发酵温度和水分对豆粕发酵品质的影响
- 格式:pdf
- 大小:261.60 KB
- 文档页数:4
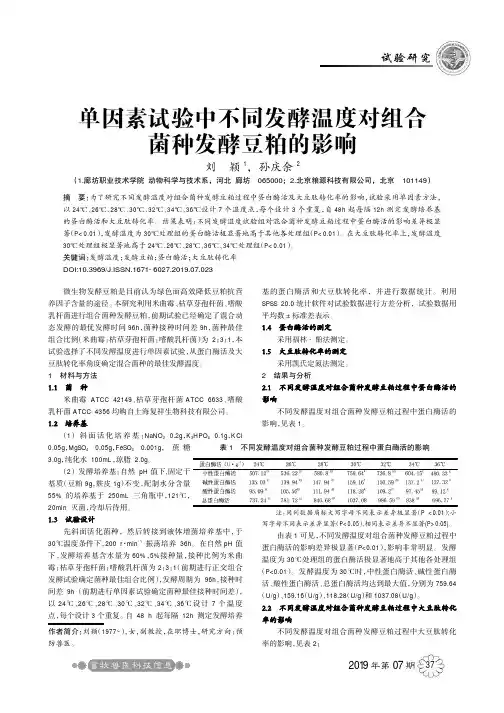
发酵时间和料水比对豆粕发酵的影响詹湉湉;柯芙容;陈庆达;张少华;许丽惠;王全溪;王长康【摘要】采用凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕,研究发酵时间和料水比对发酵豆粕营养成分的影响,以确定豆粕适宜的发酵参数.结果表明:(1)与发酵48h组比,发酵72h组的(游离氨基酸+寡肽)/粗蛋白质极显著提高(P<0.01),pH极显著降低(P<0.01);(2)料水比为1∶0.70组的寡肽/粗蛋白质、游离氨基酸/粗蛋白和(游离氨基酸+寡肽)/粗蛋白质极显著高于料水比为1∶0.40和1∶0.55组(P<0.01),pH极显著低于料水比为1∶0.40和1∶0.55组(P<0.01),活菌数显著高于料水比为1∶0.40组(P<0.05),多肽/粗蛋白质极显著高于料水比为1∶0.40组(P<0.01).结论:采用凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕,其合理的发酵时间为72 h,料水比为1∶0.70.【期刊名称】《福建农林大学学报(自然科学版)》【年(卷),期】2015(044)002【总页数】5页(P193-197)【关键词】发酵豆粕;营养成分;发酵条件【作者】詹湉湉;柯芙容;陈庆达;张少华;许丽惠;王全溪;王长康【作者单位】福建农林大学动物科学学院,福建福州350002;福建农林大学动物科学学院,福建福州350002;福建农林大学动物科学学院,福建福州350002;晋江市绿色保健蛋品有限公司,福建晋江362200;福建农林大学动物科学学院,福建福州350002;福建农林大学动物科学学院,福建福州350002;福建农林大学动物科学学院,福建福州350002【正文语种】中文【中图分类】S831.5随着畜禽养殖规模的快速发展,对豆粕的需求越来越大.但豆粕中含有胰蛋白酶抑制剂、植物血球凝集素、脲酶、大豆抗原蛋白、低聚糖和植酸等抗营养因子,大大降低了豆粕的利用率[1].如何提高豆粕的利用率是急需解决的重大问题.去除豆粕中抗营养因子的方法主要有物理、化学和生物学方法.物理法主要采用高温膨化,效果好,但能源消耗大、成本高;化学法主要采用适当的化学试剂处理豆粕,虽有一定效果,但易使化学物质残留,污染环境,且工艺较复杂,而且营养成分易被破坏,导致豆粕营养价值降低;生物学方法主要采用生物育种和生物学技术对豆粕进行处理,目前在国内外研究较多[2-3].采用微生物发酵豆粕,已被证明是一种有效降低和去除抗营养因子的方法[4-5].发酵豆粕是利用现代生物工程技术生产的低抗营养因子[6]的优质蛋白质饲料,将大分子蛋白质酶解成多肽、小肽及游离氨基酸[7],同时含有大量的益生菌、乳酸菌及未知生长因子等物质[8].影响豆粕发酵的因素很多,而国内外关于豆粕发酵适宜菌种的选择及发酵工艺参数的研究才刚起步[9-10],且目前研究报道多为单一菌种或混合菌种对发酵豆粕抗营养因子的影响,在发酵豆粕营养特性上的研究不多.为了进一步研究混合菌种发酵对豆粕品质的影响,本试验采用凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕,研究发酵时间和料水比对发酵豆粕营养成分的影响,确定豆粕适宜的发酵参数,旨在为微生物发酵豆粕的研究与应用提供理论依据.1 材料与方法1.1 材料发酵剂由福建厦门洛东生物环保科技有限公司提供,含有凝结芽孢杆菌、枯草芽孢杆菌和酵母菌,总活菌数为1×109cfu·g-1.其中,凝结芽孢杆菌活菌数为2×108cfu·g-1,枯草芽孢杆菌活菌数为5×108 cfu·g-1,酵母菌活菌数为3×108cfu·g-1.豆粕购于厦门中禾实业有限公司,粗蛋白质含量为43.13%,水分含量为12.17%. 发酵豆粕基础配方组成:100 kg豆粕+1 kg玉米+水+20 g菌种.1.2 发酵工艺优化试验采用单因素处理,由发酵时间优化和发酵水分优化两部分组成,两个发酵过程均需要密封,发酵袋保持一定的高度,室温为35℃左右.1.2.1 发酵时间优化试验设两个水平,每个水平3个重复,在基础发酵培养基上,室温厌氧分别发酵48和72 h.1.2.2 发酵水分优化试验设3个水平,每个水平3个重复,在基础发酵培养基上,加水量分别为40、55和70 kg,即料水比分别为1∶0.40、1∶0.55 和1∶0.70,室温下厌氧发酵 72 h.发酵 72 h 后,测得发酵豆粕中的含水量分别为 37.85% 、44.27% 和 49.19%.1.3 指标测定1.3.1 常规营养成分的测定水分和粗蛋白质含量按常规方法[11]测定;游离氨基酸含量采用甲醛滴定法[12]测定;酸溶性蛋白质含量采用三氯乙酸(TCA)法[13]测定;单宁酸溶性蛋白质含量采用单宁沉淀法[12]测定.多肽和寡肽含量通过计算得出.多肽含量=酸溶性蛋白质含量-游离氨基酸含量;寡肽含量=单宁酸溶性蛋白质含量-游离氨基酸含量.1.3.2 pH测定 pH采用玻璃电极pHS-3C型pH计测定.pH测定的具体步骤:准确称取1 g样品和9 g蒸馏水(采用移液枪准确移取9 mL蒸馏水),振荡、摇匀后用pH计测定.1.3.3 活菌含量的测定活菌总数采用稀释平板计数法[14]测定.1.4 数据处理原始数据经Excel 2003软件处理后,采用SPSS 16.0软件进行分析.其中,发酵时间优化的数据采用成组样本T检验,发酵水分优化的数据采用单因素方差分析.差异显著后进行LSD多重比较,结果用平均值±标准差表示.2 结果与分析2.1 发酵时间对发酵豆粕品质的影响2.1.1 对常规营养成分的影响从发酵时间对发酵豆粕常规营养成分的影响(表1)可以看出,发酵72 h组与发酵48 h组相比,其游离氨基酸+寡肽和(游离氨基酸+寡肽)/粗蛋白质极显著提高(P<0.01),其他指标均有提高,但差异不显著(P>0.05).可见,发酵72 h的效果比发酵48 h的效果好.2.1.2 对pH和活菌数的影响从发酵时间对发酵豆粕pH和活菌数的影响(表2)可以看出,发酵72 h组与发酵48 h组相比,其pH极显著降低(P<0.01),而活菌数未出现明显变化(P>0.05).可见,发酵72 h的效果比发酵48 h的效果好.表1 发酵时间对发酵豆粕常规营养成分(绝干物质基础)的影响1)Table 1 Effects of fermentation time on nutritional composition of soybean meal(dry matter basis) %1)同列数据后附相同字母者表示差异不显著(P>0.05),附不同小写字母者表示差异显著(P<0.05),附不同大写字母者表示差异极显著(P <0.01).时间粗蛋白质游离氨基酸游离氨基酸/粗蛋白质多肽多肽/2.05 ±0.47 72 h 48.90 ± 1.04 1.30 ±0.21 2.65 ±0.45 1.25 ± 0.21 2.56 ±0.42时间寡肽寡肽/粗蛋白质游离氨基酸+寡肽 (游离氨基酸+寡肽)/粗蛋白质48 h 0.99 ±0.21 2.06 ± 0.46 2.12 ±0.09B 4.39 ± 0.1粗蛋白质48 h 48.23 ± 1.30 1.18 ±0.16 2.43±0.28 0.99 ± 0.23 0A 3B 72 h 1.18 ±0.31 2.42 ± 0.63 2.48 ±0.09A 5.07 ± 0.2 2.2 料水比对发酵豆粕品质的影响2.2.1 对常规营养成分的影响从料水比对发酵豆粕常规营养成分的影响(表3)可以看出,与料水比为1∶0.40 组相比,料水比为1∶0.55 组的游离氨基酸、寡肽、游离氨基酸+寡肽和(游离氨基酸+寡肽)/粗蛋白质极显著提高(P<0.01),寡肽/粗蛋白质显著提高(P <0.05).与料水比为1∶0.40 和1∶0.55组相比,料水比为1∶0.70 组的游离氨基酸/粗蛋白质、寡肽、寡肽/粗蛋白质和(游离氨基酸+寡肽)/粗蛋白质极显著提高(P<0.01);游离氨基酸显著高于料水比为1∶0.40 组(P <0.05),与料水比为 1∶0.55 组的差异不显著(P >0.05);多肽和多肽/粗蛋白质极显著高于料水比为1∶0.40 组(P <0.01),与料水比为1∶0.55 组的差异不显著(P >0.05);游离氨基酸 +寡肽极显著高于料水比为1∶0.40 组(P <0.01),显著高于料水比为1∶0.55 组(P <0.05).表2 发酵时间对发酵豆粕pH和活菌数的影响1)Table 2 Effects of fermentation time of soybean meal on pH and viable counts1)同列数据后附相同字母者表示差异不显著(P>0.05),附不同小写字母者表示差异显著(P<0.05),附不同大写字母者表示差异极显著(P <0.01).)时间 pH 活菌数(lg cfu·g-1表3 料水比对发酵豆粕常规营养成分(绝干物质基础)的影响1)Table 3 Effects of material-water ratio on the nutritional composition of soybean meal(dry matter basis) %1)同列数据后附相同字母者表示差异不显著(P>0.05),附不同小写字母者表示差异显著(P<0.05),附不同大写字母者表示差异极显著(P <0.01).料水比粗蛋白质游离氨基酸游离氨基酸/粗蛋白质多肽多肽/粗蛋白质1∶0.4048.69 ± 1.25 0.90 ±0.45Bb 1.86 ±0.44B 0.79 ±0.16B 1.62 ± 0.35B 1∶0.5549.71 ± 0.44 1.18 ±0.26Aa 2.37 ±0.05B 1.04 ±0.17AB 2.09 ± 0.36AB 1∶0.70 48.05 ± 0.95 1.15 ±0.13ABa 2.40 ±0.28A 1.28 ±0.10A 2.66 ± 0.21A料水比寡肽寡肽/粗蛋白质游离氨基酸+寡肽 (游离氨基酸+寡肽)/粗蛋白质1∶0.40 0.76 ±0.13C 1.56 ±0.30Bc 1.66 ±0.11Bc 3.41 ± 0.34A.42 ± 0.27C 1∶0.55 1.08±0.08B 2.17 ±0.17Bb 2.26 ±0.05Ab 4.54 ± 0.14B 1∶0.70 1.45 ±0.03A 3.01 ±0.10Aa 2.60 ±0.16Aa 52.2.2 对pH和活菌数的影响从料水比对发酵豆粕pH和活菌数的影响(表4)可以看出:与料水比为1∶0.40 组相比,料水比为1∶0.70 和1∶0.55 组的pH极显著降低(P<0.01),活菌数显著提高(P<0.01);与料水比为1∶0.55 组相比,料水比为1∶0.70组的pH极显著降低(P<0.01).可见,料水比为1∶0.70的发酵效果最优. 表4 料水比对发酵豆粕pH和活菌数的影响1)Table 4 Effects of material-water ratio of soybean meal on pH and viable counts1)同列数据后附相同字母者表示差异不显著(P>0.05),附不同小写字母者表示差异显著(P<0.05),附不同大写字母者表示差异极显著(P <0.01).1∶0.40 6.46 ± 0.02A 8.95 ±0.19b 1∶0.55 5.94 ± 0.09B 9.44 ±0.09a 1∶0.70 5.29 ± 0.04C 9.37 ±0.22a3 讨论3.1 发酵时间对发酵豆粕品质的影响发酵终点对提高产物的生产率有非常重要的意义.在发酵过程中,产物的浓度是变化的,一般产物高峰生长阶段时间越长,生产率就越高,但到一定时间后生产率提高缓慢,甚至下降.因此无论是获得菌体还是代谢产物,微生物发酵都有一个最佳时间.时间过短,不足以获得所需的产量以及优质发酵产品;时间过长,由于环境已不利于菌体生长,往往造成菌体自溶,产量下降,同时增加生产成本.本试验结果显示,发酵72 h组的游离氨基酸+寡肽和(游离氨基酸+寡肽)/粗蛋白质极显著高于发酵48 h组,pH极显著低于发酵48 h组.表明凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕的最佳时间为72 h,与李文立等[15]和莫重文等[16]的研究结果一致.同样,朱曦等[9]研究表明,发酵时间为72 h时,豆粕中的抗营养因子能有效地被去除;朱平军等[17]研究也表明,最佳发酵时间为72 h,黑曲霉发酵豆粕中的酸溶蛋白质含量由发酵前的1.75%提高到13.62%.以上研究结果均表明发酵72 h的效果好,这可能是因为随着发酵时间的延长,豆粕发酵更加彻底.本试验结果与邢力等[18]和胡瑞等[19]的“48 h为最适发酵时间”研究结果不同.由于影响豆粕发酵的因素很多,而且评定指标也不尽相同,因此研究结果也存在一定的差异,尤其是在菌种选择、发酵的工艺参数以及对豆粕营养价值影响的研究结果差异较大.可见,发酵时间一定要根据不同的菌种、工艺条件和产物,通过试验来确定.3.2 料水比对发酵豆粕品质的影响固态发酵基质的含水量是决定固态发酵成功与否的关键因素之一.基质含水量高,容易导致基质多孔性降低,减少基质内气体,但能增加营养成分和菌体的流动性;而含水量低,造成基质膨胀程度低,菌体生长受抑制,酶产量下降.基质含水量不仅影响微生物的生长,还影响发酵系统中氧气的供应、气体交换等活动,关系到发酵的成败.本试验综合各项指标可得,采用凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕的最佳料水比为1∶0.70.这一研究结果与王德培等[20]的研究结果类似,与王平[21]和高爱琴等[22]的“最佳发酵料水比为1∶0.6和3∶2”研究结果也相近.本试验结果表明:料水比为1∶0.70组的游离氨基酸和活菌数显著高于料水比为1∶0.40组;游离氨基酸/粗蛋白质、寡肽、寡肽/粗蛋白质和(游离氨基酸+寡肽)/粗蛋白质极显著高于料水比为1∶0.40 和1∶0.55 组;pH 极显著低于料水比为1∶0.40 和1∶0.55 组;多肽、多肽/粗蛋白质和游离氨基酸+寡肽极显著高于料水比为1∶0.40组,高于料水比为1∶0.55组(差异不显著).朱曦等[9]研究表明:料水比为1∶(0.8-1.0)时,豆粕中的抗营养因子能有效被去除;此外,胡瑞等[19]研究表明:发酵后,料水比为1∶0.6组除挥发性盐基氮含量外,其他指标均优于料水比为1∶0.40组,但挥发性盐基氮含量偏高,因此选择1∶0.40为最适发酵料水比.陈炳钿等[23]研究表明,最佳发酵工艺条件为:地衣芽孢杆菌、酿酒酵母和嗜酸乳杆菌的配比为(2∶1∶1)×109,接种量为10%,含水量为45%,采用好氧48 h、厌氧24 h的固态发酵工艺.以上研究结果存在差异的原因可能与菌种、发酵工艺以及测定指标等不同所致.因此,适合的料水比一定要根据不同菌种和发酵条件等,通过试验来确定.3.3 微生物发酵可以显著提高豆粕的品质3.3.1 微生物发酵对豆粕常规营养成分的影响本试验中,豆粕经微生物发酵后,豆粕中粗蛋白质的总量无显著变化,但蛋白质组成发生了改变,大、中分子蛋白质水平降低了,小肽和游离氨基酸的水平提高了,改善了豆粕的营养价值,这一结果与陈中平等[24]的研究结果一致,而且发酵豆粕的pH和活菌数也有显著性变化.豆粕在发酵过程中,原料豆粕中的真蛋白质在枯草芽孢杆菌、凝结芽孢杆菌和酵母菌分泌的众多酶系作用下,由大分子蛋白质分解为小分子蛋白质,有序地降解为多肽以及大量具有特殊生理活性的小肽和游离氨基酸等,这就使得发酵豆粕中的小肽和游离氨基酸含量增加.研究表明,微生物发酵可以把蛋白质水解为氨基酸、多肽和小肽等小分子物质,提高蛋白质的利用率[25].Hong et al[5]研究表明,豆粕发酵后,豆粕中的大分子蛋白质降解为小分子肽;马文强等[3]研究表明,发酵后豆粕中的大分子蛋白质含量较发酵前降低了75.57%,中分子蛋白质含量较发酵前降低了86.7%,小分子蛋白质含量较发酵前提高了2.25倍.虽然前人的研究存在差异,但发酵均不同程度地改善了豆粕品质.本试验结果表明,豆粕在发酵过程中,枯草芽孢杆菌、凝结芽孢杆菌和酵母菌分泌的众多酶系也有效地将豆粕中的大分子蛋白质降解为小分子蛋白质.3.3.2 微生物发酵对pH和活菌数的影响豆粕经发酵后,具有浓郁的酸香味,提高豆粕的适口性.许多研究表明,pH为4.5-5.5,会明显提高饲料的诱食性.豆粕发酵后除会提高常规营养成分外,还含有有益微生物及其代谢产物.由于在豆粕发酵过程中加入了有益微生物,因此发酵后的物料中含有大量有益微生物种群,其种类主要取决于发酵前物料中所添加的微生物,常见的有芽孢杆菌、酵母菌和乳酸菌,这些益生性微生物对于环境和畜禽的健康均具有非常重要的作用.陈文静[26]对发酵后的豆粕进行测定,发现乳酸菌数达到107cfu·g-1;康立新[27]研究发现,发酵过程中微生物代谢产生的有效活菌数达到4.20×108cfu·g-1.本试验对发酵后的豆粕进行测定,其活菌含量也有极显著提高,活菌数达到2.54×109cfu·g-1.4 结论本试验结果显示:发酵72 h组的游离氨基酸+寡肽和(游离氨基酸+寡肽)/粗蛋白质极显著高于发酵48 h组,pH极显著低于发酵48 h组;料水比为1∶0.70组的游离氨基酸和活菌数显著高于料水比为1∶0.40组,游离氨基酸/粗蛋白质、寡肽、寡肽/粗蛋白质和(游离氨基酸+寡肽)/粗蛋白质极显著高于料水比为1∶0.40 和1∶0.55 组,pH 极显著低于料水比为1∶0.40 和1∶0.55 组,多肽、多肽/粗蛋白质和游离氨基酸+寡肽极显著高于料水比为1∶0.40组.本试验得出的凝结芽孢杆菌、枯草芽孢杆菌和酵母菌混合菌种发酵豆粕的最佳工艺条件为:凝结芽孢杆菌、枯草芽孢杆菌和酵母菌的配比为(2∶5∶3)×108,料水比为1∶0.70(即含水量为49.19%),接种量为 0.02%,厌氧发酵 72 h.参考文献【相关文献】[1]王春林,陈喜斌,于炎湖,等.大豆中抗营养因子及其处理方法[J].饲料工业,2000,21(9):12-14.[2]曹钰,蔡国林,陆健.提高豆粕营养价值的研究进展[J].饲料与畜牧,2007(6):13-15.[3]马文强,冯杰,刘欣.微生物发酵豆粕营养特性研究[J].中国粮油学报,2008,23(1):121-124.[4]李树宏,邝哲师,杨金波,等.发酵豆粕概述[J].饲料博览,2007(23):12 -15.[5]HONG K J,LEE C H,KIM S W.Aspergillus oryae GB-107 fematation improves nutritional quality of food soybean and feed soybean meals[J].Journal of Medical Food,2004,7(4):430 -436.[6]STALE R,STEFAN S,ERLAND B,et ctic acid fermentation eliminates indigestible carbohydrates andantinutritional factors in soybean meal for Atlantic salman(Salmo salar)[J].Aquaculture,2005,246:331 -345.[7]SONG Y S,FRIAS J,MARTINEZ V,et al.Immunoreactivity reduction of soybean meal by fermentation,effect on aminoacid composition and antigenicity of commercial soyproducts[J].Food Chemistry,2008,108:571 -581.[8]REBECA F O,UANA F,ROSARIO M,et al.Fermentation as a bio-process to obtain functional soybean flours[J].Journal of Agricultural and Food Chemistry,2007,55:8972-8979.[9]朱曦,田慧云.混合发酵去除豆粕中抗营养因子最佳发酵条件的研究[J].养殖与饲料,2007(1):44-46.[10]惠明,孟可,田青,等.复合菌株固态发酵豆粕的研究[J].河南工业大学学报:自然科学版,2009,30(4):61-64.[11]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB 6435-2006饲料中水分和其他挥发性物质量的测定[S].北京:中国标准出版社,2006.[12]罗钦,陈人弼,宋永康.鱼粉中寡肽和游离氨基酸的测定方法[J].福建农业学报,2005,20(4):285-288.[13]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 22492-2008大豆肽粉[S].北京:中国标准出版社,2008.[14]周德庆.微生物教程[M].北京:高等教育出版社,2002.[15]李文立,孙振钧,任慧英.组合微生物发酵提高豆粕品质的方法与优化工艺研究[J].中国粮油学报,2013,28(1):88-92.[16]莫重文,黄岗.固态发酵法生产发酵豆粕的研究[J].中国油脂,2007,32(7):38-40.[17]朱平军,程茂基,江涛,等.黑曲霉发酵豆粕对豆粕中酸溶蛋白含量影响的研究[J].饲料博览,2011(6):5-8.[18]邢力,刘敏.菌种和发酵条件对发酵豆粕营养成分的影响[J].饲料研究,2012(12):75-78.[19]胡瑞,陈艳,王之盛,等.复合益生菌发酵豆粕生产工艺参数的优化及酶菌联合发酵对豆粕品质的影响[J].动物营养学报,2013,25(8):1896 -1903.[20]王德培,管叙龙,邓旭衡,等.多菌株混合发酵豆粕的研究[J].饲料开发及利用,2011(4):36-39.[21]王平,尹清强,卢富山,等.复合菌发酵豆粕生产工艺参数的研究[J].江西农业学报,2012,24(4):124-128.[22]高爱琴,贾仙.豆粕饲料发酵工艺的研究[J].安徽农业科学,2009,37(10):4510-4512.[23]陈炳钿,周文艺,吴焜,等.复合微生物固态发酵豆粕的工艺条件研究[J].福建畜牧兽医,2013,35(5):8-11.[24]陈中平,周安国,王之盛,等.米曲霉发酵豆粕营养特性的研究[J].中国畜牧杂志,2011,47(9):41-44.[25]KIERS J L,NOUT R M J,ROMBOUTS F M.In vitro digestibility of processed and fermented soya bean,cowpea and maize[J].Journal of the Science of Food and Agriculture,2000,80:1325 -1331.[26]陈文静.新型发酵豆粕在乳仔猪饲粮中应用效果研究[D].扬州:扬州大学,2004.[27]康立新.发酵法去除豆柏中抗营养因子与提高其营养价值的研究[D].武汉:华中农业大学,2003.。
发酵豆粕的制作方法豆粕是以豆类为原料,经过加工后得到的一种高蛋白、低脂肪的饲料。
在畜牧养殖中,豆粕是一种非常重要的饲料。
但是,豆粕中富含的抗营养因子会影响动物的消化吸收,降低饲料的利用率。
为了提高豆粕的营养价值,人们发明了发酵豆粕的方法。
发酵豆粕的制作方法非常简单,只需要将豆粕进行发酵即可。
下面,我们就来详细介绍一下发酵豆粕的制作方法。
一、材料准备发酵豆粕的原料主要是豆粕和发酵剂。
豆粕可以选择黄豆粕、大豆粕、花生粕等豆类粕类。
发酵剂可以选择酒曲、酵母、益生菌等。
二、发酵剂的选择1. 酒曲酒曲是一种富含酵母和细菌的发酵剂,在豆粕的发酵过程中,可以促进豆粕中蛋白质的分解,提高蛋白质的利用率。
2. 酵母酵母是一种单细胞真菌,可以分解豆粕中的多糖、纤维素等难以消化的物质,促进豆粕中营养成分的释放。
3. 益生菌益生菌是一种有益菌群,可以调节肠道菌群平衡,增强动物的免疫力,促进营养物质的吸收。
三、发酵豆粕的制作步骤1. 将豆粕放入发酵桶中。
2. 加入适量的发酵剂,一般豆粕和发酵剂的比例为10:1。
3. 加入适量的水,使豆粕和发酵剂充分混合。
4. 将发酵桶密封好,放置在阴凉通风的地方进行发酵。
5. 发酵时间一般为2-3天,发酵过程中要定期搅拌,保证发酵均匀。
6. 发酵结束后,将发酵豆粕晾晒干燥。
四、发酵豆粕的注意事项1. 发酵豆粕的发酵温度一般在20-30℃之间,过高或过低都会影响发酵效果。
2. 发酵豆粕的发酵时间一般为2-3天,过长或过短都会影响发酵效果。
3. 发酵豆粕的发酵过程中要保持通风,防止发生霉变。
4. 发酵豆粕在晾晒干燥的过程中要避免阳光直射,以免影响营养成分。
总之,发酵豆粕是一种提高豆粕营养价值的有效方法。
在实际生产中,可以根据不同的需要选择不同的发酵剂,制作出营养丰富、易于消化的发酵豆粕,为畜牧业的发展做出贡献。
发酵豆粕质量评价方法豆粕发酵通常采用固体发酵法,由于传统意义上的固体发酵较粗放,从而容易导致产品的不均匀,产品外观的观测也是判断产品优劣的基本条件,对发酵豆粕的评判,主要可通过以下几方面进行评价。
1.感官评判优质发酵豆粕的产品粒度均匀,色泽一致,较原豆粕略深(产品粒度越细,颜色越浅),有淡淡发酵香味,无豆腥味,且因同一批次的产品加工条件和原料较一致,产品感官的一致性可反映出其生产工艺的稳定性。
2.抗腐败能力好的发酵豆粕在整个发酵生产过程的卫生状况非常好,但如果发酵过程中没有做好消毒卫生工作,染菌情况会非常严重。
判断是否染菌可用清水浸泡,优质的发酵豆粕在25℃环境中,1周内不会变味,气味依然芬芳;而染菌不良者,同样条件,2天就会发臭冒泡。
3.粗蛋白质发酵豆粕的粗蛋白质含量达到50%,是由于去除了不良寡糖和降低了水分浓缩而成的,发酵程度越好,粗蛋白质含量越高。
以46%的豆粕为原料来发酵的话,发酵豆粕成品的粗蛋白质含量一般为48%-51%。
粗蛋白质含量也不是越高越好,发酵豆粕成品的粗蛋白质超过51%的话,一来有掺假的嫌疑,二来发酵损耗过大,得率不高。
3.小肽(酸溶蛋白)可间接地反映地反映发酵豆粕抗原的降解情况。
发酵豆粕的小肽含量大概在8%-12%左右(相对于所含蛋白质的比例),发酵程度越好,小肽含量越高,但如果小肽含量超过15%,则产品粘度过高,干燥困难。
4.酸度(以乳酸计)反映发酵情况。
酸度应大于2%,过低则可能发酵程度不足或发酵控制不当而产氨。
5.氢氧化钾蛋白质溶解度(PS)反映大豆粕产品加热过度的情况。
发酵豆粕是豆粕的二次加工产品,选择合适的烘干工艺可有效防止产品蛋白溶解度的降低,保证产品的营养品质,一般应为65-85%。
蛋白溶解度低于65%几乎可以肯定豆粕加热过度,营养价值已受到破坏,大于85%则表示加热不足,豆粕的一些抗营养因子还未完全失去活性,降低了豆粕的品质。
6.挥发性盐基氮(VBN)反映发酵豆粕非蛋白氮添加情况和杂菌污染情况。
发酵豆粕选用豆粕的标准
一、原料豆粕
选用优质豆粕:应选择新鲜、无霉变、无污染的豆粕作为发酵原料。
豆粕质量:应符合国家或地方豆粕质量标准,如蛋白质含量、脂肪含量、水分含量等指标。
二、微生物菌种
微生物种类:发酵豆粕所用的微生物菌种应具有较高的发酵能力和安全性,如乳酸菌、酵母菌等。
微生物质量:菌种应具有较高的活力和纯度,以保证发酵过程的稳定性和豆粕发酵质量。
三、发酵条件
温度:发酵温度应控制在适宜范围内,以保证微生物的生长和豆粕发酵的顺利进行。
湿度:发酵湿度应适中,以避免豆粕过度干燥或过湿,影响发酵效果。
时间:发酵时间应根据所选微生物菌种和发酵条件来确定,一般需要几个小时到几天不等。
四、添加剂
营养添加剂:根据需要可添加适量的营养添加剂,如氮源、维生素等,以促进微生物的生长和豆粕发酵。
酸碱调节剂:在某些情况下,可添加适量的酸碱调节剂
来控制发酵pH值,以保证发酵过程的稳定性和豆粕发酵质量。
五、贮存条件
密封贮存:发酵豆粕应密封贮存,以避免氧化变质和污染。
温度控制:贮存温度应控制在适宜范围内,以避免豆粕变质和微生物滋生。
保质期:发酵豆粕应标注保质期,并在此期限内使用完毕。
六、质量检测
感官指标:发酵豆粕应具有特有的色泽、气味和口感,无霉变、无污染等现象。
理化指标:发酵豆粕的理化指标应符合相关标准,如蛋白质含量、脂肪含量、水分含量等。
不同笈磅台僻习崖磅重粕营弄成分的影响任莉1冯定远2陈志伟1黄寇庆1黄晓亮,1.广东海洋大学2.华南农业大学科技动态耵摘要试验评定几种不同发酵条件的发酵豆粕的感观品质,并测定豆粕和4种不同发酵条件的发酵豆粕的粗蛋白、粗脂肪、粗灰分和粗纤维含量,旨在探讨发酵及发酵条件对豆粕营养成分的影响。
试验结果表明:1)豆柏发酵后,pH下降,气味酸香,色泽较好;2)发酵后,豆粕的粗蛋白和粗脂肪含量提高,适宜的发酵条件可明显提高发酵豆粕的粗蛋白含量;3)不同发酵条件的发酵豆粕的粗脂肪和粗蛋白含量不同;4)不同发酵条件的发酵豆粕的粗脂肪、粗蛋白、粗灰分和粗纤维含量不同。
关键词豆粕发酵营养成分中图分类号:S816.6文献标志码:B文章编号:1002—2813(2010)01—0037—02蛋白质资源紧缺已成为世界性的问题,由于我国人口多,资源有限,蛋白质缺乏尤为严重,每年都要进口大量的鱼粉和豆粕等蛋白质饲料原料。
豆粕是一种营养价值较高的植物性蛋白质饲料,粗蛋白含量一般在43%一46%,必需氨基酸含量高.组成合理,赖氨酸含量在饼粕类中最高。
但豆粕中含有一些抗营养因子和胀气因子,这对于幼年动物来说是不利的。
发酵豆粕是豆粕通过多种微生物发酵得到的优质植物蛋白,豆粕经过发酵后,可消除部分抗营养因子,提高豆粕的营养价值,发酵豆粕中富含小肽等多种活性物质,特别适合于幼龄动物,尤其是在断奶仔猪日粮中使用发酵豆粕可改善断奶仔猪日增质量和日采食量,并降低腹泻的发生率。
在饲料工业中,发酵豆粕可部分替代鱼粉,降低对动物性饲料的依赖。
近年来,鱼粉价格上涨,许多企业开始使用发酵豆粕来替代部分鱼粉。
目前,发酵豆粕的研究多数集中在动物生产上,关于发酵及发酵条件对豆粕营养成分影响的报道不多。
试验结合饲料生产实践.收稿日期:2009—09一11通信作者:冯定远对不同发酵条件下发酵豆粕的感官质量和营养成分进行测定.旨在探讨发酵及发酵条件对豆粕营养成分的影响,为发酵豆粕在生产中的应用提供理论依据。
豆粕和发酵豆粕深加工工艺简介以下文章由农业资料网收集整理,如需更多豆粕深加工工艺及产品开发利用的相关技术文献资料,请参阅豆粕深加工工艺及产品开发利用专辑(pl010412),该技术专辑收集汇编了近年来技术工作者在该技术领域发表的科技文献和申报的国家专利说明书全文,包括详细的技术参数和工艺流程。
一、豆粕和发酵豆粕的特性豆粕是大豆提取豆油后得到的一种副产品。
按照提取的方法不同,可以分为一浸豆粕和二浸豆粕二种。
其中以浸提法提取豆油后的副产品为一浸豆粕,而先以压榨取油,再经过浸提取油后所得的副产品称为二浸豆粕。
在整个加工过程中,对温度的控制极为重要,温度过高会影响到蛋白质含量,从而直接关系到豆粕的质量和使用;温度过低会增加豆粕的水份含量,而水份含量高则会影响储存期内豆粕的质量。
一浸豆粕的生产工艺较为先进,蛋白质含量高,是国内目前现货市场上流通的主要品种。
按照国家标准,豆粕分成三个等级,一级豆粕、二级豆粕和三级豆粕。
从目前国内豆粕现货市场的情况看看,目前年国内豆粕加工总量(不不含进口豆粕)大约为1000万吨,其中一级豆粕大约占到20%,二级豆粕占到75%左右,三级豆粕约占到5%,三个等级豆粕流通量的变化主要与大豆的品质有关。
从相同等级豆粕的市场需求情况看看,国内少数存有实力的大型饲料厂采用一级豆粕,大多数饲料厂目前主要采用二级豆粕(蛋白含量43%),二级豆粕仍就是国内豆粕消费市场的主流产品,三级豆粕已很少采用。
豆粕一般呈不规则碎片状,颜色为浅黄色至浅褐色,味道具有烤大豆香味。
豆粕的主要成分为:蛋白质40%~48%,赖氨酸2.5%~3.0%,色氨酸0.6%~0.7%,蛋氨酸0.5%~0.7%。
发酵豆粕是为提高豆粕消化率,降低其抗营养因子,经一定工艺和技术手段发酵后的豆粕。
其主要成分为蛋白质、碳水化合物。
二、豆粕与发酵豆粕的加工(1)豆粕的通常加工流程油脂厂购得大豆→回去杂→碎裂→冷却并调整水分含量→甩成片并稳步调整水分→提溶剂喷淋以淬取豆油→退溶剂→豆粕分解成。
发酵时间和水分对豆粕发酵品质的影响发酵是一种负责大多数食物加工过程的自然过程。
它可以改变原材料的物理、化学和生物学特性,从而提高其品质和可消化性。
在发酵过程中,微生物通过分解复杂化学物质,产生各种酸、醇、酶和其他活性物质,从而改善食物的口感、保存性能和营养价值。
此外,发酵还可以去除与食物相关的有毒物质,并增加食物的抗氧化性。
因此,研究发酵时间和水分对豆粕发酵品质的影响非常重要。
首先,发酵时间对豆粕的发酵品质有着显著的影响。
研究表明,发酵时间的延长可以增加发酵产物的种类和含量。
随着时间的推移,豆粕中的碳水化合物、蛋白质和脂肪等营养物质会被微生物分解和转化为酸、醇和酶等有益的代谢产物。
此外,发酵时间的延长还可以改善豆粕的口感和颜色,使其更加适合食用。
然而,发酵时间过长也可能导致一些不利的影响。
例如,长时间的发酵可能会导致微生物的生长不受控制,从而产生有害的毒素或致病菌。
此外,长时间的发酵还可能导致发酵产物中有机酸的积累,从而降低豆粕的食用安全性。
因此,在实际应用中,需要根据具体情况对发酵时间进行调控,以获得最佳的发酵品质。
此外,水分对豆粕的发酵品质也有着重要影响。
水分是微生物生长和代谢的基础,对于发酵过程非常关键。
适当的水分可以保持发酵物料的湿润程度,促进微生物的生长和代谢。
水分还可以影响发酵过程中的菌群结构和代谢产物的种类和含量。
过高或过低的水分都可能导致发酵失衡,进而影响发酵果品的品质。
具体而言,水分过高可能导致发酵物料的酸度和温度过高,从而抑制有益菌种的生长和代谢。
此外,高水分还可能导致发酵产物中的有机酸浓度过高,降低食用安全性。
相反,水分过低可能导致发酵物料的湿润程度不足,微生物难以生长和发酵。
因此,在豆粕的发酵过程中,需要根据具体情况对水分进行精确的控制,以获得最佳的发酵品质。
总之,发酵时间和水分是影响豆粕发酵品质的重要因素。
适当的发酵时间可以增加发酵产物的种类和含量,改善豆粕的口感和颜色;而适当的水分可以促进微生物的生长和代谢,保持发酵物料的湿润程度。
发酵豆粕的使用方法发酵豆粕是一种常见的动物饲料,在农业生产中具有重要的作用。
下面将详细介绍发酵豆粕的使用方法。
一、发酵豆粕的制作1.准备原料:将豆粕放入发酵容器中,将其湿度控制在50%左右,加入适量的菌种,如枯草芽孢杆菌菌剂。
2.控制温度:发酵过程需要保持温度在30~40摄氏度,可以通过配备发酵仓或使用发酵棚来控制温度。
3.排风除臭:发酵过程会释放出一些气味,需要通过排风装置将异味排除,以减少环境污染。
4.搅拌翻堆:每天需要将发酵物料进行搅拌翻堆,以保持均匀的温度和湿度,促进发酵的进行。
5.发酵时间:一般发酵时间为7~10天,具体时间要根据实际情况进行控制。
6.干燥处理:发酵后的豆粕需要进行晾晒,使其含水量降低到10%以下,以便储存和使用。
二、适用范围发酵豆粕可以作为家禽、家畜、水产养殖等多种动物的饲料。
具体可适用的动物有猪、鸡、鸭、鹅、鱼等。
三、使用方法1.配合饲料:将适量的发酵豆粕与其他饲料进行混合使用,按照不同的动物种类和生长阶段进行适当的比例调配。
2.饲喂方法:将混合好的饲料按照每日需要的量分次投喂给动物,保证其正常的饮食摄入。
3.注意事项:发酵豆粕虽然营养丰富,但过量喂养可能会导致动物消化不良,因此要根据动物种类和生长情况进行合理的饲喂。
四、使用效果1.促进生长:发酵豆粕中的活性物质可以刺激动物的食欲,促进其正常生长发育。
2.增加产量:发酵豆粕的营养价值高于普通的豆粕,使用后可以提高动物的产量和品质。
3.改善养殖环境:发酵豆粕饲喂后,动物粪便的臭味会减少,有利于改善养殖环境和降低环境污染。
总结:通过合理的发酵豆粕的制作和使用方法,可以有效提高其营养价值和利用效率,进而改善动物的生长发育情况,增加养殖产量,提高养殖效益。
然而,在使用发酵豆粕时,仍需根据实际情况进行合理配比和饲喂,注意动物的饮食调节和饲喂量的控制,以确保动物的健康生长。
发酵工艺参数对发酵豆粕营养成分的影响袁正武;陈凤鸣;陈清华【摘要】为探讨发酵豆粕生产的最适条件,本研究测定不同的菌种接种量、发酵温度、水分、发酵时间、辅料等几种因子对豆粕发酵效果的影响.结果显示枯草芽孢杆菌、酿酒酵母菌、乳酸菌的添加比例分别为3‰、2‰、1‰,蛋白酶添加量为2‰,菌种活化时间为0.5h,发酵的初始水分为38%,温度保持在30~42℃时,发酵豆粕的理化指标最优,其中小肽含量可达20%以上,乳酸含量可达3.5%以上,并且质量稳定.【期刊名称】《中国畜牧兽医》【年(卷),期】2015(042)008【总页数】8页(P2066-2073)【关键词】发酵豆粕;工艺参数;营养成分【作者】袁正武;陈凤鸣;陈清华【作者单位】湖南省宁乡县畜牧兽医技术服务中心,长沙410600;湖南农业大学动物科学技术学院,长沙410128;湖南农业大学动物科学技术学院,长沙410128;湖南农业大学动物科学技术学院,长沙410128【正文语种】中文【中图分类】S816.42豆粕是一种较好的植物源性蛋白质饲料原料,然而由于豆粕中含有胰蛋白酶抑制剂、植物凝集素、低聚糖和抗原蛋白等多种抗营养因子,在幼龄动物中广泛使用常被限制[1-2]。
采取微生物固态发酵豆粕是降解大豆抗原蛋白等蛋白质类抗营养因子与改善营养效价的可行方法[3]。
发酵过程中益生菌发酵可将豆粕中大分子蛋白质降解为多肽、小肽及游离氨基酸 [4-5],除去多种抗营养因子,平衡豆粕氨基酸,提高其消化利用率[6]。
经发酵处理的豆粕因富含益生菌体、有机酸和多功能小肽等活性物质,能缓解仔猪断奶应激、降低仔猪腹泻率、改善畜禽胴体品质[7-8]、提高仔猪生产性能和免疫机能[9-11]。
因此,研究固态发酵豆粕工艺参数中众多因素对蛋白质降解过程中各项品质指标的影响,对确定豆粕发酵工艺参数及其产品品质的评价具有非常重要的意义。
本研究旨在通过对比复合益生菌发酵与酶—菌共发酵技术的效果,研究不同接种量、不同发酵温度、不同水分、不同发酵时间对豆粕发酵效果的影响,揭示复合益生菌的最佳配比、发酵温度、水分、辅料、发酵时间等与发酵豆粕品质的关系,确定发酵豆粕最适宜的生产条件。
发酵的温度与时间对产品品质的影响发酵是食品加工中非常重要的一个步骤,它能够改善食品的口感、风味和营养价值。
其中温度和时间是影响发酵过程的两个重要因素。
本文将从食品质量的角度来探讨发酵的温度和时间对产品品质的影响。
首先,发酵温度对产品品质的影响是非常明显的。
较低的温度会导致发酵进程缓慢,时间较长,但能够减慢食品的品质退化速度,维持食品的新鲜度。
一些面包师傅会选择低温长时间的发酵,以确保产品风味更好,口感更酥脆。
另一方面,较高的温度可以加快发酵进程,促使酵母菌更快地分解糖分产生二氧化碳,产生更多气泡使面团更松软。
但是,高温下发酵时间过长,会导致食品品质下降。
比如在蛋糕的制作中,温度过高容易使蛋糕过于干燥,影响口感。
其次,发酵时间也对产品品质有着重要的影响。
较长的发酵时间能够使酵母细胞更好地进行代谢活动和酵素分泌,提高食品的风味和质地。
例如,在酿造啤酒的过程中,长时间的发酵可以使麦芽中的淀粉充分转化为糖,增加啤酒的甜度和酒精度。
然而,过长的发酵时间也可能造成食品腐败和质量下降。
不同食品的发酵时间需求不同,比如酸奶一般需要较短的发酵时间,而葡萄酒则需要较长的发酵时间。
此外,发酵温度和时间对食品中有益菌群的生长和繁殖也有影响。
适宜的发酵温度能够提供有利的环境条件,促进有益菌群的繁殖。
这些有益菌群可以抑制有害菌的生长,产生乳酸和其他有益物质,提高食品的保鲜性和营养价值。
适宜的发酵时间能够使有益菌群充分活跃,并且产生更多的有益物质,如维生素、酸性物质等。
因此,正确掌握发酵温度和时间对菌群的调控是非常重要的,它可以有效提高产品的品质和保鲜性。
总结起来,发酵温度和时间是影响食品品质的两个重要因素。
合适的发酵温度和时间可以改善食品的风味、质地和营养价值,增强产品的竞争力。
然而,在实际应用中,不同食品有不同的要求,因此需要根据具体情况来确定最佳的发酵温度和时间。
在传统的食品加工中,经验和工匠精神起着重要的作用,而在现代食品工业中,科学的研究和技术的发展也对发酵温度和时间的控制提供了更多的可能性。
第25卷 第4期2010年10月北 京 农 学 院 学 报JOU RNAL OF BEIJING UNIVERSIT Y OF AGRICU LTU REVo l.25,N o.4Oct.,2010收稿日期:2010-08-10;修订日期:2010-09-20基金项目:福建省自然科学基金(N0.X0750003),福建省科技厅资助省属高校项目(2007F5008) 作者简介:杨玉芬,女,内蒙古赤峰人,副教授,博士,主要从事猪营养与饲料学研究发酵温度和时间对豆粕发酵品质的影响杨玉芬,乔 利(福建农林大学动物科学学院,福建福州350002)摘 要:使用饲用豆粕进行发酵试验,研究发酵温度和时间对豆粕发酵品质的影响。
发酵温度为25,30,35,40e ,发酵时间为0,24,36,48,60,72,84,96h,并对温度和时间的互作效应进行分析。
结果表明,与未发酵豆粕相比,发酵温度和时间对发酵豆粕pH 、粗蛋白含量和酸结合力均会产生显著或极显著影响(P <0105或P <0101),且温度和时间存在交互作用。
发酵的适宜温度和时间分别是35e 和72h,其粗蛋白含量最高,为54122%,较未发酵豆粕提高8165%(P <0101),pH 和酸结合力显著低于未发酵豆粕(P <0105)。
关 键 词:豆粕;发酵温度;发酵时间;发酵品质中图分类号: 文献标志码:A 文章编号:1002-3186(2010)04-0018-03The Effects of T emperature and Time on Fermented Q uality of Soybean MealYAN G Yu -fen,QIAO Li(College o f Anima l Science,Fujian A g riculture and For estry U niversity,Fuzhou,fujian 350002,China)Abstract :Soy bean meal w as ferment ed to study effects of temperature and time on so ybean meal quality.T emper ature seted at 25,30,35,40e ,time seted at 0,24,36,48,60,72,84,96h.T he inter act ion of temperatur e and time w as analyzed.T he r esults wer e show ed as fo llows:(1)F erment temper atur e and time affected pH ,crude protein co ntent,acid binding abilit y of so ybean mea l(P <0105or P <0101),T here w ere interactio n betw een temper ature and time.(2)O pt imal init ial fer ment temperature and time w ere 35e and 72h,crude prot ein content w as the highest(54122%)and incr eased by 8165%(P <0101),pH and acid bind -ing ability r educed(P <0105)compared w ith fermented soy bean meal.Key words :so ybean meal ;fer mentation temper atur e ;fer mentation time;fer mentat ion quality 豆粕是指以大豆为原料用预压浸提或浸提法提取油脂后,经适当热处理与干燥所得的产品[1],是鱼类和单胃动物很好的日粮蛋白源[2],其蛋白质含量达43%~48%[3-4]。
发酵温度和水分对菜籽粕发酵品质的影响
杨玉芬;孟洪莉;张力
【期刊名称】《中国农学通报》
【年(卷),期】2010(0)8
【摘要】以酵母菌、乳酸菌和枯草芽孢杆菌作为菌种对菜籽粕进行固态发酵,测定温度和水分对菜籽粕发酵品质的影响;发酵温度为30、35、40℃,水分含量为35%和40%;结果表明,温度和水分对发酵菜籽粕品质的影响存在交互作用,发酵菜籽粕的pH、酸结合力均极显著低于未发酵菜籽粕(P<0.01),粗蛋白含量极显著高于未发酵菜籽粕(P<0.01);温度为35℃,水分为40%条件下发酵的菜籽粕pH最低,粗蛋白含量最高,酸结合力、粗纤维含量均较低,且显著低于未发酵菜籽粕(P<0.01),可作为菜籽粕发酵的适宜温度和水分。
【总页数】4页(P52-55)
【关键词】菜籽粕;温度;水分;发酵品质
【作者】杨玉芬;孟洪莉;张力
【作者单位】福建农林大学动物科学学院
【正文语种】中文
【中图分类】S821.5
【相关文献】
1.发酵温度和水分对豆粕发酵品质的影响 [J], 杨玉芬;乔利;郑宜超
2.发酵菜籽粕对肉鸡生长性能、营养物质r消化吸收及肉品质的影响 [J], 陈昭琪;
丁之恩;蔡海莹;邢懿;常慧
3.不同水分含量对菜籽粕发酵品质的影响 [J], 刘强;阙国洋;杨玉芬;陈国华
4.发酵豆粕与发酵菜籽粕对断奶仔猪生产性能的影响 [J], 季天荣;林文辉;王贵平;张坚
5.发酵菜籽粕替代豆粕对肉鸡生长性能、肉品质及血清生化指标的影响 [J], 吴东;徐鑫;杨家军;齐云霞
因版权原因,仅展示原文概要,查看原文内容请购买。