中心钻国家标准-中心钻种类
- 格式:docx
- 大小:287.82 KB
- 文档页数:4
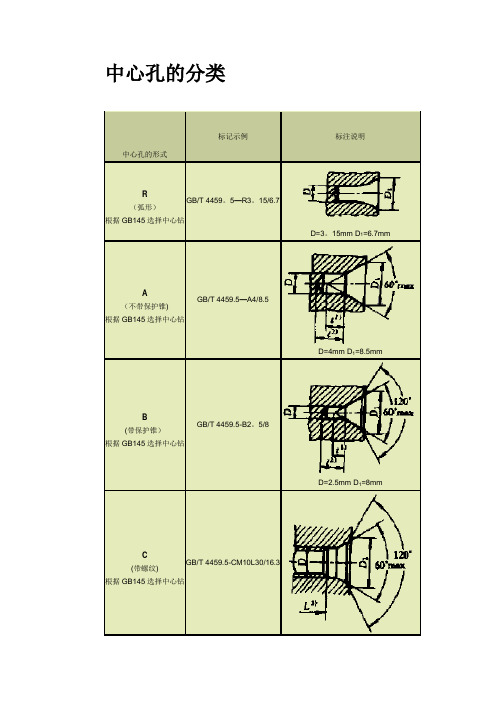
中心孔的分类标记示例标注说明中心孔的形式RGB/T 4459。
5—R3。
15/6.7(弧形)根据GB145选择中心钻D=3。
15mm D1=6.7mmAGB/T 4459.5—A4/8.5(不带保护锥)根据GB145选择中心钻D=4mm D1=8.5mmBGB/T 4459.5-B2。
5/8(带保护锥)根据GB145选择中心钻D=2.5mm D1=8mmCGB/T 4459.5-CM10L30/16.3(带螺纹)根据GB145选择中心钻D=M10 L=30mm D 2=16.3mm 中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2。
5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4D1=8。
5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1。
6 D1=3.35在完工的零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d’=110H1=1.4hh=字体高度a—标注中心孔符号的区域b—零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm. 以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX 型数控钻床UG 的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现 砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE 矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC 到PAC :该如何改进您的系统?装备制造高景气行业 核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝 [标签:tag] 本文根据GB4459。

中心钻标准
摘要:
一、中心钻的定义与作用
二、中心钻的标准分类
1.按材质分类
2.按规格分类
三、中心钻标准的制定与实施
四、我国中心钻标准的发展现状
五、中心钻标准对我国制造业的影响
六、结论
正文:
中心钻是一种用于加工孔的钻头,主要用于各类机械设备的加工制造过程中。
中心钻的标准对于保证产品质量、提高生产效率具有重要作用。
根据材质,中心钻可分为高速钢中心钻、硬质合金中心钻等。
其中,高速钢中心钻具有良好的切削性能和耐磨性,广泛应用于一般的金属加工;硬质合金中心钻则具有更高的硬度和耐磨性,适用于难加工材料的加工。
按规格分类,中心钻可以分为多种不同直径和长度的产品,以满足不同加工需求。
中心钻标准的制定和实施,有助于规范和指导企业生产、科研、质量检测等各个环节。
我国已经制定了一系列中心钻相关的国家标准和行业标准,为我国制造业的健康发展提供了有力支持。
我国中心钻标准在不断发展,以适应制造业的发展需求。
随着我国制造业水平的不断提高,对中心钻标准的要求也越来越高。
未来,我国中心钻标准将继续完善,为我国制造业的持续发展提供保障。
总之,中心钻标准对于保证产品质量、提高生产效率具有重要意义。

b2.5中心钻标准尺寸B2.5中心钻的标准尺寸是根据ISO 286标准制定的。
该标准定义了不同直径和长度的中心钻,以满足不同的加工需求。
以下是B2.5中心钻的标准尺寸详细说明:一、B2.5中心钻的直径B2.5中心钻的直径为2.5mm。
这个直径是根据ISO 286标准的规定,适用于大部分的加工中心和数控机床。
中心钻的直径大小决定了其能够加工的孔径大小,因此选择合适的中心钻直径是非常重要的。
二、B2.5中心钻的长度B2.5中心钻的长度通常根据机床的要求和加工需要来确定。
根据ISO 286标准,B2.5中心钻的标准长度通常为3mm。
这种长度的中心钻适合大部分的机床和加工需求。
然而,根据实际情况,有些机床可能需要更长或更短的中心钻。
因此,在选择中心钻时,需要考虑机床的要求和加工需要来确定合适的长度。
三、B2.5中心钻的材质B2.5中心钻通常采用高速钢或硬质合金制造。
高速钢具有较好的韧性和耐磨性,适用于加工较硬的材料。
而硬质合金具有较高的硬度和耐高温性能,适用于加工较硬的材料和高温合金。
根据不同的加工需求,可以选择不同材质的中心钻。
四、B2.5中心钻的精度B2.5中心钻的精度通常取决于制造工艺和质量控制。
一般来说,中心钻的精度越高,其加工的孔径和质量就越好。
然而,高精度的中心钻价格也相对较高。
因此,在选择中心钻时,需要根据实际需要和预算来确定合适的精度等级。
五、B2.5中心钻的使用方法使用B2.5中心钻进行孔加工时,需要先将中心钻装夹在机床或加工中心的刀柄中,然后对准工件的表面进行钻孔加工。
在加工过程中,需要注意控制切削速度和进给速度,以保证加工质量和效率。
同时,还需要定期检查中心钻的磨损情况,及时更换新的中心钻。
六、B2.5中心钻的维护保养为了保持B2.5中心钻的锋利和精度,需要进行定期的维护保养。
主要包括以下几个方面:1.清洗:定期清洗中心钻可以去除切屑和积垢,提高其锋利度和精度。
可以使用软刷和清洗剂进行清洗。

b型中心钻标准尺寸
摘要:
1.中心钻简介
2.B 型中心钻标准尺寸概述
3.B 型中心钻具体尺寸列表
4.应用场景与注意事项
正文:
中心钻,作为一种常见的切削工具,广泛应用于机械加工领域。
B 型中心钻,作为其中一种类型,具有特定的标准尺寸,适用于各种加工需求。
B 型中心钻标准尺寸主要包括以下几个方面:
1.直径尺寸:B 型中心钻的直径尺寸范围较广,从1mm 到100mm 不等,可以根据实际加工需求选择合适的尺寸。
2.长度尺寸:B 型中心钻的长度尺寸同样多样,从10mm 到300mm 不等,用户可以根据加工深度及钻头材质选择合适的长度。
3.切削刃角度:B 型中心钻的切削刃角度主要有60 度和90 度两种,分别适用于不同材质和加工条件的钻孔需求。
4.钻头材质:B 型中心钻的材质主要分为高速钢、硬质合金和陶瓷等,不同材质的钻头具有不同的耐磨性、韧性和切削性能,用户可根据实际需求选择合适的材质。
具体B 型中心钻尺寸如下:
- 直径1-10mm,长度10-300mm;
- 直径11-25mm,长度10-300mm;
- 直径26-50mm,长度10-300mm;
- 直径51-100mm,长度10-300mm。
在实际应用中,B 型中心钻主要用于钻孔、扩孔、倒角等加工过程,适用于各种金属和非金属材料的加工。
需要注意的是,选择B 型中心钻时,应根据实际加工条件、材料及钻孔要求,选择合适的尺寸、材质和切削刃角度,以保证加工效率和质量。
中心钻的种类及用途中心钻是一种常用于钻孔的工具,其结构可以较好地保持钻孔的中心线稳定。
根据其具体的设计和用途不同,中心钻可以分为以下几种类型:1.固定刀具中心钻:这种中心钻通常由一个刀具具有较大的中心点和锋利的切削刃,用于在工件表面起点处形成一个初始中心孔。
这种类型的中心钻通常用于承接后续的钻孔操作,能够确保钻孔准确无误的定位。
2.旋转刀具中心钻:这种中心钻具有内部螺旋切削刃,能够通过旋转切削的方式来形成中心孔。
旋转刀具中心钻常用于钻孔深度较浅的情况下,能够提供较好的切削效果。
3.钻索中心钻:这种中心钻由一个钻头及其连接的钻索组成,钻索通过摩擦牢牢地固定在中心孔上。
钻索中心钻通常用于较大孔径的钻孔操作,能够提供更高的刚度和更好的切削质量。
4.钻石中心钻:这种中心钻的切削刃由人工合成的钻石制成,能够在较高温度和较高硬度的材料中进行切削。
钻石中心钻通常用于加工硬质合金、陶瓷、玻璃等材料,具有较长的使用寿命和较高的加工效率。
除了不同类型的中心钻,中心钻还应用在了各种不同的领域和工业中:1.金属加工:中心钻常用于金属加工中的钻孔操作。
通过使用中心钻,可以准确地定位和切削金属工件,避免钻孔偏离或者出现其他位置上的误差。
2.木工加工:中心钻也广泛应用于木工行业中,用于制作家具、门窗等木制品。
中心钻可以帮助设计师和工匠准确地定位和钻孔,确保制品的质量和精度。
3.石材加工:中心钻还常用于石材加工中,用于雕刻石雕、雕塑等。
中心钻可以帮助工人在石材上准确地钻孔,保证作品的质量和精度。
4.制表业:中心钻在制表领域也有广泛应用,用于制作表盘、机芯等。
中心钻可以帮助钟表工匠准确地钻孔和安装零件,保证钟表的正常运行和精度。
综上所述,中心钻根据其设计和用途的不同可以分为多种类型,如固定刀具中心钻、旋转刀具中心钻、钻索中心钻和钻石中心钻等。
中心钻广泛应用于金属加工、木工加工、石材加工和制表等领域,帮助人们实现精确和高效的钻孔操作。
中心钻分类-中心钻国家标准及使用方法
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
适用于轴类等零件端面上的中心孔加工。
下面小编为大家介绍中心钻分类、特点、国家标准?中心钻使用方法说明?
中心钻分类
中心孔是轴类工件在顶尖上安装的定位基面。
中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
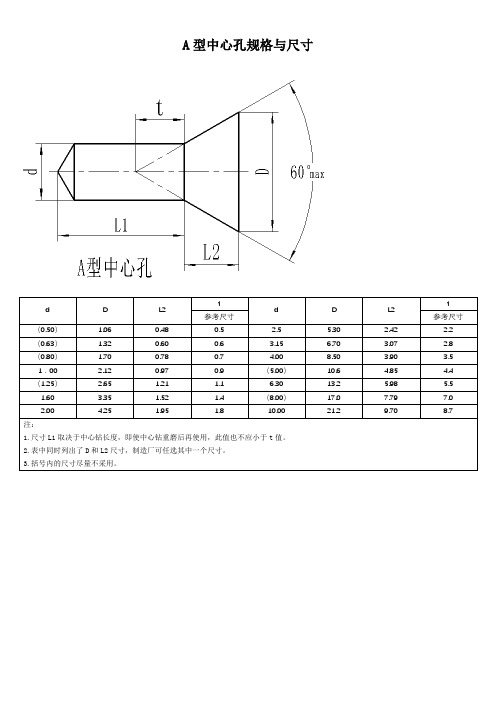
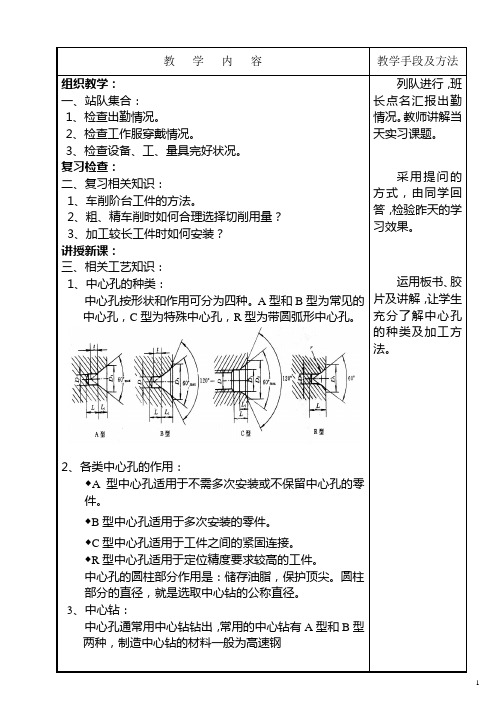
中心孔常见的有A型和B型。
A型中心孔只有60°锥孔。
B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。
A型和B型中心孔,分别用相应的中心钻
在车床或专用机床上加工。
加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度.
中心钻特点
该产品切削轻快、排屑好。
中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
中心钻国家标准
GB/T 6078-2016于2016年9月1日实行,替代:GB/T 6078.1-1998、GB/T
6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。
GB/T 6078-2016于2016年9月1日实行,替代:GB/T 6078.1-1998、GB/T 6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。
中心钻使用方法说明?
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5.钻孔前的中心钻应达到所需的位置精度。
6.切削用量
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。