变位齿轮(精品).
- 格式:ppt
- 大小:1.84 MB
- 文档页数:1

圆柱齿轮的变位为了改善齿轮的传动质量或满足结构尺寸的特殊要求,有时需要采用变位齿轮。
(一)变位齿轮原理用齿条型道具切制齿轮时,若刀具的中线与被切齿轮分度圆相切,所切出的齿轮为标准齿轮。
如果改变刀具与被切齿轮的相对位置,即将刀具略微移近或离开被切齿轮的中心,则所切得的齿轮叫做变位齿轮。
若刀具离开齿轮的中心,这种变位叫正变位;若刀具移近齿轮的中心,则叫负变位。
刀具所以移动的距离叫变位量,它与模数之比,称为变位系数,以ξ表示。
+ξ表示正变位;-ξ表示负变位。
对正变位齿轮,刀具相对于切标准齿轮的位置离开一段距离X=+ξm;齿顶圆直径和齿根圆直径相应加大;齿根部分变肥,齿顶变尖;公法线增长。
对负变位齿轮,刀具相对于切标准齿轮的位置移近中心一段距离X=-ξm;齿顶圆直径和齿根圆直径相应减小;齿根部变瘦;公法线减短。
变位齿轮的齿顶高和齿根高虽然发生变化,但全齿高基本不变。
(二)齿轮变位的目的1)配凑中心距在两平行轴上有多对齿轮啮合传动或要求中心距为特定数值时,若用标准齿轮不能满足中心距的要求,则可采用变位齿轮。
2)避免齿轮根切当要齿轮齿数少于无根切的最少齿数时,可采用正变位齿轮。
3)提高齿轮的强度根据某些试验和计算指出,采用适当的变位方法,可使齿轮的承载能力提高20~25%,寿命延长200%;抗弯强度可显著提高。
4)修复磨损的大齿轮在相啮合的齿轮偶中,由于小齿轮磨损较大,而大齿轮磨损较小,并且大齿轮制造费用较大,所以可对大齿轮采用负变位将磨损表面切除,并在保持中心距不变的条件下,配制正变位的小齿轮,以减少修配工作量。
对某些零件磨损而引起两啮合齿轮中心距改变的情况,可以采用角度变位来改变中心距,而不必更换被磨损的零件。
齿轮变位系数标准齿轮传动存在着一些局限性:(1)受根切限制,齿数不得少于Zmin,使传动结构不够紧凑;(2)不适合于安装中心距a'不等于标准中心距a的场合。
当a' <A时无法安装,当A'>a时,虽然可以安装,但会产生过大的侧隙而引起冲击振动,影响传动的平稳性;(3)一对标准齿轮传动时,小齿轮的齿根厚度小而啮合次数又较多,故小齿轮的强度较低,齿根部分磨损也较严重,因此小齿轮容易损坏,同时也限制了大齿轮的承载能力。
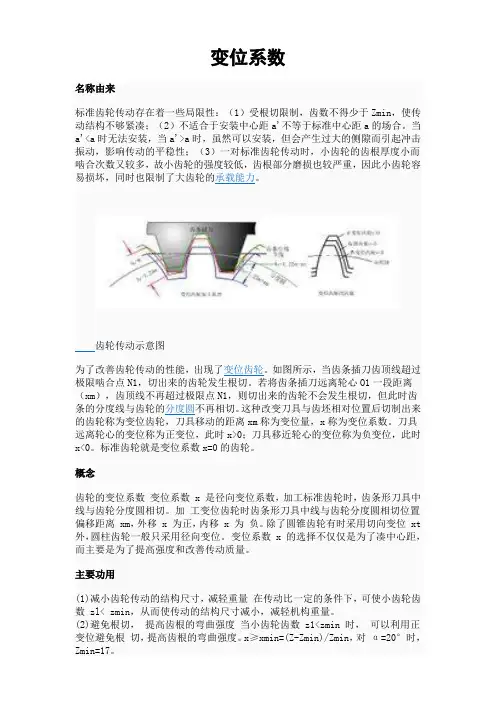
为了改善齿轮传动的性能,出现了变位齿轮。
如图所示,当齿条插刀齿顶线超过极限啮合点N1,切出来的齿轮发生根切。
若将齿条插刀远离轮心O1一段距离(xm),齿顶线不再超过极限点N1,则切出来的齿轮不会发生根切,但此时齿条的分度线与齿轮的分度圆不再相切。
这种改变刀具与齿坯相对位置后切制出来的齿轮称为变位齿轮,刀具移动的距离xm称为变位量,x称为变位系数。
刀具远离轮心的变位称为正变位,此时x>0;刀具移近轮心的变位称为负变位,此时x<0。
标准齿轮就是变位系数x=0的齿轮。
齿轮的变位系数变位系数x 是径向变位系数,加工标准齿轮时,齿条形刀具中线与齿轮分度圆相切。
加工变位齿轮时齿条形刀具中线与齿轮分度圆相切位置偏移距离xm,外移x 为正,内移x 为负。
除了圆锥齿轮有时采用切向变位xt 外,圆柱齿轮一般只采用径向变位。
变位系数x 的选择不仅仅是为了凑中心距,而主要是为了提高强度和改善传动质量。
(1)减小齿轮传动的结构尺寸,减轻重量在传动比一定的条件下,可使小齿轮齿数zl< zmin,从而使传动的结构尺寸减小,减轻机构重量。
(2)避免根切,提高齿根的弯曲强度当小齿轮齿数z1 (3)提高齿面的接触强度采用啮合角α’>α的正传动时,由于齿廓曲率半径增大,故可以提高齿面的接触强度。
(4)提高齿面的抗胶合耐磨损能力采用啮合角α’>α的正传动,并适当分配变位系数xl、x2,使两齿轮的最大滑动率相等时,既可降低齿面接触应力,又可降低齿面间的滑动率以提高齿轮的抗胶合和耐磨损能力。
变位系数名称由来标准齿轮传动存在着一些局限性:(1)受根切限制,齿数不得少于Zmin,使传动结构不够紧凑;(2)不适合于安装中心距a'不等于标准中心距a的场合。
当a'<a时无法安装,当a'>a时,虽然可以安装,但会产生过大的侧隙而引起冲击振动,影响传动的平稳性;(3)一对标准齿轮传动时,小齿轮的齿根厚度小而啮合次数又较多,故小齿轮的强度较低,齿根部分磨损也较严重,因此小齿轮容易损坏,同时也限制了大齿轮的承载能力。
齿轮传动示意图为了改善齿轮传动的性能,出现了变位齿轮。
如图所示,当齿条插刀齿顶线超过极限啮合点N1,切出来的齿轮发生根切。
若将齿条插刀远离轮心O1一段距离(xm),齿顶线不再超过极限点N1,则切出来的齿轮不会发生根切,但此时齿条的分度线与齿轮的分度圆不再相切。
这种改变刀具与齿坯相对位置后切制出来的齿轮称为变位齿轮,刀具移动的距离xm称为变位量,x称为变位系数。
刀具远离轮心的变位称为正变位,此时x>0;刀具移近轮心的变位称为负变位,此时x<0。
标准齿轮就是变位系数x=0的齿轮。
概念齿轮的变位系数变位系数 x 是径向变位系数,加工标准齿轮时,齿条形刀具中线与齿轮分度圆相切。
加工变位齿轮时齿条形刀具中线与齿轮分度圆相切位置偏移距离 xm,外移 x 为正,内移 x 为负。
除了圆锥齿轮有时采用切向变位 xt 外,圆柱齿轮一般只采用径向变位。
变位系数 x 的选择不仅仅是为了凑中心距,而主要是为了提高强度和改善传动质量。
主要功用(1)减小齿轮传动的结构尺寸,减轻重量在传动比一定的条件下,可使小齿轮齿数 zl< zmin,从而使传动的结构尺寸减小,减轻机构重量。
(2)避免根切,提高齿根的弯曲强度当小齿轮齿数 z1<zmin 时,可以利用正变位避免根切,提高齿根的弯曲强度。
x≥xmin=(Z-Zmin)/Zmin,对α=20°时,Zmin=17。
齿轮机构及其设计 > 变位齿轮变位齿轮的意义(1)避免根切现象.切削z<z min的齿轮而不发生根切;(2)配凑中心距.一对齿轮在非标准中心距的情况下不仅均能安装,而且能满足侧隙为零、顶隙为标准值的要求;(3)改善小齿轮的强度和传动啮合特性,能提高齿轮机构的承载能力。
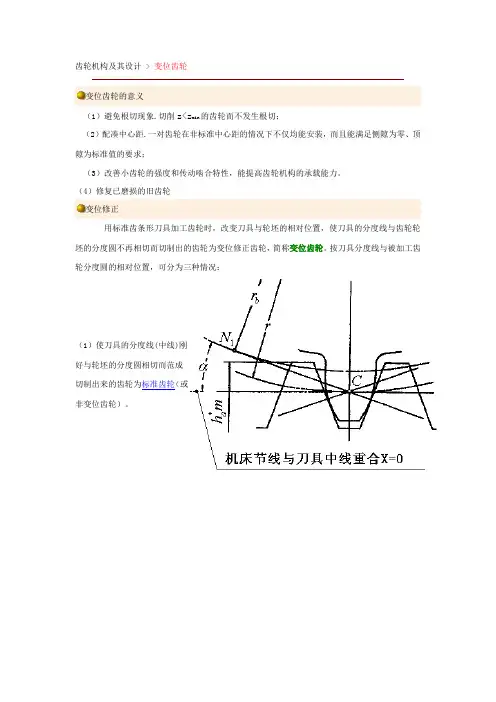
(4)修复已磨损的旧齿轮变位修正用标准齿条形刀具加工齿轮时,改变刀具与轮坯的相对位置,使刀具的分度线与齿轮轮坯的分度圆不再相切而切制出的齿轮为变位修正齿轮,简称变位齿轮。
按刀具分度线与被加工齿轮分度圆的相对位置,可分为三种情况:(1)使刀具的分度线(中线)刚好与轮坯的分度圆相切而范成切制出来的齿轮为标准齿轮(或非变位齿轮)。
(2)刀具的分度线(中线)与被加工齿轮分度圆相切位置远离轮坯中心一段径向距离xm(m 为模数,x 为径向变位系数,简称变位系数)。
这样加工出来的齿轮成为正变位齿轮。
xm>0,x>0。
(3)刀具的分度线靠近轮坯中心移动一段径向距离xm ,刀具分度线与轮坯分度圆相割。
这样加工出来的齿轮称为负变位齿轮。
xm<0,x<0。
变位齿轮的基本参数和几何尺寸 基本参数:比标准齿轮多了一个变位系数x几何尺寸(与相同参数的标准齿轮的尺寸比较):无侧隙啮合方程变位齿轮传动的中心距与啮合角符合无侧隙啮合要求的变位齿轮传动的中心距a'是这样确定的:(1)首先由无侧隙啮合方程求得啮合角α':(2)再由求得中心距a'此中心距a'与标准中心距a之间的差值用ym表示(y称为中心距变动系数):则可推导得:可见:当x1+x2=0 时, α'=α,a'=a当x1+x2>0 时, α'>α,a'>a当xx1+x2<0时, α'<α,a'<a这说明,变位齿轮传动较标准齿轮传动的优点是:只要采用适当的变位系数,不论是标准中心距还是非标准中心距,均能安装且满足无侧隙啮合要求.但要注意,在x1+x2<>0时,如果保证无侧隙安装,而且还要满足标准顶隙,则两轮的齿顶高应各减小。
首先要搞懂什么叫变位齿轮?其次要搞懂齿轮为什么要变位?所谓变位齿轮就是它的齿高和标准的不一样,比如:标准的渐开线1模数50齿20度压力角的圆柱齿轮,它的齿顶高、齿根高、和全齿高分别是1、1.25和2.25,这样的齿轮它的分度圆和齿节圆是同一个圆。
如果你的齿轮不是这三个数字那它的分度圆和齿节圆就不是同一个圆。
这就又引出了一个问题:分度圆和齿节圆是不是同一个圆的意义在哪里呢?我们知道,两个齿轮啮合时,齿与齿之间存在一个不产生滑移的啮合点,这个点围绕圆心旋转一周产生的轨迹就是所谓分度圆。
当然,这是对标准齿轮而言的,数值上它等于模数×齿数,它也是一个理想值。
但实际上,变位齿轮啮合时,这个不产生滑移的啮合点围绕圆心旋转一周所产生的圆数值上不等于模数×齿数,我们说现在这个圆叫齿节圆。
这个圆所以不在分度圆上是因为我们根据需要让齿轮变了位(齿深不标准造成)。
好,我们再讨论齿轮为什么要变位。
齿轮变位的原因大致有以下几种:1、为了凑对中心距比如:有一台进口设备,里面一对英制齿轮经常坏,为了加工方便把它改为公制齿轮,英制齿轮和公制齿轮的中心距肯定不一样,要凑对这个中心距最简单的办法就是让齿轮变位。
2、为了避免根切比如:由于某种特定需要某齿轮的齿数到了最少齿数的零界点时,为了避免加工时的根切只能采用变位。
3、为了提高齿轮的强刚度比如:某结构空间比较小却要承受比较大的力,空间小就不可能采用大模数齿轮,除了材料、热处理等因素外考虑使齿轮比较壮实也是一个办法,这时也要采用变位。
实际上变位齿轮和标准齿轮就像汗衫和短裤一样很难说汗衫好还是短裤好,因为它们用在不同的地方。
好了,看到这里也许你已经明白自己提出的问题了,祝你、我和大家儿童节快乐!正变位时,滚刀远离齿轮一段距离;负变位时,滚刀靠近齿轮一段距离。
距离等于变位系数乘模数。
圆柱齿轮加工工艺程的内容和要求圆柱齿轮的加工工艺程一般应包括以下内容:齿轮毛坯加工、齿面加工、热处理工艺及齿面的的精加工。
变位齿轮传动}(..等'' II卞奋朴孕技术联盟t' 1959年设"L户if性研究委员会.1960年成L f "P W性及质狱控制专门小:'It. If于197一年在n4-fl开一第一)111 ,11称性学术讨沦会F1本将i I I f性壮tffl·广r川到K-NI I-AY部门取得很人成功.大大地提高一‟It产Iii:的…II锥瓜,使JtRA III 靠性产品,例如扩…车、彩电、照相14L…收录机、电冰箱等.杨销到全世界.带来巨大的经济效益。
英闲于一,62年出版i(可祥性Ii微电i-学》《Rrliabilit. 1nd %lirnwlmtn)f,il· s)杂.态法州ICI 立通讯研究所也存1962年成;: f`nf靠性中心”.进11数据的收集与分析,并F 1963年出版J‟( III 7I'性》杂志、.NNINC'L f技术委T'会(IF.(二)J 1965年设}'c户II Yr性技术委员会.1977年又改名为.!fSf性与可维修性技术委ft会它对可命性方面的定义川语. 1ST)方法、可弃性竹理、数据收塑苏.进行了iii际间的协fled i'.作我1*14.1可靠性科学的研究与应川I.作1'以了高度+(K 19H6年I月25 11原机械1- 业部发布的(关于加强机电产0011可靠件下作的晒知》加速(4I Iq机.t!产品可靠性工作的推广和应川:9411年,原机械电子「业部印发的一加强机电产品设计!作的规定“中u}1确指出:叮克性、适应性、经济性哭件统筹作为4kNl1L电产品没计的原则如今.可靠性的观点lit方法L'成为质ht保id ,安全性保证、产品ii {l防预等不可缺少的依据和手段.也是我国I { `"技术人员掌捉现代设计方法听必须掌捉的重要内容之上式表明。
第四十一讲变位齿轮概述标准齿轮的优点:计算简单、互换性好。
缺点:1、当z<zmin 时,产生根切。
但实际生产中经常要用到z<zmin的齿轮。
2、不适合a’≠a的场合。
a’<a时,不能安装。
当a’>a时,产生过大侧隙,且εα↓3、小齿轮容易坏。
原因:ρ小,滑动系数大,齿根薄。
希望两者寿命接近。
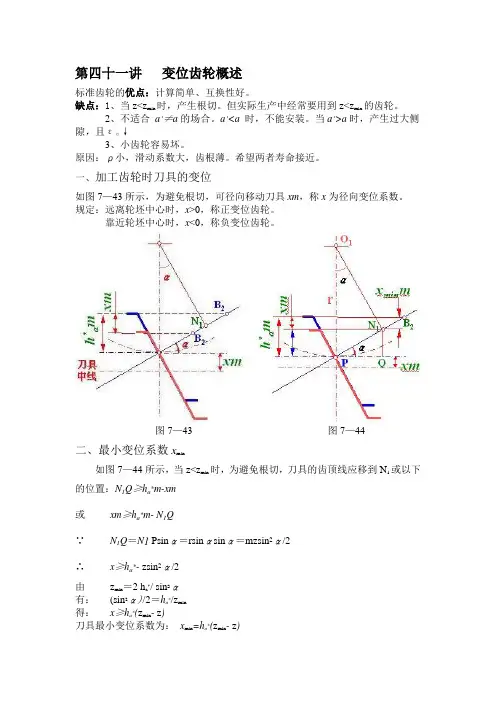
一、加工齿轮时刀具的变位如图7—43所示,为避免根切,可径向移动刀具xm,称x为径向变位系数。
规定:远离轮坯中心时,x>0,称正变位齿轮。
靠近轮坯中心时,x<0,称负变位齿轮。
图7—43 图7—44二、最小变位系数xmin如图7—44所示,当z<zmin 时,为避免根切,刀具的齿顶线应移到N1或以下的位置:N1Q≥h a*m-xm或xm≥h a*m- N1Q∵N1Q=N1 Psinα=rsinαsinα=mzsin2α/2 ∴x≥h a*- zsin2α/2由zmin =2 ha*/ sin2α有:(sin2α)/2=h a*/z min得:x≥h a*(z min- z)刀具最小变位系数为:xmin=h a*(z min- z)三、变位齿轮的几何尺寸1、变位齿轮的基本参数m、z、α与标准齿轮相同,故d、d b与标准齿轮也相同,齿廓曲线取自同一条渐开线的不同段。
2、齿顶高和齿根高与标准齿轮不同,如图7—45所示,图7—45齿根高:hf = h a*m+c*m-xm齿顶高:由毛坯大小确定,如果保证全齿高不变,则有:h a= (h a*+x)m顶圆半径:r a=r+ h a=r+(h a*+x)m3、齿厚与齿槽宽与标准齿轮不同,如图7—46所示。
齿厚:s=πm/2+ 2xmtgα齿槽宽:e=πm/2-2xmtgα正变位:齿厚变宽,齿槽宽减薄。
负变位:正好相反。
采用变位修正法加工变位齿轮,不仅可以避免根切,图7—46 而且与标准齿轮相比,齿厚等参数发生了变化,因而,可以用这种方法来改善齿轮的传动质量和满足其他要求。
第四十二讲 变位齿轮传动1、正确啮合条件和连续传动条件与标准齿轮相同,即:m 1=m 2 , α1=α2 , εα≥[εα]2、中心距与啮合角无侧隙啮合时:s '1=e '2,s '2= e '1故有:p ' = s '1+ e '1= s '2 + e '2= s '1+ s '2由任意圆齿厚公式得:s '1= s 1r '1 / r 1 -2 r '1 (inv α'-inv α)s '2= s 2 r '2 / r 2 -2 r '2 (inv α'-inv α)式中:s 1=m(π/2+2x 1 tg α)s 2=m(π/2+2x 2 tg α)又 r 'i / r i =( r bi /cos α') / (r b i /cos α) = cos α/ cos α’ i =1,2 代入p '= s '1+ s '2 得:)(cos cos 2cos cos )(cos cos 2cos cos cos cos ''2'2''1'1'ααααααααααααααinv inv r s inv inv r s p -++-+= )(2)(2'22'11ααααinv inv r s inv inv r s p -++-+=或:)()22/(:'11αααππinv inv m z tg x m m -++=即)()22/('22αααπinv inv m z tg x m -+++0))(()(2'2121=-+++αααinv inv z z m x x mtg 简化得:αααinv z z x x tg inv +++=)()(22121'上式称无侧隙啮合方程。
什么是变位齿轮,变位齿轮的特点以及为什么要对齿轮进⾏变位处理什么是变位齿轮⽤齿条型⼑具加⼯齿轮时,若不采⽤标准安装,⽽是将⼑具远离或靠近轮坯回转中⼼,则⼑具的分度线不再与被加⼯齿轮的分度圆相切。
这种变位修正法。
采⽤这种⽅法加⼯的齿轮称为变位齿轮变位齿轮。
采⽤改变⼑具与被加⼯齿轮相对位置来加⼯齿轮的⽅法称为变位修正法⾮标准渐开线齿形的齿轮。
切制轮齿时,改变标准⼑具对齿通过改变标准⼑具对齿轮⽑坯的径向位置或改变标准⼑具的齿槽宽切制出的齿形为⾮标准渐开线齿形切向变位。
最常⽤的是径向变位,切向变位⼀般⽤于圆锥齿轮的变位。
轮⽑坯的径向位置称为径向变位径向变位。
改变标准⼑具的齿槽宽称为切向变位变位齿轮的特点变位齿轮与标准齿轮相⽐,其模数、齿数、压⼒⾓均⽆变化;但是正变位时,齿廓曲线段离基圆较远,齿顶圆和齿根圆也相应增⼤,齿根⾼减⼩,齿顶⾼增⼤,分度圆齿厚与齿根圆齿厚都增⼤,但齿顶容易变尖;负变位时,齿廓曲线段离基圆较近,齿顶圆和齿根圆也相应减⼩,齿根⾼增⼤,齿顶⾼减⼩,分度圆齿厚和齿根圆齿厚都减⼩。
,为什么要对标准齿轮进⾏变位变位齿轮的主要功能与作⽤,为什么要对标准齿轮进⾏变位变位齿轮的主要功能与作⽤1、减⼩齿轮传动的结构尺⼨,减轻重量在传动⽐⼀定的条件下,可使⼩齿轮齿数zl<zmin,从⽽使传动的结构尺⼨减⼩,减轻机构重量。
2、避免根切,提⾼齿根的弯曲强度当⼩齿轮齿数z1<zmin时,可以利⽤正变位避免根切,提⾼齿根的弯曲强度。
x≥xmin=(Z-Zmin)/Zmin,对α=20°时,Zmin=17。
3、提⾼齿⾯的接触强度3、提⾼齿⾯的接触强度采⽤啮合⾓α’>α的正传动时,由于齿廓曲率半径增⼤,故可以提⾼齿⾯的接触强度。
4、提⾼齿⾯的抗胶合耐磨损能⼒采⽤啮合⾓α’>α的正传动,并适当分配变位系数xl、x2,使两齿轮的最⼤滑动率相等时,既可降低齿⾯接触应⼒,⼜可降低齿⾯间的滑动率以提⾼齿轮的抗胶合和耐磨损能⼒。
齿轮的变位系数变位系数x是径向变位系数,加工标准齿轮时,齿条形刀具中线与齿轮分度圆相切。
加工变位齿轮时齿条形刀具中线与齿轮分度圆相切位置偏移距离xm,外移x为正,内移x为负。
除了圆锥齿轮有时采用切向变位xt外,圆柱齿轮一般只采用径向变位。
变位系数x的选择不仅仅是为了凑中心距,而主要是为了提高强度和改善传动质量。
变位齿轮的主要功用如下:(1)减小齿轮传动的结构尺寸,减轻重量 在传动比一定的条件下,可使小齿轮齿数zl<zmin,从而使传动的结构尺寸减小,减轻机构重量。
(2)避免根切,提高齿根的弯曲强度 当小齿轮齿数z1<zmin时,可以利用正变位避免根切,提高齿根的弯曲强度。
x≥xmin=(Z-Zmin)/Zmin,对α=20o时,Zmin=17。
(3)提高齿面的接触强度 采用啮合角α’>α的正传动时,由于齿廓曲率半径增大,故可以提高齿面的接触强度。
(4)提高齿面的抗胶合耐磨损能力 采用啮合角α’>α的正传动,并适当分配变位系数xl、x2,使两齿轮的最大滑动率相等时,既可降低齿面接触应力,又可降低齿面间的滑动率以提高齿轮的抗胶合和耐磨损能力。
(5)配凑中心距 当齿数z1、z2不变的情况下,啮合角α’不同,可以得到不同的中心距,以达到配凑中心距的目的。
(6)修复被磨损的旧齿轮 齿轮传动中,小齿轮磨损较重,大齿轮磨损较轻,可以利用负变位把大齿轮齿面磨损部分切去再使用,重配一个正变位小齿轮,这就节约了修配时需要的材料与加工费用。
选择变位系数的基本原则(1)润滑条件良好的闭式齿轮传动 当齿轮表面的硬度不高时(HBS<350),即对于齿面未经渗碳、渗氮、表面淬火等硬化处理的齿轮,齿面疲劳点蚀或剥伤为其主要的失效形式,这时应选择尽可能大的总变位系数x,即尽量增大啮合角,以便增大啮合节点处齿廓的综合曲率半径,减少接触应力,提高接触强度与疲劳寿命。
当轮齿表面硬度较高时(HBS>350),常因齿根疲劳裂纹的扩展造成轮齿折断而使传动失效,这时,选择变位系数应使齿轮的齿根弯曲强度尽量增大,并尽量使相啮合的两齿轮具有相近的弯曲强度。
1、齿轮的修顶也叫修缘,是修正齿顶,比如:在渐开线终结处(渐开线与齿顶圆交界处)做一个倒角,让渐开线的结束不至于突然,而是有一个圆滑过渡,这样的修顶,主要是在一些大型的、或是精密传动的齿轮上要做修顶,目前,这样的修顶工作基本上是手工完成。
2、由于齿轮有模数的不同,也就有轮齿的大小不同,因而,相应的修顶参数(也就是倒角边长)是不一样的,具体的参数可以查表,详见机械工业出版社出版的《机械设计手册》2008年2月版,第三卷第16-11页3、齿轮的变位只要有以下几个原因:4、配凑中心距:由于空间几何关系的限制,中心距不能满足参数计算要求欧,就可以考虑进行变位处理,从而是中心距达到某一个空间关系限定的中心距。
5、若齿数一定要小于17齿时,可以用变位处理,可以避免根切6、提高齿轮的承载能力7、满足某些特殊要求,如:增大重合度等8、关于齿轮变位的计算比较麻烦一点,可以参照设计手册中的实例进行希望以上能够帮助到你标准齿轮传动存在着一些局限性:(1)受根切限制,齿数不得少于Zmin,使传动结构不够紧凑;(2)不适合于安装中心距a'不等于标准中心距a的场合。
当a'<a时无法安装,当a'>a时,虽然可以安装,但会产生过大的侧隙而引起冲击振动,影响传动的平稳性;(3)一对标准齿轮传动时,小齿轮的齿根厚度小而啮合次数又较多,故小齿轮的强度较低,齿根部分磨损也较严重,因此小齿轮容易损坏,同时也限制了大齿轮的承载能力。
为了改善齿轮传动的性能,出现了变位齿轮。
如图所示,当齿条插刀齿顶线超过极限啮合点N1,切出来的齿轮发生根切。
若将齿条插刀远离轮心O1一段距离(xm),齿顶线不再超过极限点N1,则切出来的齿轮不会发生根切,但此时齿条的分度线与齿轮的分度圆不再相切。
这种改变刀具与齿坯相对位置后切制出来的齿轮称为变位齿轮,刀具移动的距离xm称为变位量,x称为变位系数。
刀具远离轮心的变位称为正变位,此时x>0;刀具移近轮心的变位称为负变位,此时x<0。
变位齿轮传动几何尺寸计算(YTF-91滚80齿)1未变位时的中心距a=1/2*m(Z1+Z2)=1/2*2.25(88+99)=210.3752中心距变动系数у=(a’-a)/m=(210-210.375)*2.25=-0.1666666у=уz(Z1+Z2)/2 уz查表3-3-163压力角α=20º4啮合角cosα′=a/a′*cosα=210.375/210*cos20°=0.94137 α′=19.71697°=19°43′1″5总变位系数x∑=(Z1+Z2)/2*tanα(invα′-invα)=(88+99)/2*tan20°(inv19°43′1'-inv20°) =(88+99)/(2* tan20°)(0.01426-0.014904)=-0.16544上式未知数均查表3-3-17x∑=xz(Z1+Z2)/26 Z∑=88+99=187 Z∑/2=187/2=93.57变位系数的分配及齿高变动系数x1、x2或△yx1、x2可按图3-3-2、3-3-3、3-3-4分配x∑/2=-0.08272x1=0x2=-0.165448△y= x∑-y=△yz(Z1+Z2)/2 △yz可按yz值由表3-3-16查得= -0.16544-0.1666666= -0.332111齿数比u=Z2/Z1=99/88=1.12512分度圆直径d=Zm d1=88*2.25=198 d2=99*2.25=222.7513节圆直径d1′=2a′/(u+1)=2*210/(1.125+1)=197.647d2′=ud1′=1.125*197.647=222.35314齿顶高ha=(h a*+x-△y)m ha1=1*2.25=2.25 ha2=(1+(-0.16544)- 0.3321)=0.651415齿根高hf=(ha*+c*-x)m hf1=(1+0.25)*2.25=2.8125 hf2=(1+0.25-(-0.16544))=1.2719 16齿全高h=(2ha*+c*-△y)m h1=(2*1+0.25)*2.25=5.0625 h2=(2*1+0.25-0.18858)*2.25=4.63817齿顶圆直径da=d+2(ha*+x-△y)mda1=d1+2(1+x1-△y)m=198+2*2.25=202.5da2=d2+2(1+x2-△y)*m=222.75+2(1+(-0.16544)- 0.3321)*2.25=223.75518齿根圆直径df= d-2(ha*+c*-x)m电气专业工作总结[电气专业工作总结]时间总是脚步匆匆,一年时间有多长?三百六十五个日出、三百六十五个日落而已,XX年就在日出日落的交替中过去了,回首这一年的工作和生活充实与茫然各占一半,电气专业工作总结。