:加工时,用以确定工件在机床上或夹具中的正确位置;a 測量基淮:力口工中或加工后,测量工件形状尺寸釆用的基卩装配基汕 装配时用以确定零件或咅附在产品上相对位置所釆的基<隹。
a 举例^ a2415x22280-189.75 (件H(a)如一阶梯^零件,中60外圆的设计基准是640外圆的中心线d4.工件装夹的含义是什么?在机械加工中有哪几种装夹工件的方法?简述各种 装夹方法的特点及应用场合.(答:工件的装夹包括定位和夹紧。
定位的任务,使工件胃掰始终在机床或夹具中占有正确的 位置;夬紧的任务,这一正确的位置在加工j±程中不因切削九 惯性力、垂力的作用而 发生改变 装夹的方法 持点应用场合 直接找正装 夹加工精度宴求不高,生产军较低单件対比生产划线找正装 夹 加工表面复杂,加工精度要求不太高,生产率低单件中小批生产的铸件加 工夬具装夬无需划线和找正,定位精度高,操作简单, 生产輛用千成批和大量生产中& “工收紧后硝砂了•其所有自 由度就都被限制了”,这种说法对吗? 为什么? 答:这f 申说法是错误的,紧> 1BT 件只限制X (略h V (施转h 疋(移动)三个自由度O6.什么是六点定位原理?什么是完全定位与不完全定位?什么是欠定位与过定位?各举例说明(b )如图的工序图中,加工切扎A 为本工序的工序葩11例如用电臓吸盘主紧工件,如图,通电时, 电掘趣将工件眼紧,从而实现工件的夬答:六点定位原理:在夹具中采用合理的六个定位支承点,与工件的定位基准相接触,来限制工件的六个自由度,称为六点定位原理。
把机械工艺学课后习题教材:王先逵 机械制造工艺学 机械工业出版社 2006.1第一章:1-4从材料的成形机理来分析,加工工艺方法可以分为哪几类?它们各有何特点?答:根据材料的成形机理,加工工艺方法可以分为去除加工,结合加工和变形加工。
去除加工又称分离加工,其特点是从工件上去除一部分材料成形;结合加工是一种堆积成形、分层制造方法,其特点是利用物理和化学的方法将相同材料或不同材料结合在一起而成形;变形加工又称流动加工,其特点是利用力、热、分子运动等手段使工件产生变形,改变其尺寸、形状和性能。
1-6什么是机械加工工艺过程?什么是机械加工工艺系统?答:机械加工工艺过程是机械生产过程的一部分,是直接生产过程,其原意是指采用金属切削刀具或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和力学物理性能,成为合格零件的生产过程。
由于制造技术的不断发展,现在所说的加工方法除切削和磨削外,还包括电加工、超声加工、电子束加工、离子束加工、激光束加工以及化学加工等几乎所有加工方法。
零件进行机械加工时,必须具备一定的条件,即要有一个系统来支持,称之为机械制造工艺系统,由物质分系统、能量分系统和信息分系统组成。
1-7什么是工序、安装、工位、工步和走刀?答:工序是指一个(或一组)工人在一个工作地点对一个(或同时对几个)工具连续完成的那一部分工艺过程;安装是指工序中每一次装夹下完成的那一部分工艺过程;工位是指工件的每一次安装中通过分度(或移位)装置使工件相对于机床床身变换加工位置的每一个加工位置上的工艺过程;工步是指工位中加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工艺过程;走刀是指在加工表面上切削一次所完成的工步内容。
1-8某机床厂年产CA6140车床2000台,已知每台车床只有1根主轴,主轴零件的备品率为14%,机械加工费品率为4%,试计算机床主轴零件的年生产纲领。
从生产纲领来分析,试说明主轴零件属于何种生产类型?其工艺有何特点?若1年按282个工作日,一月按26个工作日来计算,试计算主轴零件月平均生产批量。
机械工艺学课后习题(王先逵)把机械工艺学课后习题教材:王先逵机械制造工艺学机械工业出版社2006.1第一章:1-4从材料的成形机理来分析,加工工艺方法可以分为哪几类?它们各有何特点?答:根据材料的成形机理,加工工艺方法可以分为去除加工,结合加工和变形加工。
去除加工又称分离加工,其特点是从工件上去除一部分材料成形;结合加工是一种堆积成形、分层制造方法,其特点是利用物理和化学的方法将相同材料或不同材料结合在一起而成形;变形加工又称流动加工,其特点是利用力、热、分子运动等手段使工件产生变形,改变其尺寸、形状和性能。
1-6什么是机械加工工艺过程?什么是机械加工工艺系统?答:机械加工工艺过程是机械生产过程的一部分,是直接生产过程,其原意是指采用金属切削刀具或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和力学物理性能,成为合格零件的生产过程。
由于制造技术的不断发展,现在所说的加工方法除切削和磨削外,还包括电加工、超声加工、电子束加工、离子束加工、激光束加工以及化学加工等几乎所有加工方法。
零件进行机械加工时,必须具备一定的条件,即要有一个系统来支持,称之为机械制造工艺系统,由物质分系统、能量分系统和信息分系统组成。
1-7什么是工序、安装、工位、工步和走刀?答:工序是指一个(或一组)工人在一个工作地点对一个(或同时对几个)工具连续完成的那一部分工艺过程;安装是指工序中每一次装夹下完成的那一部分工艺过程;工位是指工件的每一次安装中通过分度(或移位)装置使工件相对于机床床身变换加工位置的每一个加工位置上的工艺过程;工步是指工位中加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工艺过程;走刀是指在加工表面上切削一次所完成的工步内容。
1-8某机床厂年产CA6140车床2000台,已知每台车床只有1根主轴,主轴零件的备品率为14%,机械加工费品率为4%,试计算机床主轴零件的年生产纲领。
从生产纲领来分析,试说明主轴零件属于何种生产类型?其工艺有何特点?若1年按282个工作日,一月按26个工作日来计算,试计算主轴零件月平均生产批量。
1-6 什么是机械加工工艺过程?什么是机械加工工艺系统?
机械加工工艺过程是机械产品生产的过程的一部分,是直接生产过程,其原意是指采取
金属切削刀具来加工工件或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和
力学物理性能,成为合格零件的生产过程。
机械加工工艺系统是零件进行机械加工时,必须具备一定的条件,即要有一个系统来支
持。
通常,一个系统是由物质分系统、能量分系统和信息分系统所组成。
1-7 什么是工序、安装、工位、工步和走刀?
1.工序:一个(或一组)工人在一个工作地点对一个(或同时对JL 个)工件连续完成的那
一部分工艺过程。
2.安装:如果在一个工序中需要对工件进行几次装夹,则每次装夹下完成的那部分工序
内容称为一个安装。
3.工位:在工件的一次安装中,通过分度(或移位)装置,使工件相对于机床床身变换加
工置,则把每一个加工位置上的安装内容称为工位。
4.工步:加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工位内容,
称为一个工步。
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容,称为一次走刀。
1-8 某机床厂年产 CA6140 车床2000台,已知机床主轴的备品率为14%,机械
加工废品率为4%,试计算机床主轴的年生产纲领并说明属于何种生产类型,工
艺过程有何特点?若一年工作日为282天,试计算每月(按26天计算)的生产
批量。
(1)机床主轴的年生产纲领
N=Qn(1+%+%)=20001(1+14%+4%)=2360αβ⨯⨯台
机床主轴属于中型机械,查表属于大批生产的生产类型。
(2)工艺过程特点
a)采用模锻制造毛坯,毛坯精度高,加工余量小。
b)采用专用机械加工设备流水线生产
c)采用专用工装
d)采用详细的工艺规程,用工序卡、操作卡及调整卡管理生产。
(3)生产批量
n 217.589217⨯'==≈NA 236026=台F 282
1-10 何谓六点定位原理?何谓完全定位和不完全定位?何谓欠定位和过定
位?试举例说明之。
六点定位原理:采用6个按一定规则布置的约束点来限制工件的6个自由度,实现完全
定位,称之为六点定位原理。
完全定位:限制了6个自由度。
不完全定位:仅限制了1—5个自由度。
欠定位:在加工时根据被加工面的尺寸、形状和位置要求,应限制的自由度未被限制,即约束点不足,这样的情况称为欠定位。
过定位:工件定位时,一个自由度同时被两个或两个以上的约束点(夹具定位元件)所限制,称为过定位,或重复定位,也称之为定位干涉。
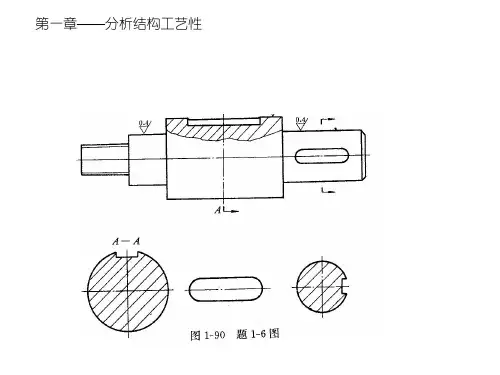
1-11 在图中,注有粗糙度符号的表面为待加工表面,试分别确定应限制的自由度。
a)上图:X、Y、Z的移动自由度; a)下图:X、Y的转动自由度
b)左图:X、Y、Z的移动自由度; b)右图:X、Y、Z的转动自由度
c)左图:X、Y、Z的移动自由度; c)右图:X、Y、Z的转动自由度
d)上图:X、Y的移动自由度; a)下图:X、Y、Z的转动自由度
1-12 根据六点定位原理,分析图示各图的定位方案并判断各定位元件分别限制了那些自由度?
a)三爪卡盘:X、Y、Z的移动自由度;
浮动顶尖与三爪卡盘组合后限制Y、Z的转动自由度;不完全定位,无过定位和欠定位
b) 固定顶尖限制X、Y、Z的移动自由度;
后浮动顶尖与前顶尖组合后限制Y、Z的转动自由度不完全定位,无过定位和欠定位
c) 定位元件为心轴,限制Y、Z的移动自由度和Y、Z的转动自由度
欠定位,不允许
d)左端固定锥销,限制XYZ的移动自由度;
右端浮动锥销与固定锥销组合后限制Y、Z的转动自由度
e) Y轴方向两短V形块组合,限制X、Z的移动自由度和转动自由度(4个自由度);
X轴方向一短V形块,限制Y的移动自由度和转动自由度,完全定位
f)两块条形支撑板,限制X、Y的转动自由度和Z的移动自由度;
两个支承钉限制X的移动自由度和Z的转动自由度。
销钉限制了Y的移动自由度,完全定位。
1-13何谓基准?基准分哪几种?各种基准之间有何关系?
答:基准是用来确定生产对象上几何要素之间的几何关系所依据的那些点,线或面。
基准的分类:从设计和工艺两个方面看基准,可把基准分为两大类,即设计基准和工艺基准。
在设计图上标注尺寸的起始位置称为设计基准。
零件在加工工艺过程中所采用的基准称为工艺基准。
工艺基准又可进一步分为:工序基准,定位基准,测量基准和装配基准。
基准之间的关系:在设计工序基准时,应首先考虑用设计基准为工序基准;工序基准应尽可能与定位基准和测量基准重合。