镜片包装介绍
- 格式:ppt
- 大小:8.62 MB
- 文档页数:10
配装眼镜第1部分:单焦和多焦定配眼镜1 范围本文件规定了单焦和多焦定配眼镜的要求、试验方法、标记、标志和包装。
本文件适用于验光处方的单焦和多焦定配眼镜。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 10810.1 眼镜镜片 第1部分:单焦和多焦镜片GB/T 14214 眼镜架 通用要求和试验方法GB/T 26397 眼科光学 术语GB/T 38004 眼镜架 测量系统和术语GB XXXX1 眼视光产品 成品眼镜安全技术规范GB XXXX2 眼视光产品 元件安全技术规范QB/T 2506 眼镜镜片 光学树脂镜片3 术语和定义GB/T 26397、GB XXXX1界定的以及下列术语和定义适用于本文件。
3.1配装眼镜 assembled spectacle由带有顶焦度的眼镜镜片制作的成品眼镜,按制作方式分为定配眼镜和老视成镜。
3.2定配眼镜prescription assembled spectacle根据验光处方或特定要求定制的,由0类眼镜镜片制作的配装眼镜。
4 要求4.1 光学性能4.1.1 顶焦度镜片每子午面顶焦度偏差和柱镜顶焦度偏差应符合GB XXXX1的要求。
4.1.2 柱镜轴位方向柱镜轴位方向偏差应符合GB XXXX1的规定。
4.1.3 多焦镜片顶焦度变化量多焦镜片顶焦度变化量偏差应符合表1的要求。
表1 多焦镜片顶焦度变化量允差单位为负一次方米4.1.4 中心点位置定配眼镜的中心点位置应符合GB XXXX1的规定。
4.1.5 处方棱镜度偏差4.1.5.1 单焦(定点单焦除外)和多焦定配眼镜的处方棱镜度偏差应符合表2的规定。
表2 单焦(定点单焦除外)和多焦定配眼镜的处方棱镜度允差4.2 厚度镜片基准点厚度不应小于1.0 mm。
4.3 多焦镜片的位置4.3.1 子镜片的垂直位置(或高度)标引序号说明:C——方框中心;HH——水平中心线;B——远用区中心点;S——子镜片顶点;TT——镜片最低坡角(若有)顶点的水平切线;h——子镜片高度;i——几何内移距离;s——水平中心线到子镜片顶点的距离。
镜片加工的一般流程镜片加工是指通过一系列步骤对原材料进行加工、加工、整形和抛光,最终制得高质量的镜片产品。
下面是镜片加工的一般流程的详细介绍。
1.材料准备:首先,需要准备好所需的材料。
常用的材料有玻璃、塑料、树脂等。
根据产品的具体要求,选择适合的材料。
2.切割:将准备好的材料根据设计要求进行切割。
通常使用切割机械进行切割,确保切割出的尺寸准确无误。
3.粗磨:在切割好的镜片上进行粗磨。
这一步骤是为了去除切割留下的边缘毛刺和不规则形状。
常用的粗磨工具有砂轮、磨料等。
通过磨削和抛光,使镜片边缘变得光滑。
4.整形:经过粗磨后,需要对镜片进行整形。
使用整形机器对镜片进行加工,使其形状和尺寸符合设计要求。
整形机器通常配有不同形状的磨头,可以根据需求进行调整。
5.细磨:在整形后,需要进行细磨。
细磨的目的是进一步去除表面的瑕疵和不规则形状,使镜片表面变得光滑。
细磨工具一般采用磨腾、软片、砂纸等。
6.抛光:在细磨后,需要对镜片进行抛光。
抛光可以去除细小的瑕疵,并使镜片表面更加光亮。
常见的抛光工具有布轮、抛光片等。
7.清洁:在抛光之后,需要对镜片进行清洁。
这一步骤是为了确保镜片表面干净无尘,以便后续处理。
使用洗涤剂和清水将镜片彻底清洗干净,然后使用纯净的水进行最后的冲洗。
8.涂层:根据需要,可以对镜片进行涂层处理。
涂层可以改善镜片的透光性、耐用性和抗反射性能。
常见的涂层有抗反射涂层、防眩光涂层等。
涂层需要在特定的工作环境下进行,以确保涂层的质量和效果。
9.检验:在加工完成后,需要对镜片进行检验。
检验的目的是确保镜片的质量符合标准和要求。
通过检查镜片的尺寸、表面光滑度、涂层质量等方面来进行判断。
10.包装:最后,将合格的镜片进行包装。
包装过程中需要注意保护镜片免受损坏,以确保产品的完整性。
可以使用盒子、泡沫塑料等包装材料进行包装。
总结:镜片加工的一般流程包括材料准备、切割、粗磨、整形、细磨、抛光、清洁、涂层、检验和包装。
光学树脂镜片执行标准光学树脂镜片是一种广泛应用于眼镜行业的镜片材料,其执行标准包括镜片材料、镜片设计、镜片制造、镜片表面处理和镜片包装等方面。
下面将对这五个方面进行详细介绍。
镜片材料光学树脂镜片材料主要由树脂化合物组成,其中包括聚碳酸酯、聚氨酯、聚丙烯酸酯等。
这些材料具有轻盈、抗冲击、抗高温等优点,并且易于加工和生产。
此外,树脂镜片材料还可以通过添加不同的添加剂来改变其光学性能和机械性能。
例如,添加抗紫外线剂可以增强镜片的抗紫外线性能,而添加染色剂则可以改变镜片的颜色。
镜片设计光学树脂镜片的设计需要考虑镜片的形状、尺寸、光学性能等多个方面。
其中,镜片的形状通常为圆形或方形,而尺寸则根据不同的眼镜款式和用户需求而定。
此外,光学树脂镜片的设计还需要考虑其折射率、透光率、硬度、抗冲击性能等光学和机械性能。
在设计过程中,需要进行精确的计算和测试,以确保镜片能够满足用户的需求和标准。
镜片制造光学树脂镜片的制造过程包括原材料的选择、设备的使用和制造工艺的流程等。
其中,原材料的选择是制造光学树脂镜片的基础,需要选择具有优异性能的树脂材料和添加剂。
此外,设备的使用也是制造过程中的重要环节,需要使用精密的模具和机械设备来进行镜片的制造。
最后,制造工艺的流程也需要进行严格的控制,以确保镜片的质量和精度。
镜片表面处理光学树脂镜片需要进行表面处理以提高其光学性能和机械性能。
其中,镀膜是常用的表面处理方法之一,可以通过在镜片表面镀上一层金属或介质薄膜来改变镜片的光学性能。
此外,着色也是常用的表面处理方法之一,可以通过添加染料或颜料来改变镜片的颜色。
表面处理工艺对镜片的性能有很大的影响,可以提高镜片的透光率、硬度、抗冲击性能等。
镜片包装光学树脂镜片需要进行包装以保护其品质和安全。
包装方式通常采用硬质纸盒或塑料盒,以避免镜片受到外界环境的损害。
此外,包装盒内通常会放置干燥剂或除氧剂等辅助材料,以保持镜片的干燥和清洁。
同时,包装盒上还会贴上相应的标签和说明,以方便用户了解镜片的相关信息和操作方法。

5步法识别真假依视路镜片目前市场上特别是不少网上卖家都声称提供正宗的依视路镜片,但是消费者要擦亮眼睛,拒绝那些非正品的依视路镜片,我们提供了以下的几种方法,帮助您识别真假依视路!首先第一步:看镜片的质保卡这是最基本的鉴别依视路镜片的途径就是质保卡,一般的消费者都可以通过这个办法来初步判断。
每款依视路镜片均配备一款质保卡,共有6款:白晶™钻晶®II钻晶®智洁™万里路®视爵®依视路好学生®第二步:观察镜片的膜层情况如果是加膜片(钻晶®、钻晶®智洁™)膜层颜色呈淡黄绿色如下图。
而一般其他品牌的膜层颜色偏绿.为了防止不法商家利用“钻晶II”来冒充“钻晶智洁”,您可以用水洗法对这2种依视路镜片区别开来。
如果把“钻晶II”和“钻晶智洁”您可以把镜片放到水中冲洗,智洁镜片上基本不沾水,沾水的部分会显现出"CRIZAL”的防伪标记字样,而钻晶II或其他品牌镜片则没有这种效果。
依视路只有定制片是有防伪即雾显的,一般的现成片是没有第三步:观察镜片的雾显标记除了依视路折光率为1.74的镜片外,所有的依视路的钻晶II或钻晶智洁镜片上都有"CRIZAL"的钻晶标记,您只需对着镜片哈一口气就能显现出来,不过如果镜圈的尺寸非常小也有被加工割边磨掉或部分磨掉的可能(概率较低),这时就需要以外包装来区分了。
第四步:检验镜片外包装除此之外,您还可以要求卖家提供镜片的原厂包装(定制片除外),包装上有您镜片的品种、度数、产地、批号、技术指标、条形码等详细信息,您可以核对与您的验光处方是否一致。
第五步:到依视路公司鉴定一般能通过质保卡、隐形雾显标记、镜片外包装检验的依视路镜片就极少有可能是仿品,如果您还不放心又有时间的话还可以带着镜片到依视路公司做鉴定,美安视在这里提供法国依视路公司的联系方式以方便网友鉴定:技术中心免费电话:8008206969地址:上海市长宁路 270 号 B 座 3 - 4 楼邮编: 200042上海依视路客户服务中心:(021)32201000 传真:(021)32201840总部:上海市长宁路 270 号 B 座 3 - 5 楼, 200042电话:(021)62118490 传真:(021)62520065。
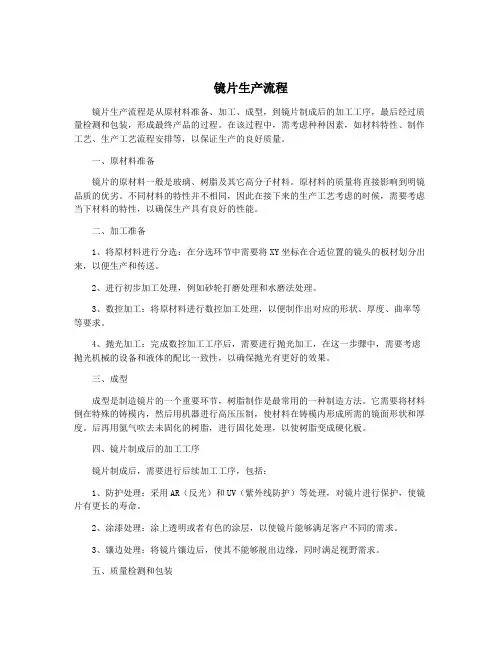
镜片生产流程镜片生产流程是从原材料准备、加工、成型,到镜片制成后的加工工序,最后经过质量检测和包装,形成最终产品的过程。
在该过程中,需考虑种种因素,如材料特性、制作工艺、生产工艺流程安排等,以保证生产的良好质量。
一、原材料准备镜片的原材料一般是玻璃、树脂及其它高分子材料。
原材料的质量将直接影响到明镜品质的优劣。
不同材料的特性并不相同,因此在接下来的生产工艺考虑的时候,需要考虑当下材料的特性,以确保生产具有良好的性能。
二、加工准备1、将原材料进行分选:在分选环节中需要将XY坐标在合适位置的镜头的板材划分出来,以便生产和传送。
2、进行初步加工处理,例如砂轮打磨处理和水磨法处理。
3、数控加工:将原材料进行数控加工处理,以便制作出对应的形状、厚度、曲率等等要求。
4、抛光加工:完成数控加工工序后,需要进行抛光加工,在这一步骤中,需要考虑抛光机械的设备和液体的配比一致性,以确保抛光有更好的效果。
三、成型成型是制造镜片的一个重要环节,树脂制作是最常用的一种制造方法。
它需要将材料倒在特殊的铸模内,然后用机器进行高压压制,使材料在铸模内形成所需的镜面形状和厚度。
后再用氮气吹去未固化的树脂,进行固化处理,以使树脂变成硬化板。
四、镜片制成后的加工工序镜片制成后,需要进行后续加工工序,包括:1、防护处理:采用AR(反光)和UV(紫外线防护)等处理,对镜片进行保护,使镜片有更长的寿命。
2、涂漆处理:涂上透明或者有色的涂层,以使镜片能够满足客户不同的需求。
3、镶边处理:将镜片镶边后,使其不能够脱出边缘,同时满足视野需求。
五、质量检测和包装镜片的制作是一个技术活儿,在镜片生产流程中,质量检测是一个必不可少的环节,其目的是确保所生产出的镜片的质量达到标准,达到客户的需求。
质量检测流程包括:镜片厚度、曲率、光度等,质检人员需要在质检的过程中,对产生的每个镜片进行严格的检查,以确保每个镜片符合标准。
最后的任务是包装,需要在包装过程中将镜片进行分类、打包、存储,以满足客户在购买时的需要。
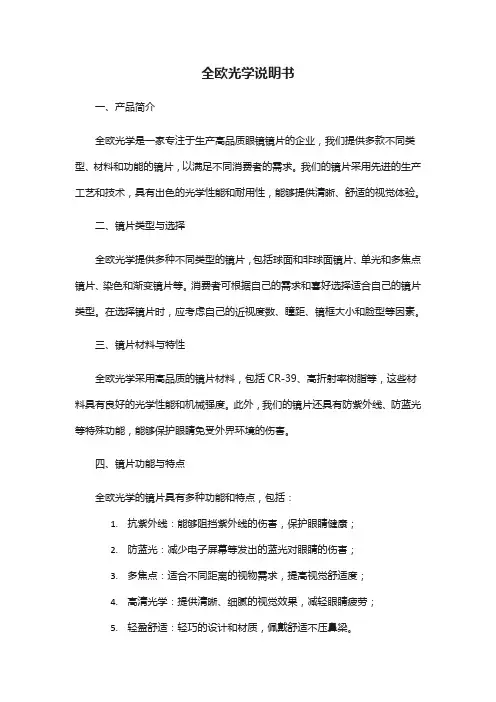
全欧光学说明书一、产品简介全欧光学是一家专注于生产高品质眼镜镜片的企业,我们提供多款不同类型、材料和功能的镜片,以满足不同消费者的需求。
我们的镜片采用先进的生产工艺和技术,具有出色的光学性能和耐用性,能够提供清晰、舒适的视觉体验。
二、镜片类型与选择全欧光学提供多种不同类型的镜片,包括球面和非球面镜片、单光和多焦点镜片、染色和渐变镜片等。
消费者可根据自己的需求和喜好选择适合自己的镜片类型。
在选择镜片时,应考虑自己的近视度数、瞳距、镜框大小和脸型等因素。
三、镜片材料与特性全欧光学采用高品质的镜片材料,包括CR-39、高折射率树脂等,这些材料具有良好的光学性能和机械强度。
此外,我们的镜片还具有防紫外线、防蓝光等特殊功能,能够保护眼睛免受外界环境的伤害。
四、镜片功能与特点全欧光学的镜片具有多种功能和特点,包括:1.抗紫外线:能够阻挡紫外线的伤害,保护眼睛健康;2.防蓝光:减少电子屏幕等发出的蓝光对眼睛的伤害;3.多焦点:适合不同距离的视物需求,提高视觉舒适度;4.高清光学:提供清晰、细腻的视觉效果,减轻眼睛疲劳;5.轻盈舒适:轻巧的设计和材质,佩戴舒适不压鼻梁。
五、镜片护理与保养为了保持镜片的清洁和延长其使用寿命,建议定期清洗镜片,避免划痕和磨损。
清洗时,应使用柔软的布料或专门的眼镜布轻轻擦拭,避免使用粗糙的布料或硬物刮擦。
此外,应避免将镜片放在高温环境中,以免造成变形或开裂。
六、适配人群与注意事项全欧光学的镜片适合不同年龄段和近视度数的消费者。
在配戴镜片前,应先进行专业的验光和配镜,以确保镜片的选择和配戴符合个人的需求和舒适度。
对于初次配戴眼镜的人群,应逐渐适应镜片的厚度和重量,避免过度疲劳或不适。
七、售后服务与保修全欧光学提供完善的售后服务和保修政策,具体如下:1.售后服务:如有任何关于镜片的疑问或问题,可随时联系我们的客服人员或授权经销商进行咨询和处理;2.保修政策:对于符合条件的镜片,我们将提供一定的保修期限,在此期限内因非人为因素引起的质量问题,我们将免费维修或更换。

专业篇一、名词、术语及定义1.顶焦度镜片后顶点(指配戴时靠近眼球的一面)至焦点(以米为单位的)截距的倒数,其单位为屈光度,量纲为m-1(符号为D)。
2.球镜度球面镜片的后顶焦度称为球镜度,以符号“DS”表示。
3.柱镜度柱镜片中两个顶焦度之差值称为柱镜度以符号“CYL”表示。
4.棱镜度定义为光线通过镜片上某一点所产生的偏离。
棱镜度的表示单位为厘米每米(cm/m),以符号“△”表示。
5.单光镜片具有单视距能力的镜片(如球镜、球一柱镜、柱镜等)。
6.主子午面含光轴,并具有最大和最小屈光力的镜片的垂直截面。
一般来说,两条主子午面是相互垂直的。
7.球镜片使近轴的平行光束会聚于一个点的镜片。
8.柱镜片使近轴的平行光束会聚于两个分离的,相互正交的焦线上,与球镜片不同,含有两个主顶焦度的镜片。
9.平柱镜片球——柱镜片的一个特殊情况,其中主子午面之一的顶焦度为零。
10.球——柱镜片在两个相互正交的主子午面上曲率不同的镜片,也称为球镜与柱镜联合镜片或复曲面镜。
11.光学中心偏差毛边镜片光学中心与几何中心的偏移。
12.中心范围镜片中心Φ30mm的区域。
13.曲率(Curvature):球面的弯曲度。
14.曲率半径:球面弧的曲度半径,曲率半径愈短,球面曲率越大二、镜片的种类1.按屈光度分;A.球面镜:球镜光度B.柱面镜:矫正散光光度C.三棱镜:改变光的进行方向(矫正某些眼疾)2.按焦点分:A.无焦点:平面镜、三棱镜B.单焦点:近视、远视、散光C.双焦点:双光镜D.多焦点:三光镜、渐进多焦点3.按材料分:A.天然材料B.玻璃材料C.树脂材料4.按功能作用分:A.矫正视力B.防止有害光(电磁波、紫外线)C.控制可见光(太阳镜)D.防止有害物(防护镜)三、镜片的三要素:1.折射率Ne折射率是指光线在真空里的速度c,与光线在介质(镜片)里运行的速度v的比值Ne = c/v ,折射率越大,表示镜片越薄,折射率与镜片的厚薄有关系,但镜片的厚薄除了与折射率有关,在相同度数的情况下,还与镜片的设计有关系。
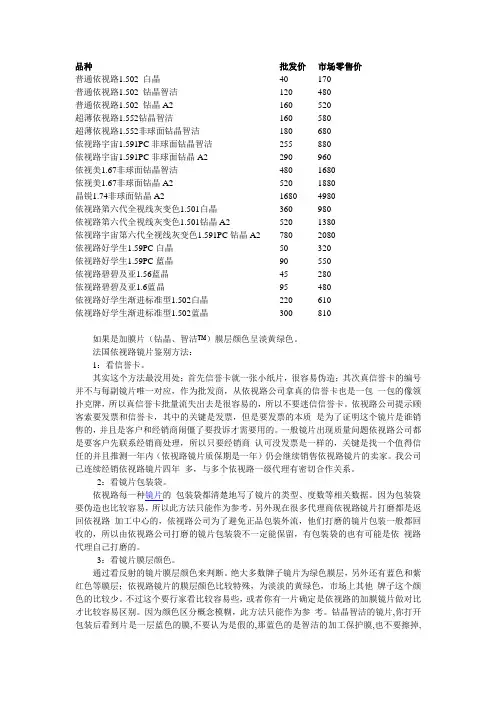
品种批发价市场零售价普通依视路1.502 白晶40 170普通依视路1.502 钻晶智洁120 480普通依视路1.502 钻晶A2 160 520超薄依视路1.552钻晶智洁160 580超薄依视路1.552非球面钻晶智洁180 680依视路宇宙1.591PC非球面钻晶智洁255 880依视路宇宙1.591PC非球面钻晶A2 290 960依视美1.67非球面钻晶智洁480 1680依视美1.67非球面钻晶A2 520 1880晶锐1.74非球面钻晶A2 1680 4980依视路第六代全视线灰变色1.501白晶360 980依视路第六代全视线灰变色1.501钻晶A2 520 1380依视路宇宙第六代全视线灰变色1.591PC钻晶A2 780 2080依视路好学生1.59PC白晶50 320依视路好学生1.59PC蓝晶90 550依视路碧碧及亚1.56蓝晶45 280依视路碧碧及亚1.6蓝晶95 480依视路好学生渐进标准型1.502白晶220 610依视路好学生渐进标准型1.502蓝晶300 810如果是加膜片(钻晶、智洁™)膜层颜色呈淡黄绿色。
法国依视路镜片鉴别方法:1:看信誉卡。
其实这个方法最没用处;首先信誉卡就一张小纸片,很容易伪造;其次真信誉卡的编号并不与每副镜片唯一对应,作为批发商,从依视路公司拿真的信誉卡也是一包一包的像领扑克牌,所以真信誉卡批量流失出去是很容易的,所以不要迷信信誉卡。
依视路公司提示顾客索要发票和信誉卡,其中的关键是发票,但是要发票的本质是为了证明这个镜片是谁销售的,并且是客户和经销商闹僵了要投诉才需要用的。
一般镜片出现质量问题依视路公司都是要客户先联系经销商处理,所以只要经销商认可没发票是一样的,关键是找一个值得信任的并且推测一年内(依视路镜片质保期是一年)仍会继续销售依视路镜片的卖家。
我公司已连续经销依视路镜片四年多,与多个依视路一级代理有密切合作关系。
2:看镜片包装袋。
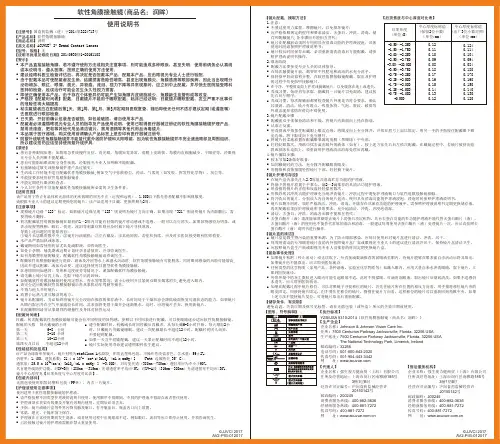
【图形、符号解释】©JJVCI 2017 AV2-PIG-012017©JJVCI 2017AV2-PIG-012017【生产企业】企业名称: Johnson & Johnson Vision Care Inc.住所: 7500 Centurion Parkway Jacksonville, Florida, 32256 USA生产地址: 7500 Centurion Parkway Jacksonville, Florida, 32256 USAThe National Technology Park, Limerick, Ireland邮政编码: 32256电话号码: 001-800-843-2020传真号码: 001-904-443-3442网 址: 【代理人】企业名称: 强生视力健商贸(上海)有限公司住所及经营地址: 上海市闵行区南雅路185号3幢1层B区经营许可证编号: 沪闵食药监械经营许20150142号邮政编码: 200245消费者服务热线: 400-882-3636经销商服务热线: 400-881-7272传真号码: 400-881-7272网 址: 【执行标准】YZB/USA 5310-2014《软性角膜接触镜(商品名:润眸)》【后顶焦度与中心厚度对比表】【注册号】国食药监械(进)字2014第3224713号【产品名称】软性角膜接触镜【商品名称】润眸【英文名称】ACUVUE® 2™ Brand Contact Lenses【型号、规格】无【说明书批准及修改日期】20140930修1-20161108【警示】■本产品直接接触角膜,若不遵守使用方法或相关注意事项,则可能造成多种眼疾,甚至失明。
使用前请务必认真阅 读本说明书,遵从医嘱,按照正确的使用方法使用。
■建议经眼科医生检查评估后,再决定是否配戴本产品。
配戴本产品,应由眼视光专业人士进行验配。
真假UV简单识别(升级版:新增新版UV镜图片及测试)由于市面上的UV镜假的非常多,很多人也不知道如何去识别,现在发个简单的方法.不过这个方法基本上还是很有用的.不过以后造假者用什么样的手法和做假的,如果以后有发现的话,咱们再写新的识别方法.上图是市面上的真的UV的包装盒,不过现在假的也有这种样子的包装了,但里面的镜片还是不太一样的.上图是市面上常见的假的UV镜的包装盒.上图中的二个镜片,上面的是假的,下面的是真的,上面的做工很糙,下面的字是黄色的,做工非常精细.像假的镜片其镜片也是普通的玻璃的,真的肯高的UV是光学玻璃的,透光率要比普通玻璃的高的多.假的UV一般会影响成像质量.有时候会影响的数码相机的对焦不准.大的时候会影响到整个的成像质量.下图是目前比较常见的假的UV的缺口.一般假的UV的缺口有二个,都在外面,(UV丝口是内面,对外的一面称外面.)这是做工的不同造成的,假的UV的镜片是通过像镙丝一样的环拧上去压住里面的镜片的.上图是真的UV的缺口,在里面(丝口的面),只有一个缺口, 是用卡簧的形式压住光学镜片,在运输过程有时候出现卡簧跳出的情况,这时候如果镜片没有划伤或是别的问题,轻轻的将卡簧压回去就可以了.下面再看一下二个UV放在一块的时候的比较.上图同时是真假肯高UV正面的时候,假的UV的二个缺口很的就可以看到,而真肯高的UV正面是没有缺口的.做假的厂家就是通过这二个卡口将假的镜片放压到框里的,镜片是从前面装进去的..上图是真假肯高UV同时背面的时候,真的UV的缺口只有一个,看的很明显.以上是一个简单的识别方法,如果有什么问题大家可以找我们进行交流.第一版写出来后,受到不少兄弟的欢迎,由于肯高的包装全球并不是统一,所以容易给造假者留下空间。
就拿前一陈网上闹的沸沸扬扬的海滩版CPL和海港版CPL来说,就可见一斑。
关于CPL见另一文。
目前我们又接收到台湾正成公司发过来的一批肯高的镜片样品,有UV镜和CPL,是国际包装的,正成在台湾是相当大的专业相机周边产品供应商也是肯高公司的重要代理商。
眼镜镜片专业知识专业篇名词、术语及定义1.顶焦度镜片后顶点(指配戴时靠近眼球的一面)至焦点(以米为单位的)截距的倒数,其单位为屈光度,量纲为m-1(符号为D)。
2.球镜度球面镜片的后顶焦度称为球镜度,以符号“DS”表示。
3.柱镜度柱镜片中两个顶焦度之差值称为柱镜度以符号“CYL”表示。
4.棱镜度定义为光线通过镜片上某一点所产生的偏离。
棱镜度的表示单位为厘米每米(cm/m),以符号“△”表示。
5.单光镜片具有单视距能力的镜片(如球镜、球一柱镜、柱镜等)。
6.主子午面含光轴,并具有最大和最小屈光力的镜片的垂直截面。
一般来说,两条主子午面是相互垂直的。
7.球镜片使近轴的平行光束会聚于一个点的镜片。
8.柱镜片使近轴的平行光束会聚于两个分离的,相互正交的焦线上,与球镜片不同,含有两个主顶焦度的镜片。
9.平柱镜片球——柱镜片的一个特殊情况,其中主子午面之一的顶焦度为零。
10.球——柱镜片在两个相互正交的主子午面上曲率不同的镜片,也称为球镜与柱镜联合镜片或复曲面镜。
11.光学中心偏差毛边镜片光学中心与几何中心的偏移。
12.中心范围镜片中心Φ30mm的区域。
13.曲率(Curvature):球面的弯曲度。
14.曲率半径:球面弧的曲度半径,曲率半径愈短,球面曲率越大二、镜片的种类1.按屈光度分;A.球面镜:球镜光度B.柱面镜:矫正散光光度C.三棱镜:改变光的进行方向(矫正某些眼疾)2.按焦点分:A.无焦点:平面镜、三棱镜B.单焦点:近视、远视、散光C.双焦点:双光镜D.多焦点:三光镜、渐进多焦点3.按材料分:A.天然材料B.玻璃材料C.树脂材料4.按功能作用分:A.矫正视力B.防止有害光(电磁波、紫外线)C.控制可见光(太阳镜)D.防止有害物(防护镜)三、镜片的三要素:折射率 Ne折射率是指光线在真空里的速度c,与光线在介质(镜片)里运行的速度v的比值Ne = c/v ,折射率越大,表示镜片越薄,折射率与镜片的厚薄有关系,但镜片的厚薄除了与折射率有关,在相同度数的情况下,还与镜片的设计有关系。