科技成果——太阳能硅片电磨削多线切割技术及装备
- 格式:docx
- 大小:17.75 KB
- 文档页数:3
硅片是半导体和光伏领域的主要生产材料。
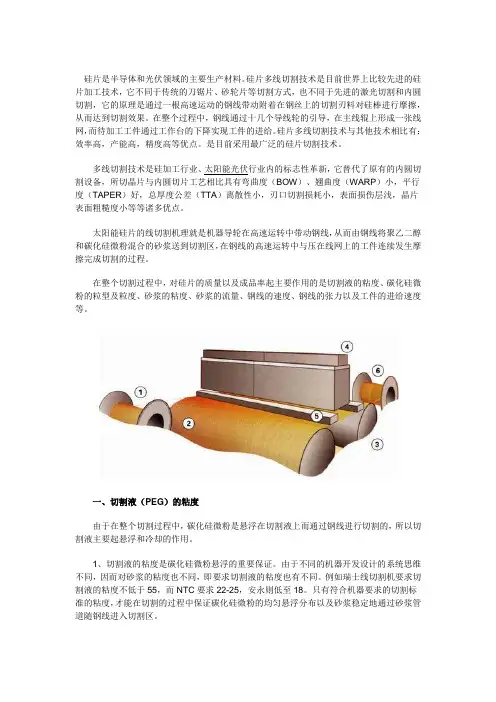
硅片多线切割技术是目前世界上比较先进的硅片加工技术,它不同于传统的刀锯片、砂轮片等切割方式,也不同于先进的激光切割和内圆切割,它的原理是通过一根高速运动的钢线带动附着在钢丝上的切割刃料对硅棒进行摩擦,从而达到切割效果。
在整个过程中,钢线通过十几个导线轮的引导,在主线辊上形成一张线网,而待加工工件通过工作台的下降实现工件的进给。
硅片多线切割技术与其他技术相比有:效率高,产能高,精度高等优点。
是目前采用最广泛的硅片切割技术。
多线切割技术是硅加工行业、太阳能光伏行业内的标志性革新,它替代了原有的内圆切割设备,所切晶片与内圆切片工艺相比具有弯曲度(BOW)、翘曲度(WARP)小,平行度(TAPER)好,总厚度公差(TTA)离散性小,刃口切割损耗小,表面损伤层浅,晶片表面粗糙度小等等诸多优点。
太阳能硅片的线切割机理就是机器导轮在高速运转中带动钢线,从而由钢线将聚乙二醇和碳化硅微粉混合的砂浆送到切割区,在钢线的高速运转中与压在线网上的工件连续发生摩擦完成切割的过程。
在整个切割过程中,对硅片的质量以及成品率起主要作用的是切割液的粘度、碳化硅微粉的粒型及粒度、砂浆的粘度、砂浆的流量、钢线的速度、钢线的张力以及工件的进给速度等。
一、切割液(PEG)的粘度由于在整个切割过程中,碳化硅微粉是悬浮在切割液上而通过钢线进行切割的,所以切割液主要起悬浮和冷却的作用。
1、切割液的粘度是碳化硅微粉悬浮的重要保证。
由于不同的机器开发设计的系统思维不同,因而对砂浆的粘度也不同,即要求切割液的粘度也有不同。
例如瑞士线切割机要求切割液的粘度不低于55,而NTC要求22-25,安永则低至18。
只有符合机器要求的切割标准的粘度,才能在切割的过程中保证碳化硅微粉的均匀悬浮分布以及砂浆稳定地通过砂浆管道随钢线进入切割区。
2、由于带着砂浆的钢线在切割硅料的过程中,会因为摩擦发生高温,所以切割液的粘度又对冷却起着重要作用。
大尺寸硅片超精密磨削技术与装备
随着半导体行业的不断发展,对硅片的要求也越来越高。
大尺
寸硅片的超精密磨削技术与装备成为了半导体制造过程中的关键环节。
硅片是半导体制造的基础材料,其表面的平整度和精度直接影
响到芯片的性能和产能。
因此,超精密磨削技术与装备在半导体制
造中扮演着至关重要的角色。
超精密磨削技术是指在高速旋转的磨料轮和硅片之间通过高精
度的控制,实现对硅片表面进行微米甚至纳米级的磨削加工。
这种
技术要求磨削设备具备高速、高精度、高稳定性和高自动化等特点。
在大尺寸硅片的磨削加工中,传统的磨削设备已经无法满足对加工
精度和效率的要求,因此需要引入先进的超精密磨削技术与装备。
目前,国内外在大尺寸硅片超精密磨削技术与装备方面进行了
大量研究和开发。
例如,采用高速旋转的磨料轮和先进的控制系统,实现了对硅片表面的微米级甚至纳米级的磨削加工。
同时,还利用
先进的三维测量技术和自动化装备,实现了对硅片表面形貌和精度
的在线监测和控制,从而保证了加工质量和稳定性。
大尺寸硅片超精密磨削技术与装备的发展,不仅推动了半导体
制造技术的进步,也为半导体行业带来了更高的产能和更优质的产品。
随着半导体行业对硅片加工精度和效率要求的不断提高,大尺
寸硅片超精密磨削技术与装备必将在未来发挥着越来越重要的作用。
我们期待着这一领域的技术不断创新,为半导体行业的发展带来更
多的可能性和机遇。
doi:10.16576/j.cnki.1007-4414.2018.05.036NTC442多线切割设备的设计改造∗谢燕琴(江西工业工程职业技术学院ꎬ江西萍乡㊀33700)摘㊀要:硅片是太阳能电池的核心材料ꎮ制造硅片主要设备是NTC442多线切割设备ꎮNTC442多线切割设备采用了游离的切削模式ꎬ这种切削模式切削速度慢ꎬ切削质量差ꎮ针对这种情况ꎬ将对NTC442多线切割设备的游离切削模式改造成金刚石线的切削模式ꎬ改造了切割室ꎬ设计了主轴㊁匹配了轴承ꎮ改造后的设备ꎬ保证了硅片的质量㊁精度ꎬ提高了生产效率ꎬ应用前景十分广阔ꎮ关键词:太阳能硅片ꎻ游离磨料ꎻ多线切割ꎻ切削模式中图分类号:U463㊀㊀㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀㊀㊀文章编号:1007-4414(2018)05-0111-02DesignandModificationoftheNTC442Multi-LineCuttingEquipmentXIEYan-qin(JiangxiVocationalCollegeofIndustryandEngineeringꎬPingxiangJiangxi㊀337000ꎬChina)Abstract:SiliconwaferisthecorematerialofsolarcellsꎬandthemainequipmentformanufacturingsiliconistheNTC442multi-linecuttingmachine.YettheNTC442multi-linecuttingmachineadoptsfreecuttingmodeꎬwhichhasslowcuttingspeedandpoorcuttingquality.ForthissituationꎬthefreecuttingmodeofNTC442multi-linecuttingequipmentischangedin ̄tothediamondcuttingmodeꎬthecuttingchamberistransformedꎬthemainshaftisdesignedꎬandthebearingismatched.Themodifiedequipmentensuresthequalityandprecisionofthesiliconwaferandimprovestheproductionefficiency.Theapplica ̄tionprospectoftheequipmentwillbeverybroad.Keywords:solarwaferꎻfreeabrasiveꎻmulti-linecuttingꎻcuttingmode0㊀引㊀言绿色制造和绿色加工是现在世界各个国家重点突破的难题ꎮ为了平衡环境和能源问题ꎬ太阳能的开发是越来越被各个国家重视ꎮ硅片是制造晶硅太阳能电池的核心材料ꎬ其品质的好坏将直接影响到后续电池片的制造工艺㊁制造成本及光电转化效率[1]ꎮ未来太阳能电池ꎬ尤其时高效太阳能电池对硅片的表面完整性要求越来越高ꎬ更高的尺寸精度和更好的表面质量将是未来太阳能硅片的发展趋势[2]ꎮ近几十年来ꎬ国内外的专家学者一直对硅片的制造方法和工艺不断研究和改进ꎬ硅片的品质不断提升ꎬ但成本高ꎮ本文将对已有的设备NTC442多线切割设备进行改造ꎬ改变切削了模式ꎬ改造了切割室ꎬ设计了主轴㊁匹配了轴承ꎮ1㊀游离砂浆切割模式与金刚线切割模式NTC442多线切割设备是加工太阳能硅片的主流设备ꎬNTC442多线切割设备的工作模式是采用了游离砂浆切割技术ꎮ游离砂浆切割属于 三体(即磨粒㊁硅棒㊁工件) 加工ꎮ在切割过程中ꎬ切割线施加在磨粒上的力带动磨粒沿切削表面做滚动ꎬ同时切割线压挤磨粒嵌入到切削表面ꎬ形成表面裂纹ꎬ从而达到切割的作用[3]ꎬ如图1ꎮ图1㊀游离砂浆切削㊀㊀游离砂浆切割的平均切削速度是0.39mm/minꎬ损伤层达到11~15μmꎬ切口损耗120~150μmꎬ硅片最小厚度160μmꎬ切出的表面粗糙ꎬ没有硅片的切割方向锯痕ꎬSiC摩擦硅片距离较短ꎬ易产生随机的凹凸坑ꎮ金刚线切割(如图2)是太阳能硅片加工的另一种模式ꎬ以金刚线上固结金刚石进行高速切削加工来实现硅棒材料的切除ꎬ平均切削速度可达到1.3mm/minꎬ约为游离砂浆切割速度的4倍ꎬ损伤层6~8μmꎬ切口损耗80~120μmꎬ硅片最小厚度120μmꎬ切出的表面光滑[4]ꎮ对于太阳能硅片加工单位要重新购买金刚线切割机大概需要200-300万/台ꎬ而将NTC442多线切割设111机械研究与应用 2018年第5期(第31卷ꎬ总第157期)㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀设计与开发∗收稿日期:2018-07-31作者简介:谢燕琴(1980-)ꎬ女ꎬ江西抚州人ꎬ副教授ꎬ硕士ꎬ研究方向:机械电子工程ꎮ备的游离砂浆切割模式改造成金刚线切割模式只需4万元/台ꎬ为了减少投资ꎬ降低成本ꎬ解决现有状况ꎬ各单位NTC442多线切割设备的改造迫在眉睫ꎮ图2㊀金刚线切削2㊀NTC442多线切割设备的改造NTC442多线切割设备的游离砂浆切削模式改造成金刚实线切割模式ꎬ要从以下几个方面进行改造:①切割室的改造ꎬ两轴变三轴 增加中心主辊ꎻ②轴承的设计ꎻ③工作台的设计ꎻ④切削液的选择ꎻ⑤接地报警ꎻ⑥过线滑轮等等ꎬ前两方面的改造是关键ꎮ2.1㊀切割室的改造NTC442多线切割设备的线网支撑面是通过两根主辊(也称为主槽轮ꎬ中心距离为600mm)支撑钢线达到切割的目的ꎬ如图3ꎮ由于两主辊的中心距离较远ꎬ钢线线速较快ꎬ而钢线的直径只有120μmꎬ稳定性差ꎬ在主辊之间易产生晃动ꎬ切削的硅片品质难以控制ꎮ因此ꎬ需要在两根主辊之间增加中心主辊ꎬ如图4ꎮ建立的三维模型如图4所示ꎮ图3㊀改造前的切割式㊀㊀㊀图4㊀改造后的切割式2.2㊀中心主辊的设计在加工过程中ꎬ中心主辊起到支撑线网和提供一定的切入角的作用ꎬ受力主要是金刚石线对它的压力(压力是均匀分布ꎬ且有一定的斜度ꎬ即有径向力和轴向力)ꎬ还受到金刚石线的摩擦力ꎬ以及轴承对其的支撑力ꎮ每根金刚石线的张紧力要达到13Nꎬ槽轮上最多可以均匀绕1500圈金刚石线(切片的数量最多1500片)ꎬ所以选择的材料为38CrMoAlꎬ设计的尺寸如图5ꎮ图5㊀中心主辊的尺寸2.3㊀轴承的选择金刚线在切片的时候ꎬ要求切片精度高ꎬ速度快ꎮ另外ꎬ在水平面上ꎬ金刚线绕线成一定斜度ꎬ要承受轴向力ꎮ在铅垂面上ꎬ中心主辊略高于左右主辊(大约高2mm)ꎬ承受一定的径向压力ꎮ综上所述ꎬ在选择轴承时候ꎬ后端用来定位并保证一定的加工灵敏度ꎬ选择三个单列的角接触轴承ꎬ型号为SKF7208Cꎬ前端用来承受较大的力ꎬ选择两个圆柱滚柱轴承ꎬ型号为SKFNU208Eꎬ安装后的效果ꎬ如图6ꎮ图6㊀轴承安装图3㊀结㊀论NTC442多线切割设备的游离切削模式改造成金刚石线的切削模式ꎮ改造后的设备ꎬ不仅提高了硅片的质量㊁精度以及企业生产效率ꎬ还节约了原材料和能源消耗ꎬ很大程度地提高经济效益ꎬ更好地满足了企业需求ꎬ为企业赢得了效益ꎮ参考文献:[1]㊀鲍官培ꎬ周㊀翟.太阳能硅片游离磨料电解磨削多线切割表面完整性研究[J].机械工程学报ꎬ2016ꎬ26(4):80-83.[2]㊀邱明波ꎬ黄因慧ꎬ刘志东ꎬ等.太阳能硅片制造方法研究现状[J].机械科学与技术ꎬ2008ꎬ27(8):1017-1020.[3]㊀靳永吉.线锯切割失效机理的研究[J].电子工业专用设备ꎬ2006ꎬ142(3):24-27.[4]㊀徐㊀伟ꎬ王英民.金刚石多线切割设备在SiC晶片加工中的应用[J].电子工艺技术ꎬ2012ꎬ12(4):60-63.211 设计与开发㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第5期(第31卷ꎬ总第157期) 机械研究与应用。

北京航空航天大学科技成果——皮秒激光减薄切割多晶硅片的一体化加工技术成果简介硅片在半导体器件领域中应用广泛,随着电子产品对高性能、多功能和小型化的需求推动了集成电路(IC)封装技术的发展,需要对硅片进行背面减薄加工。
硅片背面减薄技术有很多种,如磨削、抛光、干式抛光、电化学腐蚀、湿法腐蚀、等离子辅助化学腐蚀和常压等离子腐蚀等。
目前,金刚石砂轮的超精密磨削技术在硅片工业减薄加工中广泛应用,该技术通过砂轮在硅片表面旋转施压、损伤、破裂、移除而实现硅片减薄。
但是,工艺中不可避免引入损伤,降低器件可靠性和稳定性,同时超精密磨削减薄技术面临着高加工质量和高加工效率的突出矛盾。
随着激光加工技术的不断发展,它已经开始应用于硅片的工业生产中。
利用光纤激光精密切割单晶硅;利用激光在柔性和刚性衬底上沉积非晶硅薄膜;利用激光进行硅片表面退火;利用激光清洗硅片表面杂物;飞秒激光扫描硅表面诱导形成微结构;晶体硅片上的激光打孔等都已进行过研究或应用。
该项目针对硅片减薄这一工程问题,尝试使用皮秒激光进行多晶硅片的减薄切割一体化加工,避免了机械磨削的表面损伤,降低硅片生产的碎片率,提高加工效率和质量,而且还会减少化学试剂的使用,有利于提高硅片生产的环保性。
技术优势1、使用皮秒激光减薄切割硅片一体化加工工艺,大大提高了硅片的加工速度和精度,有望在实际生产中提高生产效率,节约生产成本,提高经济效益。
2、利用皮秒激光减薄原始厚度200μm左右多晶硅片,可以使其最大减薄量达到100μm,减薄效果明显。
3、利用激光直写系统,可以通过改变皮秒激光参数如功率、频率、加工次数、扫描速度等进行精确控制,能得到不同减薄量和不同形状的硅片,相对传统的机械减薄方法加工更加方便安全,适用范围也更广。
MB、HCT、NTC和安永线切割机在太阳能硅片切割中对硅片切割液和砂浆的要求由于近几年来中国的太阳能硅片切割行业异常火爆,2008年日本的另一个太阳能硅片多线切割机品牌--安永,也开始在国内崭露头脚,并且大打节省成本牌,鼓吹技术有多优越,多先进。
但是,从国内用户的使用效果来看,和NTC以及瑞士的MB和HCT比,安永在中国确实存在着明显水土不服的情况。
因为在中国多线切割机最早是用在半导体的切割中,故那时只有瑞士的MB和HCT,由于瑞士线切割机的系统思维特别强调动力与环保,从而使得这类机器在切割过程中对砂浆粘度的要求比较高,最直接的体现就是要用油性的切割液,体现在切割液的原材料上就是必须用聚乙二醇,否则,机器的动力就会形成多余的浪费。
而NTC是在太阳能行业兴起之际,日平公司抓住了机会,模仿瑞士的线切割机设计生产的,只是把瑞士机器的精密性改的乱七八糟,无形中适应了追求效率的高速发展的太阳能硅片切割行业,尤其是适应了中国太阳能硅片切割行业的兴起,从而迅速占据了中国市场的老大,份额达到了65%左右。
但是,该公司有一点做的比较好,虽然将机器的动力系统和装机功率降低了很多,可对机器在切割液的使用上沿用了瑞士机的标准。
油性切割液的切割效率和切出来的片子的表面要普遍好于水性液切割液,但是由于日本线切割机的轻便性能,使得他用油性液会对他的功率造成一种负担,所以日本人开发出了这种水性切割液。
无论成本还是在日本机上的使用都比较符合,并且易于回收。
这样NTC的机器油性切割液和水性切割液都可以使用。
而安永线切割机的切割功率极其的小,不仅不能用油性的切割液,就是目前国内水性的切割液都没办法很好地使用。
由于它的砂浆泵功率只有0.75KW,使得它的一系列切割技术数据都必须满足小功率的要求:1、动力系统:安永机器的平均线速只有8.4米/秒,远低于NTC的10.5-11米/秒,更低于MB的13米/秒。
这种要求直接导致了安永机器必须用相当低粘度的切割液,切割液本身的粘度低至不到20,砂浆粘度不超过150,大大限制了机器的砂浆流量,降低了切割效率。
太阳能光伏电池硅片切割技术硅片切割是太阳能光伏电池制造工艺中的关键部分。
该工艺用于处理单晶硅或者多晶硅的固体硅锭。
线锯首先把硅锭切成方块,然后切成很薄的硅片。
(图1)这些硅片就是制造光伏电池的基板。
图 1.硅片切割的3个步骤:切料, 切方和切片硅片是晶体硅光伏电池技术中最昂贵的部分,所以降低这部分的制造成本对于提高太阳能对传统能源的竞争力至关重要。
本文将对硅片切片工艺、制造业的挑战和新一代线锯技术如何降低切片成本做一个概述。
线锯的发展史第一台实用的光伏切片机台诞生于1980年代,它源于Charles Hauser 博士前沿性的研究和工作。
Charles Hauser 博士是瑞士HCT切片系统的创办人,也就是现在的应用材料公司PWS精确硅片处理系统事业部的前身。
这些机台使用切割线配以研磨浆来完成切割动作。
今天,主流的用于硅锭和硅片切割的机台的基本结构仍然源于Charles Hauser 博士最初的机台,不过在处理载荷和切割速度上已经有了显著的提高。
切割工艺现代线锯的核心是在研磨浆配合下用于完成切割动作的超细高强度切割线。
最多可达1000条切割线相互平行的缠绕在导线轮上形成一个水平的切割线“网“。
马达驱动导线轮使整个切割线网以每秒5到25米的速度移动。
切割线的速度、直线运动或来回运动都会在整个切割过程中根据硅锭的形状进行调整。
在切割线运动过程中,喷嘴会持续向切割线喷射含有悬浮碳化硅颗粒的研磨浆。
图 2. 硅块通过切割线组成的切割网.硅块被固定于切割台上,通常一次4块。
切割台垂通过运动的切割线切割网,使硅块被切割成硅片(图2)。
切割原理看似非常简单,但是实际操作过程中有很多挑战。
线锯必须精确平衡和控制切割线直径、切割速度和总的切割面积,从而在硅片不破碎的情况下,取得一致的硅片厚度,并缩短切割时间。
减少硅料消耗对于以硅片为基底的光伏电池来说,晶体硅(c-Si)原料和切割成本在电池总成本中占据了最大的部分。
太阳能电池片切割加工太阳能电池板作为可再生能源的代表,在当今发展的环境保护意识日益提升的现状下,成为了热门的能源之一。
而太阳能电池片切割加工作为太阳能电池板的关键环节,也备受各个领域的关注。
1. 切割加工的原理太阳能电池板主要由硅制成,而硅是一种半导体材料,具有特殊的电导性能和光学特性,因此需要特殊的切割加工来制作成电池片。
而太阳能电池片切割加工主要采用的技术是机器切割和激光切割。
机器切割主要采用磨料切割和金刚石切割两种方式。
其中磨料切割是通过一定的磨料在高速旋转的方式下切割硅片,而金刚石切割则是通过金刚石做的切割刀片切割硅片。
而激光切割主要通过高能量激光束在硅片上进行切割,可以实现高质量、高效率的切割。
2. 切割加工的优势切割加工技术的发展,使得太阳能电池板制作过程变得更加高效、精准,而且还具有以下优势:(1) 制作速度快:机器切割和激光切割技术都可以实现高速切割,大大缩短了制作周期;(2) 制作精度高:机器切割和激光切割技术都具有高精度,可以实现更精准的切割,提高了电池效率;(3) 节约成本:机器切割和激光切割技术的自动化程度高,可以实现工人的省力制作,同时可以减少废料的产生,节省了成本。
3. 切割加工中需要注意的事项切割加工虽然具有很多优势,但是在切割的过程中也需要注意一些事项:(1) 合理选用切割工具:不同硅片需要不同的切割工具,因此需要根据实际情况进行选择;(2) 切割速度不能过快:切割速度过快容易导致硅片裂开或者出现其他问题,需要适当区分速度;(3) 切割精度要求高:太阳能电池片的制作需要切割精度相当高,因此在切割的过程中要特别注意。
4. 切割加工未来发展趋势随着国内外太阳能电池板制作行业的发展,太阳能电池片切割加工技术也在不断的创新和提高。
未来的发展趋势主要是:(1) 自动化生产:由于机器切割和激光切割具有自动化程度高的特点,未来的生产趋势也会向着自动化的方向发展;(2) 应用更广泛的材料:目前太阳能电池板的主要材料为硅片,但是未来随着新材料的开发和应用,太阳能电池板的切割加工技术也会相应的进行创新和提高。
光伏硅片多线切割机技术要求
以下是 8 条关于光伏硅片多线切割机技术要求:
1. 这机器的切割精度得超高才行啊!就好比射箭要射中靶心一样,不能有丝毫偏差。
你想啊,如果精度不够,那切出来的硅片不就不达标了吗?咱可不能要这样的!
2. 它的稳定性那必须杠杠的呀!就像一个可靠的老伙计,不能关键时刻掉链子。
要是机器不稳定,一会儿好一会儿坏,这不是让人抓狂嘛!
3. 切割速度可不能慢呀!就如同跑步比赛,谁不想快点到终点呢。
速度太慢,那得浪费多少时间和成本啊,这可不行!
4. 这机器的兼容性也得强吧!就像一个全能选手,啥样的材料都能应对。
要是兼容性不好,那好多工作都没法开展,多闹心!
5. 维护是不是得方便简单呀!不能像个娇贵的公主,动不动就出问题还难伺候。
好维护的机器才能让我们用得省心省力呀!
6. 噪音可别太大了呀!不然吵得人脑袋疼。
想想看,要是跟在工地上似的,谁受得了呀!咱得要个安静干活的环境。
7. 能耗要低低低呀!这可关乎着成本呢。
总不能像个电老虎似的,拼命耗电吧。
那我们的钱包可受不了啊!
8. 操作得简单易懂呀!不能搞得跟个复杂的谜题似的。
要是操作太复杂,谁有那么多精力去研究呀。
我觉得光伏硅片多线切割机就得满足这些技术要求,不然真的没法好好干活呀!。
一种太阳能硅片金刚线切割液,其制备方法及用途
制备方法:
1. 准备材料:太阳能硅片金刚线切割液的制备需要以下原料:工业级有机溶剂、金刚砂颗粒、表面活性剂等。
2. 溶剂混合:将工业级有机溶剂和表面活性剂按一定比例混合均匀,制备溶剂溶液。
3. 悬浮金刚砂:将金刚砂颗粒加入溶剂溶液中,通过搅拌使金刚砂颗粒均匀悬浮于溶液中。
4. 过滤和浓缩:使用滤纸或滤网过滤出悬浮液中的杂质,然后通过蒸发或其他手段将悬浮液浓缩,得到太阳能硅片金刚线切割液。
用途:
1. 金刚线切割:太阳能硅片金刚线切割液可用于太阳能硅片的切割加工,金刚线在液中能更好地发挥其切割效果,提高切割质量和效率。
2. 清洗和除杂:太阳能硅片金刚线切割液具有良好的溶解和清洗能力,可用于清洗太阳能硅片表面的杂质和污染物,提高太阳能电池的质量和效率。
3. 表面处理:太阳能硅片金刚线切割液中的金刚砂颗粒能够对硅片表面进行微刻处理,使其表面更加平整和光滑,提高太阳能电池的光能吸收效果。
4. 防腐蚀:太阳能硅片金刚线切割液中的活性剂具有防腐蚀作用,可保护硅片表面不受腐蚀和氧化。
总之,太阳能硅片金刚线切割液是一种用于太阳能硅片切割和
表面处理的溶剂溶液,具有清洗、除杂、表面处理和防腐蚀等多种用途。
科技成果——太阳能硅片电磨削多线切割技术及装备
技术开发单位南京航空航天大学
技术简介
太阳能硅片多线切割机是一种大型、复杂、精密的核心光伏制造装备,长期依赖进口。
目前,国外已能采用多线切割的方法生产出面积较大而又较薄的硅片(300mm×300mm),但由于仍属于非刚性切割,在切割过程中切割线必然产生变形从而不断产生瞬间的冲击作用,要使目前的大尺寸硅片厚度和切割损耗进一步降低,实现低成本高效切割,技术难度相当大。
因此针对现阶段国内外晶硅太阳能电池的制造技术瓶颈,寻求解决降低成本和提高光电转换效率的有效方法和途径,2009年,技术开发单位基于硅片磨削/电解多线切割原理,发明一种低宏观切削力、少机械损伤的太阳能硅片电磨削多线切割新方法。
从太阳能级晶硅表面能带结构、载流子扩散方式及磨料滚动切割特性入手,掌握了硅片的机械磨削复合微区电化学钝化(或腐蚀)材料去除和绒面形成机制,建立了全新的太阳能硅片高效低成本加工体系。
采用较低电导率的水性切削液,外加低压连续(或脉冲)直流电源,基于机械磨削和电解复合加工原理,降低宏观切削力,实现大尺寸超薄硅片的磨削/电解复合多线切割,从而满足光伏产业的生产工艺需求。
目前采用该技术较传统游离磨料多线切割效率提高一倍以上,与固结磨料多线切割效率相当,且表面完整性优于单独采用游离(或固
结)磨料的传统多线切割方法;采用常规制作工艺,研制成功的太阳能多晶硅电池片平均光电转换效率达到17.5%。
为应用与推广上述技术,已在现有主流游离磨料多线切割设备上进行工艺验证和参数优化,并与国内外耗材厂家合作,开展相关的耗材如切割线、磨料使用等关键工艺技术的研发,为高效低成本太阳能硅片的规模化生产奠定坚实的基础。
该项目实施后,与现有多线切割技术相比,切割线、磨料及切削液等耗材成本将降低20%以上;此外,将为国产新型多线切割设备的研制及国内现有近8000台进口多线切割设备的升级换代提供借鉴经验。
技术指标
针对太阳能电池市场现状,以8寸多晶硅片(电阻率0.5-5Ω·cm)为例,拟达到的主要技术指标如下:
切片厚度:190±15μm
硅片总厚度误差:<20μm
切缝宽度:小于180μm
切割速度:大于0.5mm/min
良品率:提高5%以上
光电转换效率:提高0.3-0.5%
技术特点
(1)加工原理的创新
在现有多线切割技术基础上,发明了一种硅片的磨削/电解复合
多线切割加工方法,基于机械磨削和电解复合加工原理,降低宏观切削力,促进切割效率和表面完整性的提高,降低断丝几率,从而满足太阳能硅片的高效低成本切割要求;
(2)工艺方法的突破与创新
通过研制磨削/电解多线切割设备,采用太阳能硅片的切割制绒一体化工艺方法,有利于提高硅片制绒质量,显著减少后续减薄量,提高光电转换效率进一步降低生产成本。
与国外同类产品相比,在切割原理、张力控制、伺服运动、应用范围等方面更为出色,提高切割效率一倍以上,表面完整性好,能有效提高硅片品质和太阳电池光电转换效率。
技术水平国际先进
可应用领域和范围光伏产业
专利状态已取得专利1项,申请专利2项。
技术状态小批量生产、工程应用阶段
合作方式技术转让、许可使用、合作开发、技术服务
投入需求400万元
转化周期3年
预期效益
本项目的实施有望在大尺寸太阳能硅片应用领域取得重大突破,使我国太阳能技术实现从重点跟踪到突出跨越的战略转变,将会进一步满足光伏产业发展的实际需求,对促进新能源领域的技术创新和国民经济可持续发展具有重大意义。