铣工的顺铣与逆铣ppt课件
- 格式:ppt
- 大小:1.19 MB
- 文档页数:13



图3-10 顺铣与逆铣何谓顺铣(DOWN CUT)•铣刀会由外至内切削工件。
铣刀是压向工件,使工件贴紧工作台。
•每刃中,碎削厚度由厚至薄, 而刀具所承受切削力由大渐降. 因此切削力, 切削量会由多至少.•多用于CNC及高速加工图3-11 顺铣的特点何谓逆铣(UP CUT)•铣刀会由内至外切削工件。
铣刀是将材料挖离工件,工件被拉离工作台。
•每刃中,碎削厚度由薄至厚, 而刀具所承受切削力由小渐大. 因此切削力, 切削量会由少至多.•多用于切削黑皮,手动铣床.图3-12 逆铣的特点顺銑和逆銑与刀具寿命之关系逆銑(Up cut)逆铣会导致较大震动及磨损,损害切口,因而缩短刀具寿命.顺铣(Down cut)由于在开始啮合时产生较大的冲击力,因此需要刚性较强的刀具,夹具及机床.顺铣会导致较小震动及磨损,因而有较长刀具寿命。
根据上述分析,故选择顺铣加工方式较为合理。
1.毛坯材料硬度高:逆铣较好。
2.毛坯材料硬度低:顺铣较好。
3.机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣。
4.零件内拐角处精加工强烈建议要用顺铣。
5.粗加工:逆铣较好,精加工:顺铣较好。
6.刀具材料韧性好、硬度低:较适应粗加工。
(大切削量加工)7.刀具材料韧性差、硬度高:较适应精加工。
(小切削量加工)1、A顺铣:铣刀对工件作用力F c在垂直方向分力F N始终向下,对工件起压紧作用,切削平稳,适于不易夹紧或细长薄板形工件。
逆铣:垂直分力F N向上,工件需较大的夹紧力。
B顺铣:铣刀刀刃切入工件初,切屑厚度最大,逐渐减小到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
逆铣:切屑厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质量。
此外,刀齿磨损快耐用度降低。
C 顺铣:水平分力F f与工作台进给方向相同,当工作台进给丝杠与螺母间隙较大,工作台易出现轴向窜动。
导致刀齿折断,刀轴弯曲,工件与夹具产生位移甚至机床损坏。

顺铣和逆铣对加工影响
在铣削加工中,采用顺铣还是逆铣方式是影响加工表面粗糙度的重要因素之一。
逆铣时切削力F的水平分力F X的方向与进给运动V f方向相反,顺铣时切削力F的水平分力F X的方向与进给运动V f的方向相同。
铣削方式的选择应视零件图样的加工要求,工件材料的性质、特点以及机床、刀具等条件综合考虑。
通常,由于数控机床传动采用滚珠丝杠结构,其进给传动间隙很小,顺铣的工艺性就优于逆铣。
如图4.24a所示为采用顺铣切削方式精铣外轮廓,图4.24b所示为采用逆铣切削方式精铣型腔轮廓,图4.24c所示为顺、逆铣时的切削区域。
a)顺铣b)逆铣c)切入和退刀区
图4.24 顺铣和逆铣切削方式
同时,为了降低表面粗糙度值,提高刀具耐用度,对于铝镁合金、钛合金和耐热合金等材料,尽量采用顺铣加工。
但如果零件毛坯为黑色金属锻件或铸件,表皮硬而且余量一般较大,这时采用逆铣较为合理。



第一节铣削加工的特点1、效率高由于铣刀是多刃的,相对而言,单位时间内铣削量(即切下的切屑)较多。
特别是随着科学技术的发展,先进的刀具材料和铣削加工设备不断地制造出来,在铣削效率方面都会大副度地提高。
2、加工范围广由于铣削加工的特殊性,它的加工范围非常之广。
它可以加工:1)平面 2)阶台 3)沟槽、键槽、 4)特形面(同时介绍成形铣刀的加工制造和刃磨)5)特形槽(同时介绍特形槽的加工方法) 6)齿轮 7)螺旋槽(简单介绍分度头) 8)离合器9)切断 10)钻、镗孔 11)曲面3、加工精度高经济的加工精度为IT8-IT9,表面粗糙度Ra12.5-1.6。
必要时可达IT5,Ra0.2。
4、振动与噪音较大由于铣刀是多刃刀具,在铣削加工中属不连续切削,会产生一定的冲击和振动,因此噪音较大。
第二节顺铣和逆铣1.顺铣:(以周铣为例,如图2-2)顺铣:down milling图2-2顺铣顺铣是指铣刀的切削速度方向与工件的进给方向相同时的铣削,即当铣刀各刀齿作用在工件上的合力F在进给方向的水平分力Fˊ与工件的进给方向相同时的铣削方式。
2.逆铣逆铣:up milling如图2-3,是指铣刀的切削速度方向与工件的进给方向相反时的铣削,即当铣刀各刀齿作用在工件上的合力F在进给方向的水平分力Fˊ纵与工件的进给方向相反时的铣削方式。
图2-3 逆铣3. 顺铣的优点和缺点1)优点:1. 垂直分量始终向下,有压紧工件的作用,铣削平稳,对加工不易夹紧的细长和薄板形的工件更为适宜。
2. 刀刃切入工件从厚到薄处,刀刃易切入工件,对工件的挤压摩擦小,故刀刃耐用度高,加工出的工件表面质量高。
3. 顺铣时消耗在进给方向的功率较小(约占全功率的6%)2)缺点:A、刀刃从外表面切入,有硬皮或杂质时,刀具易损坏。
B、由于进给方向与水平分力F纵方向相同,当F纵较大时,会拉动工作台,使每齿进给量突然增大,使刀齿拆断或刀轴折弯,造成工件报废或机床损坏。


一、顺铣和逆铣1.周边铣削时的顺铣和逆铣(1)顺铣在铣刀与工件已加工面的切点处,铣刀旋转切削刃的运动方向与工件进给方向相同的铣削(图2-7a);当铣刀切削刃作用在工件上的力F在进给方向上的铣削分力Ff与工件的进给方向相同时的戏削方式称为顺铣(图2-7b)。
(2)逆铣在铣刀与工件已加工面的切点处,铣刀旋转切削刃的运动方向与工件进给方向相反的铣削(图2-8a);当铣刀切削刃作用在工件上的力F在进给方向上的分力Ff与工件进给方向相反时的铣削称为逆铣。
(图2-8b)图2-7顺铣图2-8逆铣2.端面铣削时的顺铣和逆铣端面铣削时,根据铣刀与工件之间的相对位置不同而分为对称铣削和非对称铣削两种。
(1)对称铣削工件处在铣刀中间时的铣削成为对称铣削(图29.铣削时,刀齿在工件的前半部分为逆铣,在进给方向的铣削分力Ff与进给方向相反。
刀齿在工件的后半部分为顺铣,Ff与进给方向相同。
图2-+9对称铣削时,在铣削层宽度较窄和铣刀齿数少的情况下,由于Ff在方向上的交替变化,故工件和工作台容易产生窜动。
另外,在横向的水平分力F。
较大,对窄长的工件易造成变形和弯曲。
所以,对称铣削只有在工件宽度接近铣刀直径时才采用。
(2)非对称铣削工件的铣削层宽度偏在铣刀一边时的铣削成为非对称铣削(图2-10),亦即铣刀中心与铣削层宽度的对称线处在偏心状态下的铣削。
非对称铣削时有顺铣和逆铣两种。
图2-101)非对称逆铣铣削时,逆铣部分占的比例大,在各个刀齿上的Ff之和,与进给方向相反(图2-10a),所以不会拉动工作台。
端面铣削时,切削刃切入工件虽由薄到厚,但不等于从零开始,因而没有像周边铣削时那样的缺点。
从薄处切入刀齿的冲击反而较小,故振动较小。
另外工件所受的垂直铣削梨Fv由与铣削方式无关。
因此在端面铣削时,应采用非对称逆铣。
2)非对称逆铣时,顺铣部分占的比例较大,在各个刀齿上的Ff之和,与进给方向相同(图2-10b),故易拉动工作台。
另外,垂直铣削力Fv又不因顺铣而一定向下。
大中小铣削基础知识(附图)
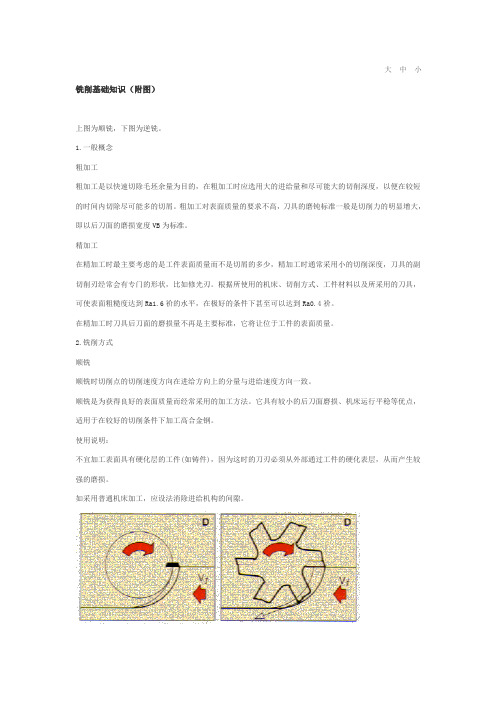
上图为顺铣,下图为逆铣。
1.一般概念
粗加工
粗加工是以快速切除毛坯余量为目的,在粗加工时应选用大的进给量和尽可能大的切削深度,以便在较短的时间内切除尽可能多的切屑。
粗加工对表面质量的要求不高,刀具的磨钝标准一般是切削力的明显增大,即以后刀面的磨损宽度VB为标准。
精加工
在精加工时最主要考虑的是工件表面质量而不是切屑的多少,精加工时通常采用小的切削深度,刀具的副切削刃经常会有专门的形状,比如修光刃。
根据所使用的机床、切削方式、工件材料以及所采用的刀具,可使表面粗糙度达到Ra1.6祄的水平,在极好的条件下甚至可以达到Ra0.4祄。
在精加工时刀具后刀面的磨损量不再是主要标准,它将让位于工件的表面质量。
2.铣削方式
顺铣
顺铣时切削点的切削速度方向在进给方向上的分量与进给速度方向一致。
顺铣是为获得良好的表面质量而经常采用的加工方法。
它具有较小的后刀面磨损、机床运行平稳等优点,适用于在较好的切削条件下加工高合金钢。
使用说明:
不宜加工表面具有硬化层的工件(如铸件),因为这时的刀刃必须从外部通过工件的硬化表层,从而产生较强的磨损。
如采用普通机床加工,应设法消除进给机构的间隙。
逆铣
逆铣时切削点的切削速度方向在进给方向上的分量与进给速度方向相反。
鉴于采用这种方式会产生一些副作用,诸如后刀面磨损加快从而降低刀片耐用度,在加工高合金钢时产生表面硬化,表面质量不理想等,所以的加工中不常使用。
使用说明:必须将工件完全夹紧,否则有抬起工作台的危险。


顺洗和逆洗铣削方法分为两种:端铣和周铣;周铣又分为顺铣和逆铣,周铣时,铣刀接触工件时的旋转方向和工件的进给方向相同的铣削方式叫顺铣;反之,周铣时,铣刀接触工件时的旋转方向和工件的进给方向相反的铣削方式叫逆铣.顺铣,作用垂直分力向下,逆洗垂直分力向上,易翻转工件,发生事故;顺铣刀具寿命长于逆洗一倍;但机床要有防"爬走"装置,因为方向一致,切力大于驱动力和切力小于驱动力有....;材料硬,逆铣,切入时应降速,易打刀;材料软,顺铣;逆铣表面光洁度要好,顺铣要差一点,;机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣零件内拐角处精加工强烈建议要用顺铣。
粗加工:逆铣较好,精加工:顺铣较好顺铣和逆铣的特点:1.顺铣时,每个刀的切削厚度都是有小到大逐渐变化的。
当刀齿刚与工件接触时,切削厚度为零,只有当刀齿在前一刀齿留下的切削表面上滑过一段距离,切削厚度达到一定数值后,刀齿才真正开始切削。
逆铣使得切削厚度是由大到小逐渐变化的,刀齿在切削表面上的滑动距离也很小。
而且顺铣时,刀齿在工件上走过的路程也比逆铣短。
因此,在相同的切削条件下,采用逆铣时,刀具易磨损。
2.逆铣时,由于铣刀作用在工件上的水平切削力方向与工件进给运动方向相反,所以工作台丝杆与螺母能始终保持螺纹的一个侧面紧密贴合。
而顺铣时则不然,由于水平铣削力的方向与工件进给运动方向一致,当刀齿对工件的作用力较大时,由于工作台丝杆与螺母间间隙的存在,工作台会产生窜动,这样不仅破坏了切削过程的平稳性,影响工件的加工质量,而且严重时会损坏刀具。
3.逆铣时,由于刀齿与工件间的摩擦较大,因此已加工表面的冷硬现象较严重。
4.顺铣时,刀齿每次都是由工件表面开始切削,所以不宜用来加工有硬皮的工件。
5.顺铣时的平均切削厚度大,切削变形较小,与逆铣相比较功率消耗要少些(铣削碳钢时,功率消耗可减少5%,铣削难加工材料时可减少14%)。
通俗解释顺铣:所切下来的废料从工件边缘铣出。

铣削加工表2 铣削速度vc的推荐值5.铣削方式(1)周铣用圆柱铣刀的圆周齿进行铣削的方式,称为周铣。
周铣有逆铣和顺铣之分。
图7 周铣方式1)逆铣如图7a所示,铣削时,铣刀每一刀齿在工件切入处的速度方向与工件进给方向相反,这种铣削方式称为逆铣。
逆铣时,刀齿的切削厚度从零逐渐增大至最大值。
刀齿在开始切入时,由于刀齿刃口有圆弧,刀齿在工件表面打滑,产生挤压与摩擦,使这段表面产生冷硬层,至滑行一定程度后,刀齿方能切下一层金属层。
下一个刀齿切人时,又在冷硬层上挤压、滑行,这样不仅加速了刀具磨损,同时也使工件表面粗糙值增大。
由于铣床工作台纵向进给运动是用丝杠螺母副来实现的,螺母固定,丝杠带动工作台移动,由图7a可见,逆铣时,铣削力F的纵向铣削分力。
与驱动工作台移动的纵向力方向相反,这样使得工作台丝杠螺纹的左侧与螺母齿槽左侧始终保持良好接触,工作台不会发生窜动现象,铣削过程平稳。
但在刀齿切离工件的瞬时,铣削力F的垂直铣削分力.是向上的,对工件夹紧不利,易引起振动。
2)顺铣如图7b所示,铣削时,铣刀每一刀齿在工件切出处的速度方向与工件进给方向相同,这种切削方式称为顺铣。
顺铣时,刀齿的切削厚度从最大逐步递减至零,没有逆铣时的滑行现象,已加工表面的加工硬化程度大为减轻,表面质量较高,铣刀的耐用度比逆铣高。
同时铣削力F的垂直分力,始终压向工作台,避免了工件的振动。
顺铣时,切削力F的纵向分力。
始终与驱动工作台移动的纵向力方向相同。
如果丝杠螺母副存在轴向间隙,当纵向切削力大于工作台与导轨之间的摩擦力时,会使工作台带动丝杠出现左右窜动,造成工作台进给不均匀,严重时会出现打刀现象。
粗铣时,如果采用顺铣方式加工,则铣床工作台进给丝杠螺母副必须有消除轴向间隙的机构。
否则宜采用逆铣方式加工。
(2)端铣用端铣刀的端面齿进行铣削的方式,称为端铣。
如图8所示,铣削加工时,根据铣刀与工件相对位置的不同,端铣分为对称铣和不对称铣两种。
不对称铣又分为不对称逆铣和不对称顺铣。