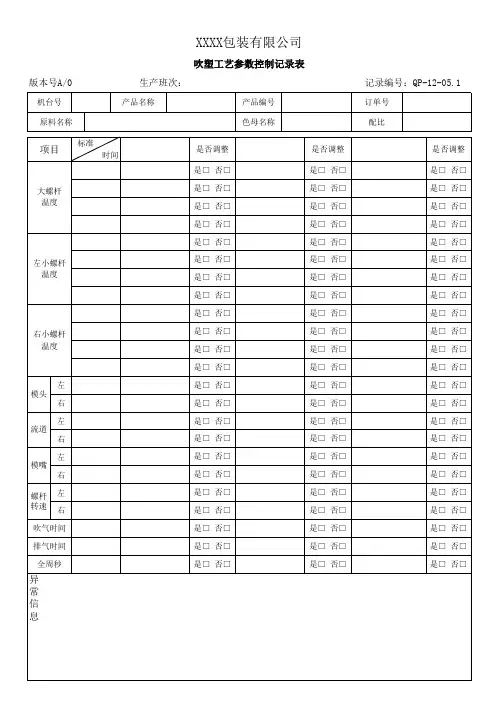
吹塑工艺参数表A2
- 格式:xls
- 大小:160.50 KB
- 文档页数:1
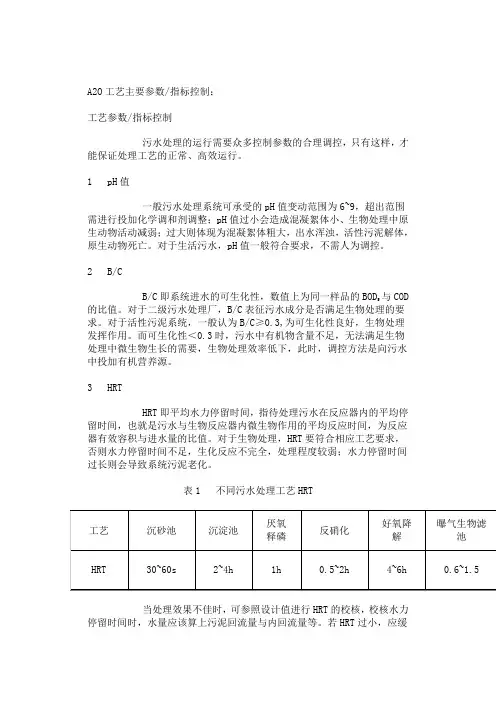
A2O工艺主要参数/指标控制:工艺参数/指标控制污水处理的运行需要众多控制参数的合理调控,只有这样,才能保证处理工艺的正常、高效运行。
1 pH值一般污水处理系统可承受的pH值变动范围为6~9,超出范围需进行投加化学调和剂调整;pH值过小会造成混凝絮体小、生物处理中原生动物活动减弱;过大则体现为混凝絮体粗大,出水浑浊,活性污泥解体,原生动物死亡。
对于生活污水,pH值一般符合要求,不需人为调控。
2 B/CB/C即系统进水的可生化性,数值上为同一样品的BOD与COD5的比值。
对于二级污水处理厂,B/C表征污水成分是否满足生物处理的要求。
对于活性污泥系统,一般认为B/C≥0.3,为可生化性良好,生物处理发挥作用。
而可生化性<0.3时,污水中有机物含量不足,无法满足生物处理中微生物生长的需要,生物处理效率低下,此时,调控方法是向污水中投加有机营养源。
3 HRTHRT即平均水力停留时间,指待处理污水在反应器内的平均停留时间,也就是污水与生物反应器内微生物作用的平均反应时间,为反应器有效容积与进水量的比值。
对于生物处理,HRT要符合相应工艺要求,否则水力停留时间不足,生化反应不完全,处理程度较弱;水力停留时间过长则会导致系统污泥老化。
表1 不同污水处理工艺HRT当处理效果不佳时,可参照设计值进行HRT的校核,校核水力停留时间时,水量应该算上污泥回流量与内回流量等。
若HRT过小,应缓慢减小污水量,过大则缓慢加大污水量。
注意,污水量的增减都应缓慢变动,否则造成系统的冲击负荷;由于污水处理任务艰巨,不要轻易减小进厂污水量,而是在回流量上做出调整。
4 MLSS及MLVSSMLSS为活性污泥浓度,MLVSS为挥发性活性污泥浓度,一般占MLSS的55%~75%,可以概指为污泥中的有机成分。
它们是计量曝气池中活性污泥数量多少的指标。
活性污泥浓度表征生物池中微生物生长平衡情况,活性污泥控制在多少,主要是根据食微比进行核算,一般控制在2000~4000mg/L。
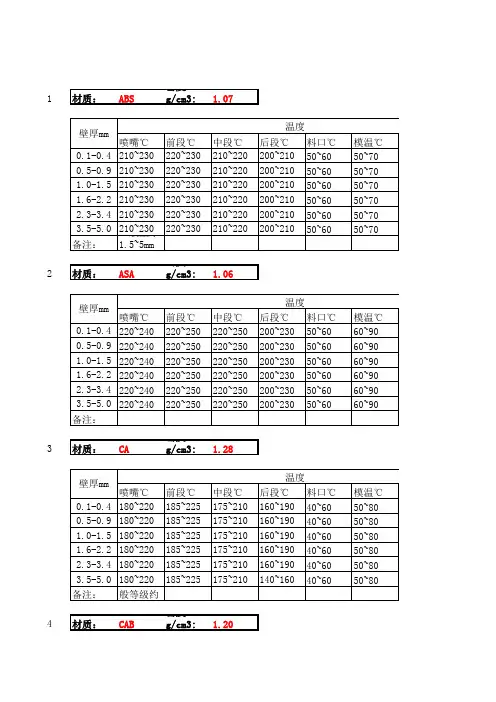
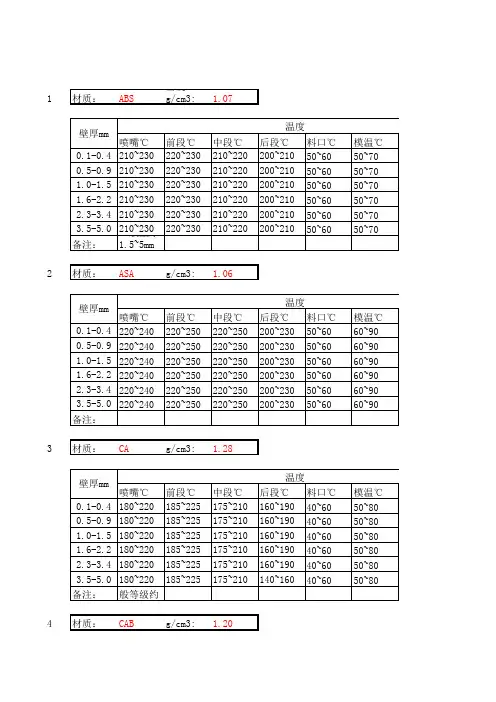
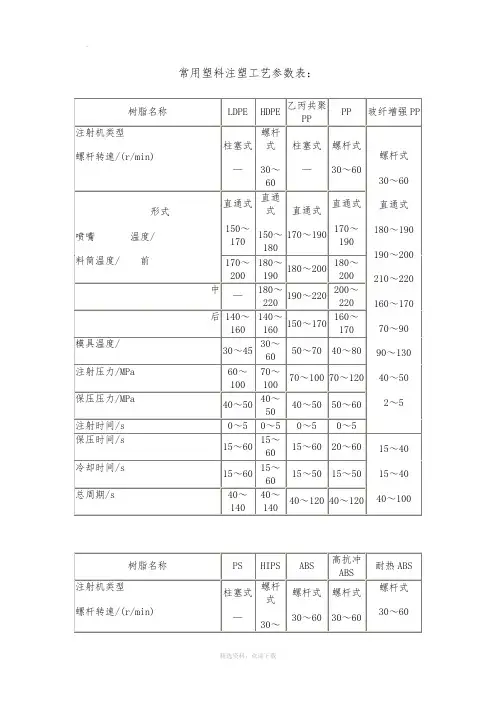
常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
注塑工艺参数标准设定一览表(上中下集)常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
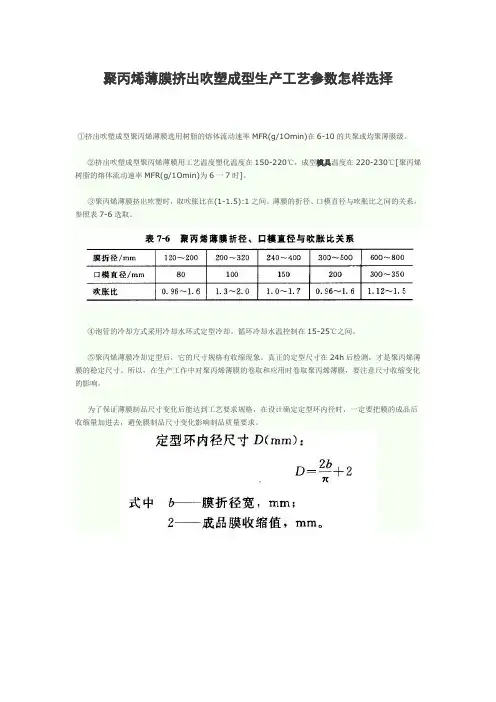
聚丙烯薄膜挤出吹塑成型生产工艺参数怎样选择
①挤出吹塑成型聚丙烯薄膜选用树脂的熔体流动速率MFR(g/1Omin)在6-10的共聚或均聚薄膜级。
②挤出吹塑成型聚丙烯薄膜用工艺温度塑化温度在150-220℃,成型模具温度在220-230℃[聚丙烯树脂的熔体流动速率MFR(g/1Omin)为6一7时]。
③聚丙烯薄膜挤出吹塑时,取吹胀比在(1-1.5):1之间。
薄膜的折径、口模直径与吹胀比之间的关系,参照表7-6选取。
④泡管的冷却方式采用冷却水环式定型冷却。
循环冷却水温控制在15-25℃之间。
⑤聚丙烯薄膜冷却定型后,它的尺寸规格有收缩现象。
真正的定型尺寸在24h后检测,才是聚丙烯薄膜的稳定尺寸。
所以,在生产工作中对聚丙烯薄膜的卷取和应用时卷取聚丙烯薄膜,要注意尺寸收缩变化的影响。
为了保证薄膜制品尺寸变化后能达到工艺要求规格,在设计确定定型环内径时,一定要把膜的成品后收缩量加进去,避免膜制品尺寸变化影响制品质量要求。

吹塑成型这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模 ( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
中文名吹塑成型起源19 世纪30 年代模具阴模方法挤出吹塑、注射吹塑、拉伸吹塑吹塑吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
成型方法不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型,1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13|分类:个人日记 |标签: |字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC 分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:q品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。

1.16.0g胚烘干温度烘干时间色油配比1-5段温度注射压力注射速度储料压力储料速度100-1803~45‰290-330≦140≦99≦140≦992.32.0g胚烘干温度烘干时间色油配比1-5段温度注射压力注射速度储料压力储料速度100-1803~45‰290-330≦140≦99≦140≦993.瓶盖注射压力注射速度储料压力储料速度冷却时间全程计时温度射出时间≦140≦99≦140≦990﹣812﹣18180﹣2402﹣44.达意隆吹瓶机1234567上层温度100﹣200100﹣20050﹣20050﹣20050﹣2000﹣2000﹣200下层温度100﹣200100﹣20050﹣20050﹣20050﹣2000﹣2000﹣200拉伸延时预吹延时二次吹气时间排气时间生产速度高吹延时0﹣0.10﹣0.50.1﹣1.50.1-1.53000-105000﹣0.5 5.国珠吹瓶机可调灯管加温比例12345678 50-10050-10050-1000-1000-1000-1000-1000-100预吹启40.8-314.4预吹停40.8-314.4高吹启76.6-314.4高吹停40.8-314.4排气启40.8-66.5排气停172.0-314.4生产速度3000-10500设定胚温90-120入料温度100-180 6.1出6西力吹瓶机吹气时间设定A B C D E F一次延时0﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.5二次延时0.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.5吹瓶循环时间3-8s吹气时间0.1-2排气时间0.1-1.5电压设定12345678 100﹣200100﹣20050﹣20050﹣20050﹣2000﹣2000﹣2000﹣200 7.1出12西力吹瓶机吹瓶时间设定A1A2A3A4A5A6B1一次延时0﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.5二次延时0.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.5吹气时间0.1-2排气时间0.1-1.58.1出16西力吹瓶机A1A2A3A4A5A6A7一吹延时0﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.5二次延时0.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.5电压设定123456 1100-20050-20050-2000-2000-2000-2002100-20050-20050-2000-2000-2000-2003100-20050-20050-2000-2000-2000-2004100-20050-20050-2000-2000-2000-200吹瓶循环时间3-8s注射时间冷却时间全程计时4﹣60﹣1518﹣28注射时间冷却时间全程计时10﹣160﹣2030﹣4080﹣2000﹣200B2B3B4B5B60﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.5A8B1B2B3B4B5B6B70﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.50﹣0.5 0.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.50.1-0.5B80﹣0.5 0.1-0.5。