钢制压力容器标准体系
- 格式:doc
- 大小:145.00 KB
- 文档页数:12
钢制压力容器标准体系压力容器标准体系一般包括以下几个方面:1. 设计标准:钢制压力容器设计标准是对容器在不同工作条件下的受力、耐压性能等进行要求和规范的文件。
设计标准一般包括国家标准、行业标准、地方标准等,其中最具指导意义的是国家标准,如国标GB150《钢制压力容器》等。
设计标准要求容器的结构、尺寸、材料等必须符合相应的规定,以确保容器在正常工作条件下能够安全可靠地运行。
2. 制造标准:钢制压力容器的制造标准是对容器的生产工艺、工艺控制和质量检验等方面进行规范的文件。
制造标准一般包括工艺标准、检验标准等,其中最具指导意义的是国家标准,如国标GB151《钢制压力容器制造规范》等。
制造标准要求容器的制造过程必须符合相应的规定,并通过严格的质量检验,确保容器的质量符合设计要求。
3. 检验标准:钢制压力容器的检验标准是对容器的出厂检验、定期检验和特殊检验等方面进行规范的文件。
检验标准一般包括国家标准、行业标准等,如国标GB/T2970《金属材料拉伸试验方法》等。
检验标准要求对容器的材料、焊接接头、密封性能等进行严格的检验,以确保容器的安全可靠。
4. 使用标准:钢制压力容器的使用标准是对容器在安装、运行、维护等方面进行规范的文件。
使用标准一般包括国家标准、行业标准等,如国标GB50235《压力容器安全技术监察规程》等。
使用标准要求对容器的安装、运行、维护等过程进行科学有效的管理,以确保容器的安全可靠。
综上所述,钢制压力容器标准体系是保证容器安全可靠运行的重要依据,只有严格遵守标准要求,才能确保钢制压力容器在工业生产中发挥其应有的作用。
钢制压力容器广泛应用于化工、石油、天然气、制药、食品等各个行业领域,承担着重要的贮存和输送压力介质的作用。
而对于这样重要的设备,确保其安全性和可靠性至关重要,而这就要求执行严格的压力容器标准体系。
压力容器标准体系以协助监督、检验、评定和注册压力容器的制造、安装、使用和其他相关活动,以确保压力容器在其整个生命周期内保持安全的运行状态。

国标委工交函[2004]2号关于批准GB150-1998《钢制压力容器》国家标准第2号修改单的函全国锅炉压力容器标准化技术委员会:你标委会以锅容标委〔2003〕秘字28号文和锅容标委〔2003〕秘字35号文报批的GB150-1998《钢制压力容器》国家标准第2号修改通知单,业经国家标准化管理委员会批准,于2004年4月1日起实施,并在《中国标准化》杂志2004年第3期上公布。
修改单见附件。
附件:GB150-1998《钢制压力容器》国家标准第2号修改单二○○四年一月十六日附件:GB150-1998《钢制压力容器》国家标准第2号修改单本修改单经国家标准化管理委员会于2004年1月16日批准,自2004年4月1日起实施。
2 引用标准a)删除标准JB2536-80压力容器油漆、包装和运输b)增加以下4个标准:JB/T 4736-2002 补强圈JB/T 4746-2002 钢制压力容器用封头JB/T 4747-2002 压力容器用钢焊条订货技术条件JB/T 4711-2003 压力容器涂敷与运输包装10 制造、检验与验收a)10.1.2 条中增加新条文:10.1.2.1 压力容器用封头的制造、检验和验收还应符合JB/T 4746-2002。
10.1.2.2 在JB/T 4736-2002标准范围内的补强圈还应符合JB/T 4736-2002。
10.1.2.3 压力容器用钢焊条应符合JB/T4747-2002。
b)10.10.3条修订为:容器的涂敷与运输包装应符合JB/T 4711-2003。
主题词:国家标准修改单函国家标准化管理委员会办公室 2004年2月6日印发录入:芦菁校对:肖寒— 2 —钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。

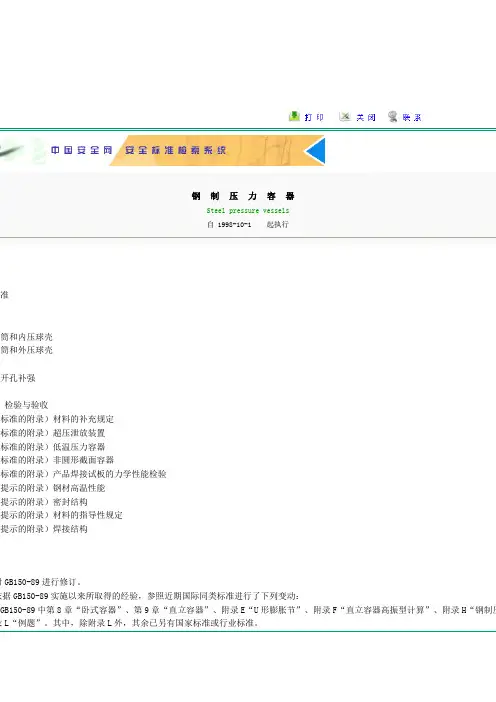
钢制压力容器Steel pressure vessels自1998-10-1 起执行标准圆筒和内压球壳圆筒和外压球壳和开孔补强、检验与验收(标准的附录)材料的补充规定(标准的附录)超压泄放装置(标准的附录)低温压力容器(标准的附录)非圆形截面容器(标准的附录)产品焊接试板的力学性能检验(提示的附录)钢材高温性能(提示的附录)密封结构(提示的附录)材料的指导性规定(提示的附录)焊接结构对GB150-89进行修订。
依据GB150-89实施以来所取得的经验,参照近期国际同类标准进行了下列变动:GB150-89中第8章“卧式容器”、第9章“直立容器”、附录E“U形膨胀节”、附录F“直立容器高振型计算”、附录H“钢制压录L“例题”。
其中,除附录L外,其余已另有国家标准或行业标准。
“前言”、“引用标准”和“附录H”。
0-89中1.1内容列为第1章“范围”;1.2“组成”撤消,其他内容列为第3章“总论。
”章(GB150-89中第1章)中增加了“计算压力”的定义;对最小厚度和计算厚度的定义进行了修订;对腐蚀裕量选取给予明确的规述与JB4732《钢制压力容器——分析设计标准》一致;压力试验中取消了(p+0.1)的限制,并对大型容器的压力试验给予了规定。
章(GB150-89中第2章)根据钢材标准的变动,相应的增加和撤消了一些钢号;增加了不锈钢复合钢板的技术要求;加严了钢板逐章(GB150-89中第3章)取消了“圆筒和球壳的组合应力计算”。
章(GB150-89中第4章)外压圆筒和外压管子计算中,其条件D o/δe≥10改为D o/δe≥20;D o/δe<10改为D o/δe<20。
章(GB150-89中第5章)补充了7.2.5“受外压锥壳”的计算。
章(GB150-89中第6章)修订了“不另行补强的开孔直径”的规定;撤消“开孔补强设计的另一方法”。
10章增加了锻焊压力容器和焊后热处理工艺的要求。
录C补充了对奥氏体不锈钢制低温容器的规定。
为了确保压力容器的安全 许多国家都制定自己的压力容器规范 国外影响较广泛并具有权威规范有 美国的ASME规范、英国的BS5500、日本的JISB8243以及德国的AD规范等。
我国有国家质量技术监督局颁布的《压力容器安全技术监察规程》、GB150《钢制压力容器》、GB151《管壳式换热器》等一、中国压力容器的标准目前 国内压力容器标准体系在大多数领域内都有与国外标准相对应的标准 技术内容在总体上也达到了国际先进标准的水平。
随着我国经济融入全球经济一体化进程的不断深入 外商在华投资或承包国内外项目时 或国内公司承包国外项目时 出现了许多要求压力容器按照国外标准进行设计制造 并要求监检单位按国外标准监检的情况。
此外还经常遇到一些要求设备由国内设计制造 而安装使用在国外的情况 这些涉外项目经常遇到压力容器使用标准的问题。
对于相关的工程技术人员来说 将我国的压力容器标准与 规范进行比较、分析 有助于项目实施过程中对两种标准体系的理解和运用。
— 《钢制压力容器》为核心的一系列压力容器产品标准、基础标准和零部件标准 并以此构成了压力容器标准体系的基本框架。
《压力容器安全技术监察规程》 以下简称《容规》 主要解决安全技术监督问题 而不是产品标准。
我国作为产品的设计和制造者 遵守容器安全技术监察规程和标准是一致的。
我国的压力容器国家标准是由全国压力容器标准化技术委员会负责编制、修订工作 由各地安全监察部门依据国家锅炉压力容器安全监察局的有关法规、规程来控制、监督压力容器的设计、制造和检验各环节 保证产品质量和安全使用。
我国标准更强调结构设计能力和制造厂的总体生产装备能力 重视产品的最终检验。
定期召开会议 研究 规范的修订工作 安全监察和管理工作是通过授权检验机构对建造方取证审查、授权检查和注册登记工作 配合使用压力容器产品的有关法令、法规、行业规定等完成的。
美国的标准法规给制造厂以较多的选择 强调生产经验和过程责任 重视压力容器生产过程控制程序和质量体系。
压力容器法规、标准介绍一、压力容器法规、标准体系.我国的特种设备法规体系主要分以下五个层次法律—行政法规—部门规章—安全技术规范—引用标准”。
第一层次:法律根据宪法和立法法的规定,由全国人民代表大会及其常委会制定法律。
如《安全生产法》、《劳动法》、《产品质量法》、《计量法》、《标准化法》、《行政许可法》等;2012年8月,十一届全国人大常委会第二十八次会议初次审议了《中华人民共和国特种设备安全法(草案)》。
第二层次:行政法规由国家最高行政机关—由国务院制定的行政法规《特种设备安全监察条例》(第373号国务院令),2003年3月公布,自2003年6月1日起施行。
2009年1月14日《国务院关于修改(特种设备安监察条例)的决定》(第549号国务院令)公布。
第三层次:行政规章由国务院各部门制定的部门规章,如:《锅炉压力容器制造监督管理办法》(总局令第22号)自2003年1月1日起施行;《特种设备作业人员监督管理办法》(总局令第140号)自2011年7月1日起施行;第四层次:安全技术规范(规范性文件)是政府对特种设备的安全性能和相应的设计、制造、安装、改造、维修、使用和检验检测等所作出的一系列规定,是必须强制执行的文件,安全技术规范是特种设备法规标准体系的主体,是在世界经济一体化中各国贸易性保护措施在安全方面的体现形式,其作用是把法律、法规和行政规章的原则规定具体化。
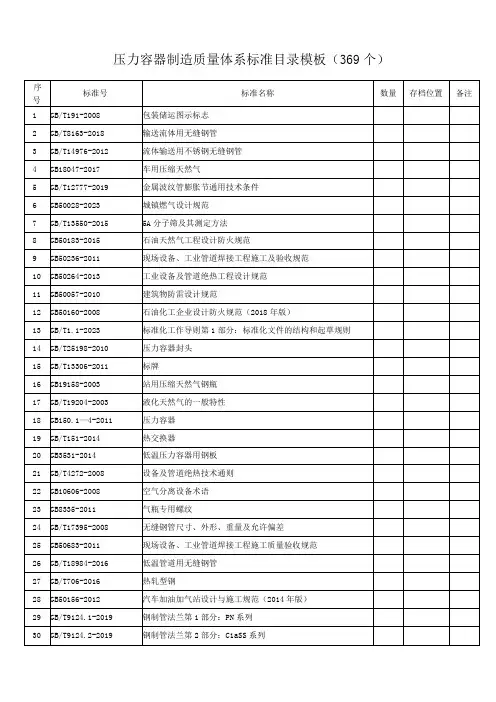
TSG Z0004-2007特种设备制造、安装、改造、维修质量保证体系基本要求TSG Z0004-2007特种设备制造、安装、改造、维修许可鉴定评审细则TSG R1001-2008压力容器压力管道设计许可规则R0004-2009固定式压力容器安全技术监察规程TSGTSG R0002-2005超高压容器安全技术监察规程TSG R7001-2004压力容器定期检验规则TSG R6001-2008压力容器安全管理人员和操作人员考核大纲TSG R3001-2006压力容器安装改造维修许可规则1.TSG D0001-2009压力管道安全技术监察规程-工业管道TSG D2001-2006压力管道元件制造许可规则TSG D3001-2009压力管道安装许可规则TSG ZC001-2009锅炉压力容器专用钢板(带)制造许可规则特种设备作业人员考核规则Z6001-2005TSGTSG Z6002-2010特种设备焊接操作人员考核细则第五层次:相关标准1、压力容器设计制造标准,如:GB150、GB151、GB12337、JB47322、压力容器材料标准,如GB713、GB3531、GB24511、NB/T47008~470103、试验方法标准,如GB228、GB232、GB/T229、GB4334、JB/T47304、其它相关标准二、适用范围1、《行政许可法》第十二条下列事项可以设定行政许可:(四)直接关系公共安全、人身健康、生命财产安全的重要设备、设施、产品、物品,需要按照技术标准、技术规范,通过检验、检测和检疫等方式进行审定的事项”2、《特种设备安全监察条例》:第二条本条例所称特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶,下同)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
压力容器法规、标准介绍一、压力容器法.规、标准体系我国的特种设备法规体系主要分以下五个层次法律-行政法规—部门规章—安全技术规范—引用标准”。
第一层次:法律根据宪法和立法法的规定,由全国人民代表大会及其常委会制定法律。
如《安全生产法》、《劳动法》、《产品质量法》、《计量法》、《标准化法》、《行政许可法》等;2012年8月,十一届全国人大常委会第二十八次会议初次审议了《中华人民共和国特种设备安全法(草案)》。
第二层次:行政法规由国家最高行政机关-由国务院制定的行政法规《特种设备安全监察条例》(第373号国务院令),2003年3月公布,自2003年6月1日起施行。
2009年1月14日《国务院关于修改(特种设备安监察条例)的决定》(第549号国务院令)公布.第三层次:行政规章由国务院各部门制定的部门规章,如:《锅炉压力容器制造监督管理办法》(总局令第22号)自2003年1月1日起施行;《特种设备作业人员监督管理办法》(总局令第140号)自2011年7月1日起施行;第四层次:安全技术规范(规范性文件)是政府对特种设备的安全性能和相应的设计、制造、安装、改造、维修、使用和检验检测等所作出的一系列规定,是必须强制执行的文件,安全技术规范是特种设备法规标准体系的主体,是在世界经济一体化中各国贸易性保护措施在安全方面的体现形式,其作用是把法律、法规和行政规章的原则规定具体化。
TSG Z0004-2007特种设备制造、安装、改造、维修质量保证体系基本要求TSG Z0004-2007特种设备制造、安装、改造、维修许可鉴定评审细则TSG R1001—2008压力容器压力管道设计许可规则TSG R0004—2009 固定式压力容器安全技术监察规程TSG R0002—2005 超高压容器安全技术监察规程TSG R7001-2004 压力容器定期检验规则TSG R6001—2008压力容器安全管理人员和操作人员考核大纲TSG R3001—2006压力容器安装改造维修许可规则TSG D0001-2009 压力管道安全技术监察规程-工业管道TSG D2001-2006压力管道元件制造许可规则TSG D3001-2009 压力管道安装许可规则TSG ZC001-2009 锅炉压力容器专用钢板(带)制造许可规则TSG Z6001-2005 特种设备作业人员考核规则TSG Z6002-2010 特种设备焊接操作人员考核细则第五层次:相关标准1、压力容器设计制造标准,如:GB150、GB151、GB12337、JB47322、压力容器材料标准, 如GB713、GB3531 、GB24511、NB/T47008~470103、试验方法标准,如GB228、GB232、GB/T229、GB4334、JB/T47304、其它相关标准二、适用范围1、《行政许可法》第十二条下列事项可以设定行政许可:(四)直接关系公共安全、人身健康、生命财产安全的重要设备、设施、产品、物品,需要按照技术标准、技术规范,通过检验、检测和检疫等方式进行审定的事项”2、《特种设备安全监察条例》:第二条本条例所称特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶,下同)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
GB150钢制压力容器是压力容器行业标准体系中的核心标准GB150钢制压力容器是压力容器行业标准体系中的核心标准,本标准规定了钢制压力容器的设计、制造、检验和验收要求。
该标准第10条中对制造检验与验收进行了原则性规定。
壳体直径是压力容器的一个重要性能参数,在设计图纸上给出了理论(公称)数值,其公差要求由GB150中相应条款给以限定。
在GB150中,第10.2.7款规定了非机加面的尺寸公差,第10.2.4.10款规定了圆度公差,第10.2.4.2款规定了壳体上焊缝形成的棱角E的允差值。
用公差原理对这几款进行分析后,笔者认为GB150中对壳体直径的规定是清楚和确定的。
但这一规定是不尽合理的。
它既不符合公差原理中尺寸公差应大于形状偏差的包容原则,又必使制造、检验与验收中出现不必要的争议。
为此,笔者就这一问题进行分析,提出改进建议。
2公差原理零件在图样上表达的所有要素都有一定的公差要求,无功能要求的要素是不存在的。
通常对于线性尺寸的公差有的标注于图纸,而图纸未标注的(未注公差)也均在技术条件中给定。
给出的尺寸公差是该尺寸要素的极限值,即所谓的包络线,也就是最大尺寸与最小尺寸的界线。
而该尺寸要素的形状偏差应在该要素的尺寸公差范围内,这是公差理论中的一个基本原理和准则,即是说要素的形状偏差不能超出要素的尺寸公差。
要素为圆的尺寸公差,是指以理论圆心为中心的两个以圆的直径上下公差为数值的两个同心理论圆。
而圆的形状偏差不规则,应在两个同心圆的中间。
如果图纸和技术要求给出的形状偏差超出尺寸公差,那就违背了公差原理。
3GB150相关条款及其分析对于压力容器壳体直径(一般指壳体内径Di)是一个重要参数,在实际图纸中只给出理论值,而不标注公差,其公差要求在GB150中进行了规定。
3.1尺寸公差第10.2.7中规定,非机械加工表面的线性尺寸的极限偏差,按GBT1804中C级的规定。
查GBT1804-92的,C级的各尺寸段(括号内)的偏差数值分别为:(>120-400mm)?1.2mm,(>400-1000mm)?2.0mm,(>1000-2000mm)?3.0mm,(>2000-4000mm)?4.0mm;换言之,公差相对尺寸的百分比分别为2.0-0.6,1.0-0.4,0.6-0.3,0.4-0.2;由上看出,直径尺寸大于240mm时,其直径尺寸公差与直径尺寸数值之比均小于1.3.2圆度在第10.2.4.10中规定,内压容器(针对锅炉压力容器制造质量体系的分析)组装后的壳体圆度,同一截面上最大内径与最小内径之差e,应不大于该截面内径Di的1,且不大于25mm.壳体圆度是直径的形状偏差,本条是说圆度允差为壳体直径的1,与3.1条对比,明显看出,当直径尺寸大于240mm时,直径的圆度偏差超出了直径的尺寸公差。
GB150钢制压力容器是压力容器行业标准体系中的核心标准,本标准规定了钢制压力容器的设计、制造、检验和验收要求。
该标准第10条中对制造检验与验收进行了原则性规定。
壳体直径是压力容器的一个重要性能参数,在设计图纸上给出了理论(公称)数值,其公差要求由GB150中相应条款给以限定。
在GB150中,第10.2.7款规定了非机加面的尺寸公差,第10.2.4.10款规定了圆度公差,第10.2.4.2款规定了壳体上焊缝形成的棱角E的允差值。
用公差原理对这几款进行分析后,笔者认为GB150中对壳体直径的规定是清楚和确定的。
但这一规定是不尽合理的。
它既不符合公差原理中尺寸公差应大于形状偏差的包容原则,又必使制造、检验与验收中出现不必要的争议。
为此,笔者就这一问题进行分析,提出改进建议。
2公差原理零件在图样上表达的所有要素都有一定的公差要求,无功能要求的要素是不存在的。
通常对于线性尺寸的公差有的标注于图纸,而图纸未标注的(未注公差)也均在技术条件中给定。
给出的尺寸公差是该尺寸要素的极限值,即所谓的包络线,也就是最大尺寸与最小尺寸的界线。
而该尺寸要素的形状偏差应在该要素的尺寸公差范围内,这是公差理论中的一个基本原理和准则,即是说要素的形状偏差不能超出要素的尺寸公差。
要素为圆的尺寸公差,是指以理论圆心为中心的两个以圆的直径上下公差为数值的两个同心理论圆。
而圆的形状偏差不规则,应在两个同心圆的中间。
如果图纸和技术要求给出的形状偏差超出尺寸公差,那就违背了公差原理。
3GB150相关条款及其分析对于压力容器壳体直径(一般指壳体内径Di)是一个重要参数,在实际图纸中只给出理论值,而不标注公差,其公差要求在GB150中进行了规定。
3.1尺寸公差第10.2.7中规定,非机械加工表面的线性尺寸的极限偏差,按GBT1804中C级的规定。
查GBT1804-92的,C级的各尺寸段(括号内)的偏差数值分别为:(>120-400mm)?1.2mm,(>400-1000mm)?2.0mm,(>1000-2000mm)?3.0mm,(>2000-4000mm)?4.0mm;换言之,公差相对尺寸的百分比分别为2.0-0.6,1.0-0.4,0.6-0.3,0.4-0.2;由上看出,直径尺寸大于240mm时,其直径尺寸公差与直径尺寸数值之比均小于1.3.2圆度在第10.2.4.10中规定,内压容器(针对锅炉压力容器制造质量体系的分析)组装后的壳体圆度,同一截面上最大内径与最小内径之差e,应不大于该截面内径Di的1,且不大于25mm.壳体圆度是直径的形状偏差,本条是说圆度允差为壳体直径的1,与3.1条对比,明显看出,当直径尺寸大于240mm时,直径的圆度偏差超出了直径的尺寸公差。
钢制压力容器
GB150—1998
引言随着科学技术的发展,科技成果的应用,使规范不断完善,在GB150-1998《钢制压力容器》规范的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285规范的最新成果,修订了原规范的不合理的或与其它规范法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》规范。
在制订GB150-98规范时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品规范,使GB150成为压力容器的基础规范。
将GB150-89第8章“卧式容器”从规范中分离出来,这部分内容将单独出规范JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从规范中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品规范。
撤消附录E“U型膨胀节”,独立出新规范GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L 例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使规范能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原规范中的错误和不足,完善规范的技术内容,力求先进。
充分协调本规范和相关规范、法规在技术内容上的一致性,以利于将规范用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》规范,并要求从1998年10月1日起执行。
学习和贯彻新GB150规范是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新
GB150,本文将新、旧GB150规范中的主要变化,以表格方式逐项对比,在比较工程中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
1 压力容器规范体系
详见表1。
表1 压力容器规范体系
2压力容器规范的对比
我国的钢制容器规范已完备了从常压至100MPa体系,为便于选择,表2列出了GB150-1998、JB4732-95,以及JB/T4735-1997 3个规范之间适用范围及其主要的技术要求的区别及比较。
表2 压力容器规范对比
3新老规范材料的变化3.1增加的钢号
钢板:13MnNiMoNbR 30~120mm GB6654-96
15CrMoR6~100 GB6654-96
00Cr18Ni5Mo3Si2 奥氏体双相钢
GB4237-92
钢板:14Cr1MoR、07MnNiMoVDR(调质板)和07MnGrMoVR(调质板)
钢管:09MnD及奥氏体焊管,撤消了09Mn2VD(列于附录A)
锻件:20D、09MnNiD、16MnMoD、20MnMoD、08MnNiCr、10Ni3MoVD、00Cr18Ni9、00Cr17Ni12Mo2、00Cr19Ni1、00Cr17Ni4Mo2、00Cr18Ni5Mo3Si2(JB4726~4728-94)。
3.2撤消的钢号
锻件:25、45、1Cr18Ni9Ti
在本规范附录A或撤消了我国在引进装置中常用的国外钢材,例如在GB150-89版中列入的ASME SA516,SA537CL1,SA662;日本JISB规范中的SS41,SPV36;德国DIN规
范中的RSt37-2,19Mn6,13CrMo44,10CrMo910等。
对于使用国外钢材仍可遵照本GB150-1998规范中附录A1.3条的规定。
3.3增加附录H
增加附录H“材料的指导性规定”(提示的附录)。
其中列入了12Cr2Mo1R钢板及09CrCuSb无缝钢管。
12Cr2Mo1R钢板相当于ASME SA387、Cr22C12,在89版附录A中作为“补充件”现已列入,其化学成分和力学性能均等同美国规范
09CrCuSb耐硫酸露点腐蚀用无缝钢管
3.4规范内容对比
详见表3。
表3 规范内容对比
4 制造、检验与验收方面的变化
详见表4。
表4 制造、检验和验收方面的变化
5 结语
中国的压力容器规范已经形成了自己的体系,压力容器设计、制造单位应逐步树立规范是最低要求的概念,在充分理解规范的基础上,制定出企业规范,以提高产品质量。
在产品走向世界的同时,完善自身的质量控制水平。