烙铁温度计内校规范
- 格式:doc
- 大小:50.00 KB
- 文档页数:2
烙铁温度测试器校正作业指导书(ISO9001-2015)1.目的藉由定期校正使仪器维持稳定性,以确保产品质量。
2.范围适用于数字烙铁测试机之校正。
3.校正环境条件3.1温度:23℃±5℃。
3.2相对湿度:55% ±20%RH。
3.3电源:220V/50Hz±5%4.校正周期:一年5.作业内容:5.1校正所需设备:5.2校正项目:温度。
5.3校正前应准备事项5.3.1阅读待校件之相关资料,如:使用手册、说明书…等。
5.3.2校正设备及待校件先在仪校室热机30min以上。
5.3.3确认校正环境在合格的状态下。
5.4校正方法5.4.1参考下图依箭头方向压下待测件上之白色塑料钮,取下烙铁温度测试之Y 型连接线,使之呈开路状态。
5.4.2将温度测试线插头端之+/-极插入Calibrator的TC输出+/-极,测试端之+/-极分别接在待校件温度量测+/-极上。
5.4.3将Calibrator输出欲校正的温度值并记录待测件的显示值。
5.5校正后之处理5.5.1关闭电源,拆除连接线并将标准件收归定位。
5.5.2判判定该校验仪器是否合格:5.5.2.1合格:贴上校验合格卷标,通知使用单位领回。
5.5.2.2不合格:贴上暂停使用卷标,通知该仪器使用单位领回安排检修。
5.5.3整理校正报告并将该仪器此次校正日期、有效日期及校验结果登录于【仪器量规设备校验/保养记录】。
5.6注意事项5.6.1温度校验时若发现温度误差很大且升降之方向相反,应为+/-极接错,只需将+/-极对调即可。
6.判定标准:±3%。
烙铁使用温度测量规范.本文介绍了电烙铁的使用操作规范,包括规范烙铁、焊枪正确使用,提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或太低造成元件损坏和冷表焊,从而提高焊接品质。
同时,延长工具使用寿命,确保和提高产品质量,满足客户需求。
本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。
本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。
工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。
生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。
品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。
生产组长、IPQC/PQC及PE可以不定时做稽核监督。
本文还介绍了一些定义说明,如温控烙铁和可调节温度的电烙铁,以及固定瓦数烙铁和不可调温的电烙铁。
对于可调温度的电烙铁,其使用的实际温度必须在技术部提供的温度范围内。
对于固定瓦数烙铁和不可调温的电烙铁,可以参考温度与瓦数对比表选择合适的烙铁进行焊接作业。
最后,本文介绍了作业流程,包括新产品生产、订定烙铁温度、确定产品在装配焊接时需要的电烙铁的温度范围,确保产品装配品质。
生产制造部按技术部提供温度范围,根据产品材料特性选择合适瓦数的电烙铁进行焊接作业。
作业指导书和检验标准书是生产过程中必不可少的文件记录。
为了保证产品质量,工程技术部需要对首批生产的新产品进行工艺确认和指导。
XXX和品质部也需要按照技术部的标准对生产使用的电烙铁进行实际温度测量,以保证烙铁的温度在规定范围内。
在电烙铁的使用操作规范中,基本技术要求包括保证电烙铁有良好的接地装置和可靠的接地电阻,以及焊接点应润湿充足、光滑,无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊等缺陷。
同时,要合理选用焊料、焊剂和工具,焊接点的基本材料应为共晶体焊锡融合产生的合金导电体。
温度计内校规程
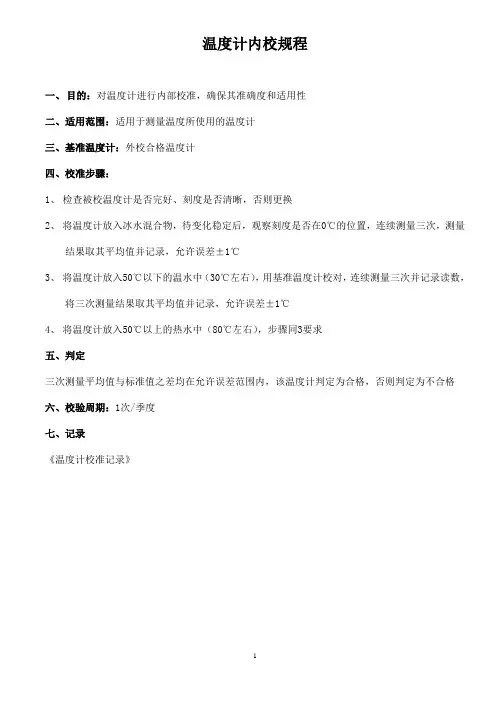
一、目的:对温度计进行内部校准,确保其准确度和适用性
二、适用范围:适用于测量温度所使用的温度计
三、基准温度计:外校合格温度计
四、校准步骤:
1、检查被校温度计是否完好、刻度是否清晰,否则更换
2、将温度计放入冰水混合物,待变化稳定后,观察刻度是否在0℃的位置,连续测量三次,测量
结果取其平均值并记录,允许误差±1℃
3、将温度计放入50℃以下的温水中(30℃左右),用基准温度计校对,连续测量三次并记录读数,
将三次测量结果取其平均值并记录,允许误差±1℃
4、将温度计放入50℃以上的热水中(80℃左右),步骤同3要求
五、判定
三次测量平均值与标准值之差均在允许误差范围内,该温度计判定为合格,否则判定为不合格
六、校验周期:1次/季度
七、记录
《温度计校准记录》
1。
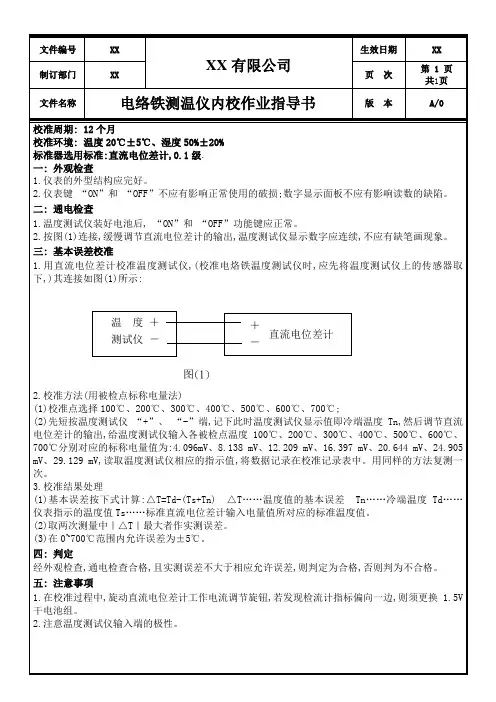
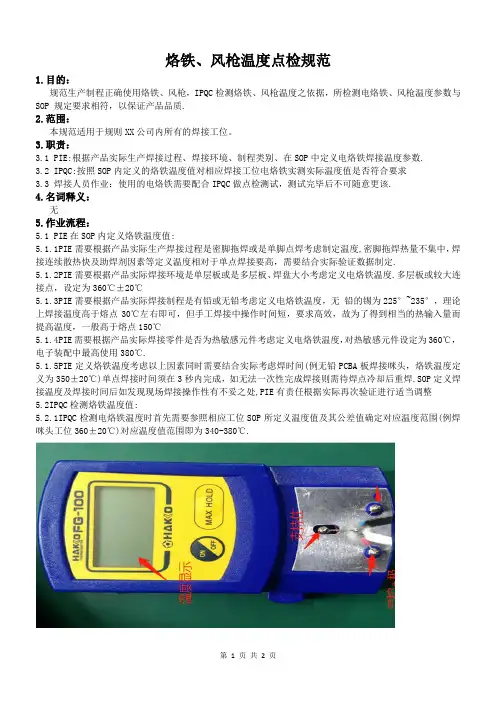
烙铁、风枪温度点检规范1.目的:规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质.2.范围:本规范适用于规则XX公司内所有的焊接工位。
3.职责:3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数.3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该.4.名词释义:无5.作业流程:5.1 PIE在SOP内定义烙铁温度值:5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定.5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃.5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整5.2IPQC检测烙铁温度值:5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.SOP-TD-C-012 A REV.0-2018.03.225.2.2确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见,将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值,然后与室内温度计的温度值进行对比,如果数值差别在±3℃以内,判定温度测试仪OK,可以用于检测烙铁温度。
烙铁温度计操作规范
一.目的:
为了统一规范操作规范,使用检验人员应能按操作规程要求,准确地使用仪器设备。
二.范围
适用于本公司烙铁温度计。
三.程序
3.1.检查仪器电池安装是否正常。
3.2.插上测试插头。
3.3.打开电源,LCD显示正常。
3.4.按测试规定,电烙铁头尖部位置温度进行测试。
3.5.测试完成后,关掉开关,拔掉插头。
四.注意事项
4.1.仪器应放在宽敞、干燥的地方,保证通风散热;环境温度:0 ~ 40℃。
4.2.测量温度范围:0 ~ 600℃,精确度±3℃(在300 ~ 500℃之间)
4.3.未经允许,不能私自调节;
4.4.用完后应对仪器进行清洁。
制定:审核:批准:
修改次数:0 修改日期:第 1 页共1 页。
«公司名称»文件编号WI-QC-19 版本/修订次数A/0文件名称电烙铁使用操作规范分页数/总页数 3 / 3 编制日期«生效日期»1.0目的:规范烙铁正确使用,同时提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。
2.0范围:本规范适用于本公司所有电烙铁(温控/普通)、焊接工具的使用及温度测试指导。
本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。
3.0职责权限:3.1工程部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。
3.2生产部(作业人员/使用单位)负责按规范正确使用电烙铁,按工程部提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。
3.3品质部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。
3.4生产组长、IPQC/PQC及PE工程师可以不定时做稽核监督。
4.0定义说明:4.1温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际温度必须在工程部提供的温度范围内。
4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。
4.2.1标示20-25W,对应焊接温度200-250度;标示30-35W,对应焊接温度250-300度;4.2.2标示40-45W,对应焊接温度280-350度;标示50W,对应焊接温度320-380度;4.2.3标示60W,对应焊接温度320-400度;标示75-80W,对应焊接温度350-400度;4.2.4标示100W,对应焊接温度380-450度。
5.0程序正文:5.1作业流程5.2基本技术要求5.2.1电烙铁必须保证有良好的接地装置和可靠的接地电阻。
(例如3插的恒温烙铁内部有带接地)5.2.2锡焊点应润湿充足、光滑(无铅会略微灰暗)、无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊、等缺陷,。
温度计校验规程1.0目的藉由对量规仪器的校验、保养与维护,以确保结果的一致性、可靠性,促使本公司之量规仪器能有效的使用,并更好的管理。
2.0范围:适用于本公司所有内校量规仪器。
3.0权责:3.1品保单位:3.1.1校验规范的制定、增订与修正。
3.1.2依校验计划执行校验工作。
3.1.3随时巡检,发现量规仪器未经校验管制或校验过期,及时处理。
3.1.4量规仪器发生异常时,督促相关部门追查检验的质量,必要时反应给客户。
3.1.5标准件的评估与请购,标准件的保养。
3.2使用单位:3.2.1量规仪器之日常保养及维护。
3.2.2量规仪器异常状况的反映。
3.2.3指派仪器负责人,协助仪校室管理本部门仪器。
3.3PTE单位:产线量规仪器异常的处理及量规仪器内部保养的执行。
4.0定义:4.1校验:定期将量规仪器与标准仪器作一比较,如误差不在本厂『检测设备允收水平』范围时,将其加以调整,使其恢复到规定的范围。
4.2内校:量规仪器之校验由仪校室执行。
4.3标准件:追溯至“国家二级标准”以上之量规仪器,并作为厂内量规仪器之校验依据。
4.4追溯:籍由一步一步的往上与较精确的标准比较、校验以建立量测仪器、标准物质或测量的有效校验观念,通常最终会参考于国际或国家基准。
4.5合格:量规仪器经校验,其误差值完全符合本厂『检测设备允收水平』。
4.6不合格:量规仪器经校验,其误差值不符合本厂『检测设备允收水平』。
4.7限定使用:量规仪器经校验,其误差值仅有小部份不符合本厂『检测设备允收水平』,且所量测之项目不占重点,输出讯号或量测值仅供参考,不影响质量制定,不做数据管制者。
5.0温度计(Thermometer)校验方法:5.1校验项目:温度(100℃,200℃,300℃,400℃)5.2标准仪器:标准温度计5.3校验步骤:5.3.1确认标准温度计的校验有效期是否过期,过期则不能做标准件使用。
5.3.2将辅助校验仪器电烙铁分别设置到校验点。


页次版本1/1
A
一、图示:
二、使用材料:
序号用量方向颜色12345
恒温烙铁温度校验作业规范
设备名称恒温烙铁
日期
核准审核制定
操作名称恒温烙铁温度校验
文件编号
2014.11.07
操作步骤:
1.将恒温烙铁通上电源,打开电源开关,然后再开启温感仪的电 源开关.
2.等待烙铁温度升高后,将要测量的电烙铁和锡线在温感仪的感应器上 加锡 如图1.
3.观察温感仪上的显示数值稳定后为读取数值,稳定数值是指10S内数值 变化不超过±10℃;(如左图2)
4.允收标准:±10℃,设定标准测试温度300℃、350℃、400℃、450℃.
5.校验合格,应贴上合格标签,填写校验人,校验日期.
6.校验如不合格,设定烙铁温度350℃,用“一”字头或者“十”字头 小型螺丝刀调节烙铁“CAL"内部可调电位器,顺时针(向右)调节为 升温,逆时针(向左)调节为降温,使测试温度值符合设定值标准范围 内为合格.如此动作调节无效则贴不良标签注明原因送修或更换.
7.校验完毕后,清理烙铁,同时将电源关闭,填写相关测试记录.
四、注意事项:
1.校验操作由工程部安排指定人员按要求操作.有铅和无铅不能共用感温头
2.非指定人员请勿随意调节“CAL”校正电位器.
3.定期校验周期为1个月,当更换手柄(发热芯)或烙铁头时
需重新校验温度.
物料名称
规格位置备注一治/工/模具&设备
备注二
锡丝温感仪
校验标签
“一”或“十”小螺丝刀
温控旋钮
校正电位器
℃-摄氏度加热指示灯
校验标签
电源开关
测温。
烙铁、风枪温度点检规范1.目的:规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质.2.范围:本规范适用于规则XX公司内所有的焊接工位。
3.职责:3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数.3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该.4.名词释义:无5.作业流程:5.1 PIE在SOP内定义烙铁温度值:5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定.5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃.5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整5.2IPQC检测烙铁温度值:5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.SOP-TD-C-012 A REV.0-2018.03.225.2.2确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见,将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值,然后与室内温度计的温度值进行对比,如果数值差别在±3℃以内,判定温度测试仪OK,可以用于检测烙铁温度。
烙铁温度计校准规范烙铁温度计校准规范一、定义烙铁温度计校准是检测和调节烙铁温度计仪器和仪表准确性的过程,其目的是为了提高烙铁温度计的精准度,使其能够准确地测量温度。
二、范围本文是烙铁温度计校准的规范,并且需符合下列有限技术要求:1.认证报告必须明确校准所使用的标准仪器的精度和准确性;2.校准仪器必须经过校准,校准到指定的范围内的温度计;3.接收烙铁温度计的校准结果,检验温度计准确性。
三、技术要求1.校准前必须检查烙铁温度计确实处于正常状态,不能有任何损坏或异常,保证温度计正常工作。
2.校准工作必须在一定温度条件下进行,校准室温度一般为18-22℃,湿度范围为45-65%。
3.校准必须采用校准仪器校准,根据烙铁温度计算机首份认证报告中提到的标准值,校准所使用的标准仪器的精度方差来确定。
4.校准期间水温的变化不应超过±10℃,必须属于均匀温度条件。
5.由于温度变化而引起的校准偏差应原则上小于示值误差值,且符合烙铁温度计校准标准。
6.在校准温度变化过程中,需要实时补偿水温或环境温度影响,并保证温度计精度。
四、文件要求1.烙铁温度计校准的认证报告要求完整,报告中包含的内容包括:(1)仪器型号唯一编号;(3)烙铁温度计的标准值;(4)校准过程;(5)有效期截止日期;(6)校准人及校准单位。
2.烙铁温度计校准期限必须1年内,并保留校准认证报告1个月以上。
三、有关事项1.本文准备无不符合烙铁温度计校准规定的安全性要求,但必须遵守国家相关安全规范和法律法规以及使用协议。
2.根据烙铁温度计的特点,确定校准仪器,以确保校准精度。
3.进行烙铁温度计校准前,应对仪表进行维护,检测烙铁温度计的功能合格性,消除不正确的参数;4.校准过程中有任何异常时,应立即停止校准,进行检修;5.校准完成后,需要完成相关的认证报告,记录相关数据;6.在使用烙铁温度计前,根据校准结果对温度计进行相应的调整和校准,并在使用前再次进行核对,以确保温度计精度可以使用。
烙鐵溫度測試儀內校規範1.校正件規格:烙鐵溫度測試儀(0-600℃)。
2.校驗週期:半年。
3.檢驗標準件:烙鐵溫度測試儀(巿質量計量監督檢測所認定合格儀器,儀器編號:C-Q191A-01,出廠編號:0304A0113 )。
4.檢驗環境:溫度10℃~30℃,濕度在40%~75%之間。
5.校驗內容:5.1外觀檢驗:5.1.1目檢傳熱絲、銅柱是否鬆動、斷裂、氧化。
5.1.2目檢顯示屏之數據是否清晰穩定。
5.1.3檢測銅柱移動按鍵能否正常工作。
5.1.4檢驗ON/OFF鍵能否正常工作。
5.1.5做好外殼之7S保養工作。
5.2功能檢驗:5.2.1用待校烙鐵溫度測試儀做常溫測試,觀察其結果與標準件測試之結果是否存在差異。
5.2.2選用一可調試恆溫烙鐵,調整溫度至250℃,穩定后用待校烙鐵溫度測試儀測試,觀察其結果與標準件測試結果是否存在差異。
5.2.3烙鐵溫度調整為450℃,穩定后用待校烙鐵溫度測試儀測試,觀察其結果與標準件測試結果是否存在差異。
5.2.4用待測烙鐵溫度測試儀之測量值減去標準件測量值,即為誤差值。
5.3制定結果:6.檢驗注意事項:6.1測試過程中,烙鐵頭不要用力按壓傳熱絲。
6.2測試結果應在數字顯示穩定后記錄。
6.3如果校驗不合格,則暫停使用、送修或報廢。
6.4檢檢完畢后,應在合格品上貼校驗標簽,並登錄結果。
6.5烙鐵溫度測試儀標準件用完后須妥善保管且每年外校一次。
品質政策:以品質爭取訂單、以服務回饋客戶、以誠信永續經營。
環保政策:開發選用環保材料、製造生產環保產品、持續改進環境績效。
烙铁校验指导书一.目的:针对951SX型烙铁做定期之检查,以确保使用时之正确.二.校验周期:三个月.三.校验项目:温度四.校验仪器要求:数位式温度计(编号:MEGK-001).五.环境条件:室温六.准备事项:1.将烙铁接上电源,打开开关.2.清理烙铁头.七.校验步骤:1.将烙铁温度调至205℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.2.将烙铁温度调至260℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.3.将烙铁温度调至315℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.4.将烙铁温度调至371℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.5.将烙铁温度调至427℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.6.允收标准:±10℃八.注意事项:1.校验后如正常,应贴上校验合格标签(E3-015,附件6.8),签章并填上校验日期及下次校验日期.2.校验如不合格,调整烙铁旋扭内部示值档,使烙铁LCD的显示值与旋扭文件指示值相一致.如此调整动作无效,则需贴上停用标签(E3-015,附件6.10)并注明原因,发暂停使用通知单(E3-015-06REV.01).校验完毕后应关掉电源,将校验合格之仪器设备调整并通知使用单位领回.量测仪器校验记录量测仪器履历表。
电烙铁检验规程
电烙铁校准规程
1 目的
保证电烙铁的性能完好,提高电烙铁操作人员的实际操作工艺水平,并延长电烙铁的使用寿命。
2 适用范围
本公司电烙铁。
3检测工具
高温温度计、万用表、兆欧表、接地电阻测试仪。
3 检测步骤
3.1 一般电烙铁
a:查看烙铁头是否有锈迹,有锈迹用细纹锉刀锉亮,然后插入电源插座通电。
烙铁头渐渐被加热升温,并用高温温度计测量其温度;记录其温度示数,然后在烙铁头均匀涂一层松香,待松香冒烟时再搪上锡,至烙铁头表面均匀镀上层锡为止。
3.2恒温式电烙铁
b: 查看烙铁头是否有锈迹,有锈迹用细纹锉刀锉亮,然后插入电源插座通电。
调节温度旋钮,用温度计测量烙铁头温度,记录相关温度示数;然后在烙铁头均匀涂一层松香,待松香冒烟时再搪上锡,至烙铁头表面均匀镀上层锡为止。
3.3用万用表校验电烙铁电热丝的阻值:用万用表的两表笔测量电烙铁的两根电源线之间的电阻,记下阻值。
3.4用兆欧表校验电烙铁的绝缘电阻:用兆欧表测量①两根电源线与地线之间的绝缘电阻;②两根电源线与金属壳之间的绝缘电阻;③两根电源线与绝缘手柄之间的绝缘电阻
3.5用接地电阻测试仪校验电烙铁的接地电阻:测量金属壳与地线之间的接地电阻
4 注意事项
4.1 勿触摸电烙铁金属部分,小心高温烫伤;
4.2 检测完电烙铁需在烙铁头表面均匀镀上层锡。