涂层外观质量及附着力检查记录表
- 格式:docx
- 大小:12.97 KB
- 文档页数:1
喷漆外观质量检验标准喷漆外观质量检验标准一、引言喷漆外观质量检验标准适用于对各种产品进行喷漆后的外观质量检验,旨在确保产品外观符合相关要求,并提供一个统一的标准用于检验过程中的评判。
二、术语定义1. 喷漆:指在产品表面均匀喷涂一层漆料,形成一定厚度和颜色的涂层。
2. 外观质量:指产品表面的光洁度、色彩、平整度等外观特征。
3. 检验标准:指根据产品的技术要求和使用要求,制定的用于检验外观质量的准则。
三、外观质量检验项目1. 光洁度检验1.1 表面平整度:检验表面是否平整,是否存在凹凸不平、鼓泡、皱纹等缺陷。
1.2 毛边和划痕:检查表面是否存在毛边和划痕,并记录其长度和深度。
1.3 涂层附着力:通过适当的测试方法,检验涂层与基材之间的附着力。
2. 色彩检验2.1 色差测量:使用色差仪对涂层的颜色与标准颜色进行比较,记录其色差数值。
2.2 颜料分散均匀性:观察涂层中颜料的分散情况,是否存在颜料团块或颜色不均匀的情况。
2.3 光泽度:使用光泽度测量仪测量涂层表面的光泽度,并与标准值进行比较。
3. 包装检验3.1 包装完整性:检查产品包装是否完好无损,是否存在破损、污染等现象。
3.2 标识齐全性:检查产品包装上的标识、说明书等是否齐全、准确。
四、检验标准1. 光洁度检验标准1.1 表面平整度:在产品表面随机选取若干个检测点,使用触摸或目测方式进行检验,根据表面平整度等级评定标准进行评分。
1.2 毛边和划痕:记录毛边和划痕的长度和深度,根据标准进行评定。
1.3 涂层附着力:根据涂层附着力测试的结果,按照附着力等级评定标准进行评定。
2. 色彩检验标准2.1 色差测量:使用色差仪进行测量,根据色差数值和标准色差范围进行评定。
2.2 颜料分散均匀性:对涂层进行目测,根据颜料团块的大小和数量进行评定。
2.3 光泽度:使用光泽度测量仪进行测量,根据测量结果和标准光泽度范围进行评定。
3. 包装检验标准3.1 包装完整性:对产品的包装进行目测,根据破损、污染等情况进行评定。
涂料检验报告表格1. 检验报告概述本报告旨在对涂料样品进行全面的检验和评估,以确保其符合相关标准和要求。
根据涂料质量标准,对以下项目进行检验:外观、粘度、干燥时间、附着力、硬度、耐腐蚀性等。
2. 检验项目及结果2.1 外观外观检验主要观察涂料的颜色、光泽、透明度等特征。
检验结果:涂料外观饱满,颜色均匀一致,无明显色差或颜色偏差。
2.2 粘度粘度测试评估涂料的黏稠程度,不同涂料适用于不同粘度要求的施工方式。
检验结果:涂料粘度为 X 秒。
2.3 干燥时间干燥时间评估涂料在恶劣环境下的干燥性能,确保其能够迅速干燥并形成完整的膜。
检验结果:涂料干燥时间为 X 小时。
2.4 附着力附着力测试评估涂层与基材之间的附着力强度,判断涂料的附着性能。
检验结果:涂层与基材之间的附着力强度符合要求。
2.5 硬度硬度测试评估涂膜表面的硬度,以确保涂膜具有足够的抗刮擦性和耐久性。
检验结果:涂膜硬度符合要求。
2.6 耐腐蚀性腐蚀测试评估涂料在特定腐蚀性介质中的耐蚀性能,以确保其能够在恶劣环境下保持长期的保护效果。
检验结果:涂料在腐蚀性介质中的耐蚀性能达到要求。
3. 结论经过全面的检验评估,涂料样品在以下方面符合相关标准和要求:•外观:颜色均匀一致,无明显色差或颜色偏差。
•粘度:符合要求的粘度。
•干燥时间:满足所需的干燥时间。
•附着力:涂层与基材之间的附着力强度符合标准。
•硬度:涂膜硬度符合要求。
•耐腐蚀性:在腐蚀性介质中的耐蚀性能达到要求。
综上所述,涂料样品在各项检测中均符合质量标准和要求,可以投入使用。
该文档仅涵盖了常见涂料质量检验项目的结果,针对具体需求,可进一步添加其他检验项目和结果。
喷漆工作检测记录表检测项目
检测方法
1. 喷漆表面平整度:采用目视检查和手感触摸的方式进行检测。
2. 喷漆涂层厚度:使用涂层测厚仪进行检测。
3. 喷漆颜色一致性:采用比色卡进行对比检测。
4. 喷漆干燥时间:观察喷漆表面干燥情况,与标准进行对比。
5. 喷漆涂层硬度:使用硬度计进行检测。
6. 喷漆涂层附着力:使用附着力测试仪进行检测。
检测结果记录
检测人员
(检测人员签名):_________
(检测日期):_________
备注
1. 检测过程中发现的问题应及时记录并反馈给施工人员,要求其整改。
2. 检测结果不合格的项目应重新进行喷漆施工,并重新进行检测。
3. 检测记录表应保存完整,以备查阅。

喷漆检验记录范文1.前言喷漆检验是车辆制造过程中非常重要的一环,它关系到车辆的外观质量和使用寿命。
本文将详细记录喷漆检验过程中的各项检测指标和结果。
2.检验项目2.1喷漆涂层厚度使用涂层厚度测量仪对喷漆涂层的厚度进行检测,按照车辆制造商的要求,喷漆涂层的最低厚度为XXmm,最高厚度为YYmm。
通过测量,我们发现该车喷漆涂层的平均厚度为XXmm,各个部位的厚度均在要求范围内。
2.2喷漆涂层硬度采用硬度计对喷漆涂层的硬度进行检测,按照车辆制造商的要求,喷漆涂层的硬度应达到ZZH。
经过测试,我们发现该车的涂层硬度为ZZH,符合要求。
2.3喷漆涂层附着力使用附着力测试仪对喷漆涂层的附着力进行测试。
按照标准要求,涂层的附着力应该达到标准值。
我们测试了该车的涂层附着力,结果显示各个部位的附着力均在要求范围内,没有出现剥离或脱落的情况。
2.4喷漆涂层颜色一致性使用颜色测量仪对喷漆涂层的颜色进行测量,并与标准样品进行对比。
结果显示该车的涂层颜色与标准样品一致,不存在色差。
2.5喷漆涂层表面平整度通过目测和触摸来评估喷漆涂层的表面平整度。
我们对该车进行了仔细观察和触摸测试,发现表面平整度良好,没有出现凹凸或砂眼等问题。
2.6喷漆涂层光泽度采用光泽度测试仪对喷漆涂层的光泽度进行测试。
按照车辆制造商的要求,喷漆涂层的光泽度应达到标准值。
我们测试了该车的涂层光泽度,结果显示各个部位的光泽度都在要求范围内。
3.检验结论通过以上检验项目的测试结果,我们得出以下结论:1)喷漆涂层的厚度、硬度、附着力、颜色、表面平整度和光泽度均符合要求;2)喷漆涂层没有出现剥离、脱落或色差等质量问题;3)喷漆涂层的外观质量良好,符合车辆制造的标准。
4.建议和改进方案在喷漆检验过程中,我们发现需要改进的地方:1)需要加强对喷漆涂层厚度的测试,尽量减小各个部位的厚度差异,以提高涂层的均匀性;2)对涂层硬度和附着力的测试结果需要进行更详细的记录,以备后续使用。
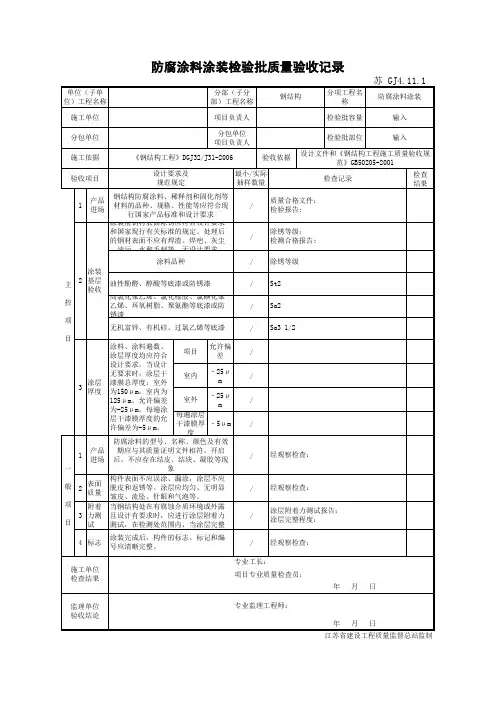
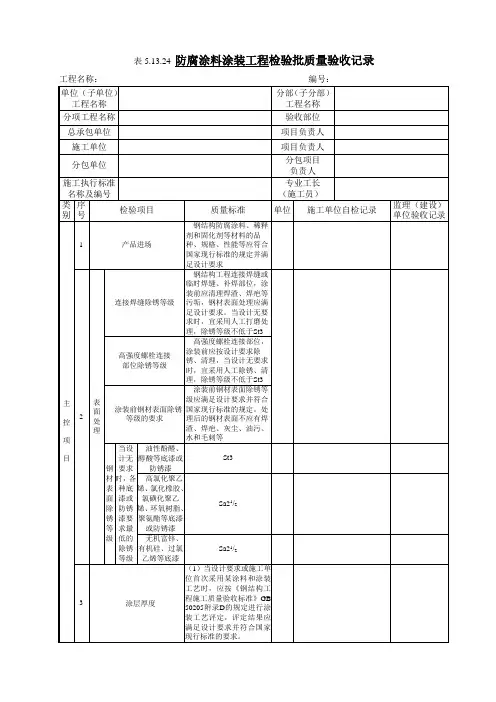
油漆涂料工程检验批质量验收记录表
项目信息
- 项目名称:
- 施工单位:
- 监理单位:
- 检验批编号:
- 检验日期:
检验要求
- 根据相关标准和规范,对油漆涂料工程进行以下质量验收检验:
1. 外观质量检验
- 涂层外观应平整、光滑、无起泡、起皱、剥落等缺陷。
- 涂层颜色应与设计要求一致。
2. 厚度检测
- 对涂料厚度进行测量,并与设计要求进行对比。
3. 附着力检验
- 对涂层与基材之间的附着力进行检验,应符合相关标准要求。
4. 化学性能检验
- 对涂料进行化学性能检验,包括耐油、耐酸碱等指标。
5. 硬度检验
- 使用硬度计对涂层的硬度进行检测。
6. 密度检验
- 对涂料的密度进行测量,与设计要求进行对比。
检验结果
- 经过以上检验,油漆涂料工程的质量验收结果如下:
1. 外观质量
- 外观质量符合要求。
涂层平整、光滑,无起泡、起皱、剥落
等缺陷。
- 颜色与设计要求一致。
2. 厚度
- 涂料厚度符合设计要求。
3. 附着力
- 涂层与基材之间的附着力符合相关标准要求。
4. 化学性能
- 涂料的化学性能符合要求。
5. 硬度
- 涂层硬度符合要求。
6. 密度
- 涂料的密度符合设计要求。
结论
- 综上所述,本次油漆涂料工程的检验批质量验收结果良好,符合相关标准和规范要求。
备注
- 可根据需要在此处记录其他相关信息。
喷漆质量检验标准2010-04-03 13:26 (1)喷漆质量检验标准 (3)油漆标准 (3)油漆外观检验标准 (14)涂装外观质量检查标准 (15)油漆相关质量检验标准 (16)喷漆质量检验标准2010-04-03 13:261.0 目的 (PURPOSE):为增强质检员对产品外观品质标准撑握,提高质检员对产品外观的检验效率和判定准确性,预防不良品流入下工序及因各种标准不清晰使不良品流入客人IQC处,特制定此外观检查通用标准.2.0 范围 (SCOPE):适用于本公司常用原材料、外协加工、进货品、半成品、成品(包括电镀、涂装、喷油)产品外观通用检查。
3.0 职责 (RESPONSIBILITY):3.1 所有质检员:负责对所需检查产品以<<外观检验通用标准指引>>进行检验。
4.0 外观品质检查标准 (BUSYWORK PROCEDURE)4.1 IQC来料检验分板料、卷料和棒料.4.1.1 卷料和板料表面要求光洁、无明显的划痕、无压印、无裂纹、不可有擦不掉的脏污。
卷料分条要均匀不可有扭曲现象。
如有特别要求请参照样板比校后确认。
4.1.2 对于棒料表面要求光洁均称不能有明显的凹痕,切面不能有粗糙的杂粒、凹痕、凸起、砂眼如有特别要求请参照样板比较后确认。
4.2 电镀品表面要求4.2.1 表面要求光洁、不可有起皮、积瘤、起泡、水纹等不良现象,电镀颜色参照色板确认(凹痕、凸起、砂眼原则上属普通外观缺陷允许最大直径≦0.5mm,凹痕、凸起、砂眼内发黑明显属严重缺陷,允许最大直径≦0.25mm,上述普通及严重缺陷必须按AQL国标抽样进行确认,超出规定范围均不可轻易放行出货;必须请示质检部主管级以上人员判定是否可出货时才可放行).另外要求检测镀层厚度和做盐雾试验,个别产品客户要求做上锡测试。
如有特别要求请参照样板比较确认。
4.3 喷涂产品表面要求4.3.1 表面要求不可露底材、刮伤、压痕、污渍、起皮、积瘤、发白等不良现象,喷涂颜色参照客户确认喷涂色板及喷涂首件样板确认;(凹痕、凸起、砂眼原则上属普通外观缺陷者允许最大直径≦0.5mm,凹痕、凸起、砂眼内发黑明显属严重品质不良缺陷,允许最大直径≦0.25mm,上述普通及严重缺陷必须按AQL国标抽样方案进行确认,超出规定范围均不可轻易放行出货;必须请示质检部主管级以上人员判定是否可出货才可放行).另外需检油漆厚度和表面附着力;个别产品客户要求检韧性测试和耐高温测试。
钢结构涂层质量检测报告摘要本报告旨在分析和评估钢结构涂层的质量,并提供相应的检测结果和建议。
通过对材料和涂层的检测,我们能够判断涂层的质量、附着力和耐久性,从而确保钢结构的安全和可靠性。
1. 引言钢结构涂层的质量对于延长钢结构的使用寿命、防止腐蚀和保护钢材的完整性至关重要。
本次检测主要关注涂层的均匀性、附着力和厚度等方面,以确保涂层能够有效地保护钢结构。
2. 测试方法本次检测采用以下方法对钢结构涂层进行质量检测:- 视觉检查:通过目视观察涂层表面,评估其表面平整度、气孔和裂纹情况。
- 黏度测试:使用恒定压力的附着力测试仪,测试涂层的附着力。
- 厚度测量:通过非破坏性测厚仪,对涂层的厚度进行测量。
3. 检测结果以下为本次检测得到的钢结构涂层质量检测结果:- 表面质量:涂层表面平整,无明显气孔和裂纹。
- 附着力:涂层在附着力测试中表现良好,无脱落或剥离现象。
- 厚度:涂层的平均厚度为X毫米,厚度均匀性符合相关标准。
4. 建议基于以上检测结果,我们提出以下建议:1. 维护:定期维护涂层,清除表面污垢和铁锈,保持涂层的完整性。
2. 检测:定期进行涂层质量检测,以及时发现并修复涂层的问题。
3. 保护:在钢结构暴露于恶劣环境下时,考虑采用额外的防腐措施,如使用防腐涂料或阻隔膜。
结论本次钢结构涂层质量检测显示涂层质量良好,符合相关标准和要求。
通过定期的检测和维护,我们可以确保涂层的持久性和钢结构的可靠性。
建议按照上述建议进行后续的维护和保护工作,以确保钢结构的长期使用和安全性。
> 请注意,本文档中的内容均基于钢结构涂层质量检测的结果,并不涉及法律问题。
最终决策应根据具体情况和相关法律法规进行。
压型金属板制作工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:压型金属板墙面安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号: 位置:施工单位:市科华建设有限责任公司日期:压型钢板屋面安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:扭剪型高强度螺栓连接工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:单层钢结构主体结构安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:钢结构安装工程基础和支承面施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:工程名称:冬瓜山维修车间轻钢结构厂房板件号: 检验批号:位置:施工单位:市科华建设有限责任公司日期:管构件制作工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:钢结构防腐涂料涂装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号: 位置:涂装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号: 检验批号:位置:钢零件及钢部件加工工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房构件:梁、桁架预拼装工程施工质量检查记录表工程名称:冬瓜山尾矿综合利用与研究项目-管架构件:2#管柱架多节柱预拼装工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房构件:施工单位:日期:。
附着力测试报告表格篇一:油漆漆面附着力试验报告模板漆面附着力试验报告试验图片及试验结论编制:审核:日期:篇二:检验报告格式_第 1 页共 3 页检验报告检验结果汇总1. 外观检验2.物性检测第 2 页共 3 页日期:日期:日期:第 3 页共 3 页篇三:涂层附着力试验的方法及判定涂层附着力试验的方法及判定涂层的附着力包括两个方面:有机涂层与底材金属表面的附着力(adhesion);有机涂层本身的内聚力(cohesion)有机涂层与金属表面的附着力强度越大越好;涂层本身坚韧致密的漆膜两者共同作用才能更好的阻挡外界腐蚀因子对金属的腐蚀,从而达到对金属的良好的保护。
涂层不能牢固的附着于金属表面,再完好的涂层也起不到作用(adhesion failure);涂层本身内聚力差,漆膜容易开裂(checking、cracking)而失去作用。
以上两者共同决定涂层的附着力,构成决定涂层保护作用的关键因素。
涂层附着力的检测:现场检测实验室检测现场检测:用刀具划X(ASTM D3359 Method A X-cut tape test)或划格法(ASTM D3359 Method B Cross-cut tape test)以及拉开法(ISO 4624 Pull off test for adhesion);实验室检测:划圈法(GB 1720)适用范围:划X法用于干膜厚度高于125μm的情况下;划格法适用于干膜厚度在250μm的情况。
1.划X法(X-cut tape test)测试程序使用工具:美工刀、半透明压敏胶袋:1涂层表面要求清洁干燥,高温和高湿会影响胶带的附着力;○2用美工刀沿直线稳定的切割涂膜至底材,夹角为30°~45°,划线长度约○40mm,交叉点在划线的中间,确保划线至金属底材;3把胶带放在切割线交点处,用手抹平(胶带的颜色可以帮助判断与漆膜的○接触密实程度);4将胶带以180°从漆膜表面撕开,观察涂层拉开后的状态○a.5A 没有脱落;b.4A 沿刀痕有脱落的痕迹;c.3A 刀痕两边都有缺口状脱落达;d.2A 刀痕两边都有缺口状脱落达;e.1A 胶带下X区域内大片脱落;f.脱落面积超过X区域。
涂层附着力检验报告
报告编号: QA-034-A/0零件名称:送检单位:
试样方法/数量:送检日期:
检验项目:试样形状:
零件名称编号油漆牌号涂膜厚度喷涂方式
试验仪器:划格器,附着力专用胶带,放大镜,软毛刷
试验要求:
取未处理的样板,外表面的上部和下部喷涂较均匀的平面部位呈45度-60度角进行划格,切割线数为6*6,间隔为1mm 。
用胶带对划格部份进行粘贴,并用铅笔头平稳的施加压力,使胶带粘紧样板。
待粘紧后,拿住胶带的一端,沿着与其原位置接近60-90度的方向迅速将胶带撕下,并用放大镜检查格子区域涂层的剥落情况,进行评级。
评定标准: 附着力≤2级
参考标准: GB/T 9286 1998
检验结果描述:
判定:
检验员:审核:
日期:日期:。