偏心夹紧设计
- 格式:pdf
- 大小:128.73 KB
- 文档页数:2
一种偏心轮夹紧机构的设计和改进偏心轮夹紧机构是一种常用于夹紧和固定两个零件的机构。
它由一个偏心轮和一个夹杆组成,通过旋转偏心轮来夹持或松动零件。
在设计和改进偏心轮夹紧机构时,可以考虑以下几个方面:1.偏心轮的形状:传统的偏心轮一般为圆形,但在一些情况下,可以考虑采用其他形状,如椭圆形或其他非对称形状。
这样可以增加夹紧力的稳定性和可靠性。
2.夹杆的材料选择:夹杆作为夹紧零件的核心组成部分,其材料的选择直接影响整个夹紧机构的性能。
可以选择高强度、高硬度、抗磨损的材料,以提高夹紧力和使用寿命。
3.偏心轮和夹杆的表面处理:偏心轮和夹杆的表面处理可以利用表面涂层技术,如喷涂、渗氮等,以提高它们的耐磨性和耐腐蚀性。
同时,表面处理还可以减少夹紧力的损失和摩擦力的增加。
4.夹紧力的调节:为了满足不同工况下的夹紧需求,可以设计一种可调节夹紧力的机构。
例如,增加支撑装置和调节螺母,通过改变夹杆的预紧力来调节夹紧力大小,使其适应不同的工件尺寸和形状。
5.自动夹紧机构:为了提高夹紧效率和操作方便性,可以设计一种自动夹紧机构。
例如,可以通过添加弹簧装置或液压装置,实现夹紧机构的自动夹紧和松动,提高工作效率和减少人工操作。
6.负载传递机构的改进:在一些需要承受较大负荷的应用场景中,可以考虑改进负载传递机构,以增加偏心轮和夹杆之间的接触面积和接触强度。
例如,可以增加凸起和凹槽结构,增强它们之间的咬合效果,提高夹紧力的传递效率。
总之,通过对偏心轮夹紧机构的设计和改进,可以提高其夹持力的稳定性和可靠性,增加使用寿命,并且适应不同工况下的夹紧需求。
同时,还可以提高工作效率,减少人工操作。
以上所述仅为一种设计和改进的思路,具体实施应根据具体应用场景和要求进行。

常州机电职业技术学院毕业设计课题:偏心轴零件加工工艺及夹具设计专题:专业:机械制造及自动化学生姓名:班级:学号:指导教师:完成时间:I摘要本设计是基于偏心轴零件的加工工艺规程及一些工序的专用夹具设计。
偏心轴零件的主要加工表面是外圆及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后槽的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
主要加工工序安排是先以支承孔系定位加工出顶平面,在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:偏心轴类零件;工艺;夹具;IIABSTRACTThe design is based on the body parts of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the supporting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of processing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements.SKey words: Angle gear seat parts; fixture;III目录摘要 .................................................................................................... II ABSTRACT ............................................................................................. III 第1章加工工艺规程设计. (1)1.1 零件的分析 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)1.2 偏心轴加工的主要问题和工艺过程设计所应采取的相应措施 (2)1.2.1 孔和平面的加工顺序 (2)1.2.2加工方案选择 (2)1.3 偏心轴加工定位基准的选择 (2)1.3.1 粗基准的选择 (2)1.3.2 精基准的选择 (3)1.4 偏心轴加工主要工序安排 (3)1.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (5)1.6选择加工设备及刀、量具 (5)1.7确定切削用量及基本工时(机动时间) (6)第2章偏心轴钻孔夹具设计 (17)2.1设计要求 (17)2.2夹具设计 (17)2.2.1 定位基准的选择 (17)2.2.2 切削力及夹紧力的计算 (17)2.3定位误差的分析 (20)2.4夹具设计及操作的简要说明 (21)结论 (23)参考文献 (24)致谢 (26)IV第1章加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是偏心轴。
工装夹具基本夹紧机构文章目录[隐藏]• 1.斜楔夹紧机构• 2.螺旋夹紧机构•(1)单个螺旋夹紧机构•(2)螺旋压板机构• 3.偏心夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
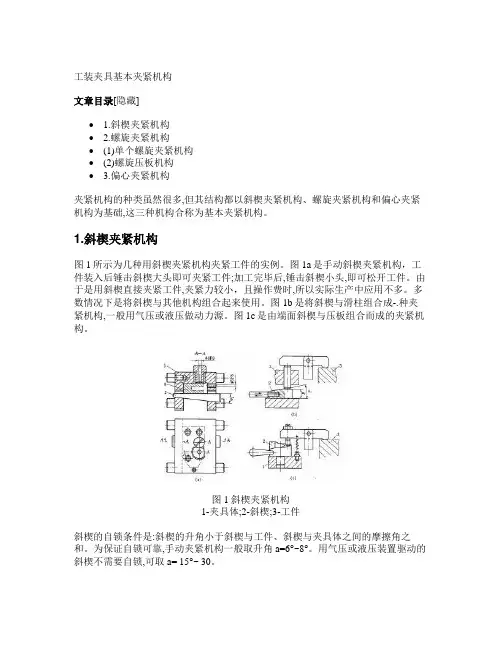
1.斜楔夹紧机构图1所示为几种用斜楔夹紧机构夹紧工件的实例。
图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。
由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。
多数情况下是将斜楔与其他机构组合起来使用。
图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。
图1c是由端面斜楔与压板组合而成的夹紧机构。
图1斜楔夹紧机构1-夹具体;2-斜楔;3-工件斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
图2所示是应用这种机构来夹紧的实例。
图2螺旋夹紧机构螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。
在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。
克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。
当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。
三、偏心夹紧机构
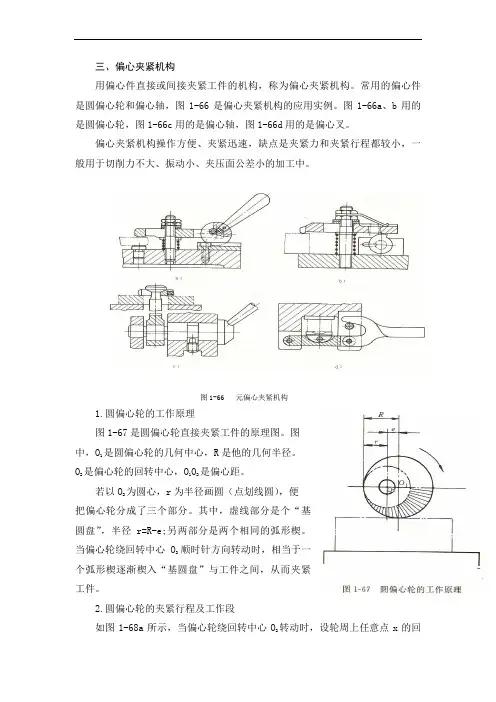
用偏心件直接或间接夹紧工件的机构,称为偏心夹紧机构。
常用的偏心件是圆偏心轮和偏心轴,图1-66是偏心夹紧机构的应用实例。
图1-66a、b用的是圆偏心轮,图1-66c用的是偏心轴,图1-66d用的是偏心叉。
偏心夹紧机构操作方便、夹紧迅速,缺点是夹紧力和夹紧行程都较小,一般用于切削力不大、振动小、夹压面公差小的加工中。
图1-66 元偏心夹紧机构
1.圆偏心轮的工作原理
图1-67是圆偏心轮直接夹紧工件的原理图。
图
中,O
1
是圆偏心轮的几何中心,R是他的几何半径。
O
2
是偏心轮的回转中心,O
1
O
2
是偏心距。
若以O
2
为圆心,r为半径画圆(点划线圆),便
把偏心轮分成了三个部分。
其中,虚线部分是个“基
圆盘”,半径r=R-e;另两部分是两个相同的弧形楔。
当偏心轮绕回转中心O
2
顺时针方向转动时,相当于一
个弧形楔逐渐楔入“基圆盘”与工件之间,从而夹紧
工件。
2.圆偏心轮的夹紧行程及工作段
如图1-68a所示,当偏心轮绕回转中心O
2
转动时,设轮周上任意点x的回。
![毕业设计(论文)-偏心轴设计说明书[管理资料]](https://uimg.taocdn.com/d7613ebc2e3f5727a4e96242.webp)
目 录一、绪 论 (2)1、题的提出 ....................................................................................................................... 2 二、偏心轴零件的分析 (3)1、零件的功用 ................................................................................................................... 3 2、结构特点及其工艺性 ................................................................................................... 3 3、零件的技术要求 ........................................................................................................... 3 三、毛坯的确定 (5)1、毛坯材料的确定 ........................................................................................................... 5 2、毛坯的铸造技术 ........................................................................................................... 5 3、毛坯的形状及尺寸的确定 ........................................................................................... 5 4、毛坯的热处理 ............................................................................................................... 6 四、偏心轴的机械加工工艺规程设计 (7)1、定位基准的选择 ........................................................................................................... 7 2、表面加工方法的确定 ................................................................................................... 7 5、工序顺序的安排 ........................................................................................................... 8 6、确定工艺路线 ............................................................................................................... 9 五、机床设备的选用 .............................................................................................................. 14 六、 工艺装备的使用及切削速度的确定 . (15)1、车两端面 ..................................................................................................................... 15 2、车2× .......................................................................................................................... 17 3、车倒角1×45° . (18)4、006.0007.0+- .............................................................................................................................18 5、 ..................................................................................................................................... 19 七、偏心轴的夹具设计 . (20)1、设计任务分析 ............................................................................................................. 21 2、夹具设计 ..................................................................................................................... 21 3、切削力和夹紧力的计算 ............................................................................................. 22 4、夹具其它部件的设计和简单操作说明 ..................................................................... 24 八、附则 .................................................................................................................................. 24 偏心轴加工的工艺卡如下(总计22张) .................................................................... 24 致谢 .......................................................................................................................................... 47 参考文献 . (49)一、绪论1、题的提出对于机制专业本科生来说,毕业设计是我们在完成教学计划拟定的全部基础、专业课之后的最后一个教学环节,是我们综合运用所学理论知识来与实践相结合的综合性、实践性环节。
常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
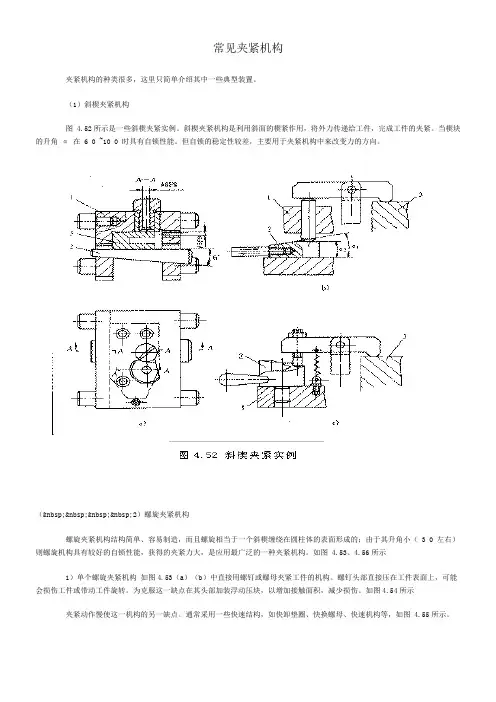
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
偏心轮夹紧机构当料架摆放在工作台上,作用在料架上的外力较小,现假定料架施加到料盘定位座上的作用力最大为F料盘=5N。
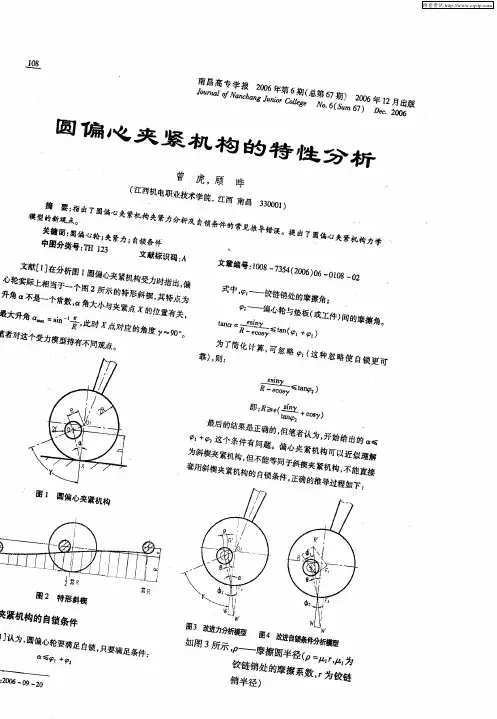
由于偏心轮夹紧工件的实质是弧形楔夹紧工件,因此,偏心轮的自锁条件应与斜楔的自锁条件相同,即αmax≤φ1+φ2式中,αmax——圆偏心轮的最大升角;φ1——圆偏心轮与工件间的摩擦角;φ2——圆偏心轮与回转销之间的摩擦角。
由于回转销直径较小,为使自锁可靠,将φ2忽略不计,则αmax≤φ1因tanφ1=f,tanαx=2e/D,得偏心轮的自锁条件为:2e≤fD≥20当f=0.1时,De≥14当f=0.15时,De所以,为使得偏心轮满足完全自锁条件,设定该偏心轮夹紧机构满足D=20e,不妨令D=30mm,则e=1.5mm。
设作用在手柄上的力为F Q,F Q的作用点至回转中心O2的距离为L,回转半径为r x,偏心距e。
圆偏心轮夹紧工件时,受到的力矩为F Q L,可把圆偏心轮看成是作用在工件与转轴之间的弧形楔。
可将力矩F Q L转化为力矩F Q’r x,F Q’r x=F Q L,所以:F Q′=F Q Lr x弧形楔的作用力F Q′cosαp≈F Q′,因此,与斜楔夹紧力公式相似,夹紧力F J =F Q ′tan φ1+tan (αx +φ2)=F Q L r x [tan φ1+tan (αx +φ2)] 查阅相关资料得,当θp =90°时,偏心轮夹紧机构的夹紧力最小,若此时能满足使用要求,则偏心轮上其他各点的夹紧力均能满足要求。
当θp =90°时,r p =R cos αp ,代入夹紧力公式,得F J =F Q L cos αp R [tan φ1+tan (αp+φ2)],代入各已知值化简得F J =Q 2e e 2+R 2≈25.4F Q 。
F Q ′=F Q Lr x ≥F 料盘=5N →F Q ≥F 料盘 e 2+R 2L ≈3 N ,此时,F J =76.2N ,满足夹紧要求。
机械制造技术典型夹紧机构夹紧机构是夹紧装置的重要种动力源装置,都必须通过夹紧各类机床夹具应用的夹紧机构多机械摩擦实现夹紧,并可自锁的典重要组成部分,因为无论采用何夹紧机构将原始力转化为夹紧力、构多种多样,以下介绍几种利用锁的典型夹紧机构。
图1为斜楔夹紧机构夹紧工作的实的8mm、5mm的两个孔。
由于用斜楔时费力,所以生产实践中单独应用的其他机构联合使用。
图b是将斜楔与压图c是由端面斜楔与压板组合而成的手夹紧工件时,应使斜楔具有自锁功能时,需要解决原始作用力与夹紧力的升角等主要问题。
1、斜楔夹紧机构作的实例,图a是在工件上钻相互垂直用斜楔直接夹紧工件时夹紧力小且费应用的不多,一般情况下是将斜楔与楔与压板组合而成的机动夹紧机构。
成的手动夹紧机构。
当利用斜楔手动锁功能。
因此,在设计斜楔夹紧机构紧力的转换、自锁条件以及选择斜楔图1 斜楔夹斜楔夹紧机构紧原理及受力分析图2 斜楔夹紧原理特点:结构简单,升程小,扩力倍数不机动装置联合应用较广。
另外,增大行程和增大夹紧力使斜楔角时必须考虑这两方面因素,做成两个升角,前一段大升角用于加于工件的加紧并自锁。
倍数不算大,操作情况不理想,但与紧力使斜楔自锁是矛盾的,因此,选,如果两者都要求很严,可将斜楔用于加大工作行程,后一段小升角用采用螺旋直接夹紧或者采用螺旋构,统称为螺旋夹紧机构。
螺旋夹紧自锁性好等特点,很适用于手动夹紧在机动夹紧机构中应用较少。
2、螺旋夹紧机构用螺旋与其他元件组合实现夹紧的机旋夹紧机构具有结构简单、增力大和动夹紧。
其缺点是夹紧动作慢,所以(1)简单螺旋夹紧机构图3为最简单的螺旋夹紧机构。
件表面接触,螺钉转动时,可能损伤服这一缺点的方法是在螺钉头部装上用的是一种快速螺旋夹紧机构。
如图3a所示,螺钉头部直接与工能损伤工件表面或带动工件转动。
克部装上图3b所示的摆动压块。
图3c采图3 螺旋夹紧机构(2)螺旋压板机构夹紧机构中,结构形式变化最多的是螺旋压板机构。
在夹具的各种夹紧机构中,以斜楔、螺旋、偏心、铰链机构以及由它们组合而成的夹紧装置应用最为普遍。
一、斜楔夹紧机构1.夹紧力计算图3-10夹紧受力图由上面受力图可知,斜楔静力平衡条件为:F1+FRX =FQ其中:F1=FW tanφ1 ; FRX=FW tan(α+φ2)代入上式计算得:式中:FW 斜楔对工件夹紧力α 斜楔升角FQ 原始作用力φ1 斜楔与工件之间的摩擦角φ2 斜楔与夹具体之间的摩擦角2.增力比计算增力比iF=夹紧力/原始作用力如果不考虑摩擦影响理想增力比(即忽略摩擦角):3.夹紧行程比计算图3-11 夹紧受力工件所要求的夹紧行程h与斜楔相应移动的距离s之比成为行程比iS。
由上图可知:夹紧行程=工件被夹紧行程h/斜楔移动距离S4.自锁条件图3-12自锁受力上图为原始作用力FQ停止作用后斜楔的受力情况。
斜楔楔入后,原始力去除,斜楔体自锁条件为F1>FRXFW tanφ1> FW tan(α-φ2)φ1> α-φ2或α〈φ1 +φ2因此自锁条件是斜楔升角小于斜楔与工件、与夹具体之间的摩擦角之和,钢件:f=0.1~0.15摩擦角φ=5°43′~8°30′,故α<10°~17°5.升角α的选择手动夹紧α=6°~8°,机动夹紧α≤12°,不需要自锁α=15°~30°6.结构设计包括:手动夹紧机构、气动或液压夹紧、斜楔与压板与螺旋等组合结构。
斜楔夹紧机构的计算见下表二、螺旋夹紧机构螺旋夹紧机构在生产中使用极为普遍。
螺旋夹紧机构结构简单、夹紧行程大,特别是它具有增力大、自锁性能好两大特点,其许多元件都已标准化,很适用于手动夹紧。
它主要有两种典型的结构形式。
1.单个螺旋夹紧机构下图a所示为GB/T2161-91六角头压紧螺钉,它是螺钉头部直接压紧工件的一种结构。
下图b所示在螺钉头部装上摆动压块,可防止螺钉转动时损伤工件表面或带动工件转动。
工装夹具偏心夹紧机构设计计算文章目录[隐藏]•(1)夹紧力的计算•(2)自锁条件•(3)扩力比•(4)应用场合偏心夹紧机构是靠偏心轮回转时其半径逐渐增大而产生夹紧力来夹紧工件的,偏心夹紧机构常与压板联合使用,如图1所示。
常用的偏心轮有曲线偏心和圆偏心。
曲线为阿基米德曲线或对数曲线,这两种曲线的优点是升角变化均匀或不变,可使工件夹紧稳定可靠,但制造困难;圆偏心外形为圆,制造方便,应用广泛。
下面介绍圆偏心夹紧机构。
图1偏心夹紧机构图2 偏心夹紧原理偏心夹紧机构的夹紧原理与斜楔夹紧机构相似,只是斜楔夹紧的楔角不变,而偏心夹紧的楔角是变化的。
如图2(a)所示的偏心轮展开后,其情形如图2(b)所示。
(1)夹紧力的计算如图3所示为偏心轮在P点处夹紧时的受力情况。
此时,可以将偏心轮看做是一个楔角为a的斜楔,该斜楔处于偏心轮回转轴和工件垫块夹紧面之间,可得圆偏心夹紧的夹紧力Fw为F w=PL/ρ[ tanφ2+ tan(α+φ1)]图3圆偏心夹紧力计算.1-垫块;2-工件(2)自锁条件根据斜楔自锁条件,可得圆偏心夹紧机构的自锁条件为e/R≤tanφ2= μ2式中e一偏心轮的偏心距,mm;R一偏心轮的半径,mm;μ2一偏心轮作用点处的摩擦因数。
若μ2=0.1~0.15,则圆偏心夹紧机构的自锁条件可写为(R/e≥7 ~10)。
(3)扩力比圆偏心夹紧机构的扩力比远小于螺旋夹紧机构的扩力比,但大于斜楔夹紧机构的扩力比。
(4)应用场合圆偏心夹紧机构的优点是操作方便、夹紧迅.速、结构紧凑;缺点是夹紧行程小.夹紧力小.自锁性能差。
因此,常用于切削力不大、夹紧行程较小、振动较小的场合。
偏心夹具工作原理
偏心夹具是一种常见的夹具设备,它主要用于夹持工件进行加工或装配。
在工业生产中,偏心夹具起到了非常重要的作用,下面我们将详细介绍一下偏心夹具的工作原理。
首先,偏心夹具的结构包括夹具本体、夹具座、夹具手柄等部分。
夹具本体是用来夹持工件的重要部分,它通常由两个夹具臂和夹具座组成。
夹具手柄则是用来控制夹具本体的开合动作。
在使用偏心夹具时,我们需要将工件放置在夹具本体之间,然后通过旋转夹具手柄来实现夹持工件的目的。
其次,偏心夹具的工作原理是基于杠杆原理的。
当我们旋转夹具手柄时,夹具本体内部的机械结构会产生相应的运动,从而使夹具臂向内夹紧工件。
这种夹紧力是通过杠杆的作用原理来实现的,当我们施加一个较小的力在夹具手柄上时,夹具本体内部会产生一个较大的夹紧力,从而确保工件能够被牢固地夹持住。
此外,偏心夹具还具有一定的夹持范围和夹持力。
由于夹具臂的长度和夹具座的设计,偏心夹具能够适应不同尺寸和形状的工件。
同时,夹具本体内部的机械结构也能够提供足够的夹持力,确保工件在加工或装配过程中不会移动或松动。
总的来说,偏心夹具是一种通过杠杆原理实现夹持工件的设备。
它的工作原理简单而有效,能够满足工业生产中对工件夹持的需求。
在使用偏心夹具时,我们需要注意选择合适的夹具尺寸和夹持力,以确保工件能够被安全、稳定地夹持住。
希望本文对偏心夹具的工作原理有所帮助,谢谢阅读。