机械加工的对刀方法课件资料
- 格式:ppt
- 大小:1.89 MB
- 文档页数:1
以下内容只有回复后才可以浏览一、对刀对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合。
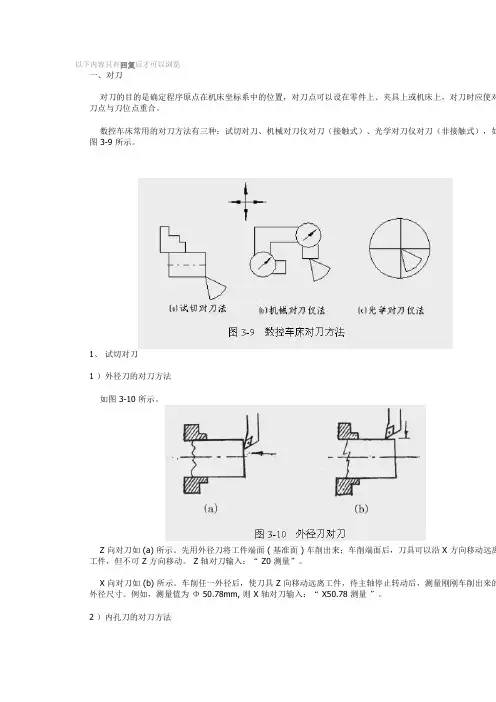
数控车床常用的对刀方法有三种:试切对刀、机械对刀仪对刀(接触式)、光学对刀仪对刀(非接触式),如图 3-9 所示。
1、试切对刀1 )外径刀的对刀方法如图 3-10 所示。
Z 向对刀如 (a) 所示。
先用外径刀将工件端面 ( 基准面 ) 车削出来;车削端面后,刀具可以沿 X 方向移动远离工件,但不可 Z 方向移动。
Z 轴对刀输入:“ Z0 测量”。
X 向对刀如 (b) 所示。
车削任一外径后,使刀具 Z 向移动远离工件,待主轴停止转动后,测量刚刚车削出来的外径尺寸。
例如,测量值为Φ 50.78mm, 则 X 轴对刀输入:“ X50.78 测量”。
2 )内孔刀的对刀方法类似外径刀的对刀方法。
Z 向对刀内孔车刀轻微接触到己加工好的基准面(端面)后,就不可再作 Z 向移动。
Z 轴对刀输入:“ Z0 测量”。
X 向对刀任意车削一内孔直径后,Z 向移动刀具远离工件,停止主轴转动,然后测量已车削好的内径尺寸。
例如,测量值为Φ 45.56mm, 则 X 轴对刀输入:“ X45.56 测量”。
3 )钻头、中心钻的对刀方法如图 3-11 所示。
Z 向对刀如( a )所示。
钻头 ( 或中心钻 ) 轻微接触到基准面后,就不可再作 Z 向移动。
Z 轴对刀输入:“ Z0 测量”。
X 向对刀如( b )所示。
主轴不必转动,以手动方式将钻头沿 X 轴移动到钻孔中心,即看屏幕显示的机械坐标到“ X0.0 ”为止。
X 轴对刀输入:“ X0 测量”。
2、机械对刀仪对刀将刀具的刀尖与对刀仪的百分表测头接触,得到两个方向的刀偏量。
有的机床具有刀具探测功能,即通过机床上的对刀仪测头测量刀偏量。
3、光学对刀仪对刀将刀具刀尖对准刀镜的十字线中心,以十字线中心为基准,得到各把刀的刀偏量。
二、刀具补偿值的输入和修改根据刀具的实际参数和位置,将刀尖圆弧半径补偿值和刀具几何磨损补偿值输入到与程序对应的存储位置。
前言:因为CNC本身是高速旋转机械,操作疏忽会造成很大的危险,所以希望操作人员严格按照要求作业,不可马虎。
在每件产品第一件生成出来后,必须通过品检合格后,才可以继续生产,然后将程序按照零件编号保存好。
一、对刀前准备工作1、三坐标机械归零本机器在进行任何作业之前必须三坐标机械归零。
2、刀盘换刀① Z坐标归零后,打至手动资料输入(参照附图),在【PROG】MDI环境下输入“M06 TX;”(X为刀号,左下角可以看到)。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
按照工艺卡上的要求一一对应换好所有刀具。
二、X、Y坐标对刀(一般情况下都是两个方向分中对刀,如果编程不同,需要单方向对中,请工艺卡注明)1、换刀为分中棒刀位(常用为1号刀位),给予转速①打至手动编程处,在【PROG】MDI环境下输入“M03S500;”。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
2、X方向寻找中点①通过手摇操作,分中棒碰到零件X方向的一边。
②在POS相对坐标环境下,输入“X”,按“起源”(或者按“X0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下X轴当前数值,通过手摇至当前数值的一半,然后输入“X”,按“起源”(或者按“X0.”,按“setting”);或者在当前位置输入“X+一半当前数值”,按“setting”。
⑤在OFS/SET下坐标系里的G54的X数值处,按“X0.”,按“测量”,找到当前X为0点时的绝对机械坐标处。
3、Y方向寻找中点①通过手摇操作,分中棒碰到零件Y方向的一边。
②在POS相对坐标环境下,输入“Y”,按“起源”(或者按“Y0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下Y轴当前数值,通过手摇至当前数值的一半,然后输入“Y”,按“起源”(或者按“Y0.”,按“setting”);或者在当前位置输入“Y+一半当前数值”,按“setting”。

媒介:因为CNC本身是高速扭起色械,操纵忽视会造成很大的安全,所以愿望操纵人员严厉按照请求功课,不成纰漏.在每件产品第一件生成出来后,必须经由过程品检及格后,才可以持续临盆,然后将程序按照零件编号保管好.一、对刀前预备工作1.三坐标机械归零本机械在进行任何功课之前必须三坐标机械归零.2.刀盘换刀① Z坐标归零后,打至手动材料输入(参照附图),在【PROG】MDI情形下输入“M06 TX;”(X为刀号,左下角可以看到).②按【INSERT】键.③按【↑】键.④按绿色启动按钮.按照工艺卡上的请求一一对应换好所有刀具.二、X.Y坐标对刀(一般情形下都是两个偏向分中对刀,假如编程不合,须要单偏向对中,请工艺卡注明)1.换刀为分中棒刀位(经常应用为1号刀位) ,赐与转速①打至手动编程处,在【PROG】MDI情形下输入“M03S500;”.②按【INSERT】键.③按【↑】键.④按绿色启动按钮.2、X偏向查找中点①经由过程手摇操纵,分中棒碰着零件X偏向的一边.②在POS相对坐标情形下,输入“X”,按“来源”(或者按“X0.”,按“setting”).③经由过程手摇操纵,分中棒碰着零件相对另一边.④在POS相对坐标情形下,记载下X轴当前数值,经由过程手摇至当前数值的一半,然后输入“X”,按“来源”(或者按“X0.”,按“setting”);或者在当前地位输入“X+一半当前数值”,按“setting”.⑤在OFS/SET下坐标系里的G54的X数值处,按“X0.”,按“测量”,找到当前X为0点时的绝对机械坐标处.3.Y偏向查找中点①经由过程手摇操纵,分中棒碰着零件Y偏向的一边.②在POS相对坐标情形下,输入“Y”,按“来源”(或者按“Y0.”,按“setting”).③经由过程手摇操纵,分中棒碰着零件相对另一边.④在POS相对坐标情形下,记载下Y轴当前数值,经由过程手摇至当前数值的一半,然后输入“Y”,按“来源”(或者按“Y0.”,按“setting”);或者在当前地位输入“Y+一半当前数值”,按“setting”.⑤在OFS/SET下坐标系里的G54的Y数值处,按“Y0.”,按“测量”,找到当前Y为0点时的绝对机械坐标处.三.Z坐标对刀(除分中棒之外,每把刀具都要进行对刀操纵)1.换至随意率性一把刀具①经由过程手摇至与工件相差一把刀地位处(一般应用φ10刀,如许做防止对刀时损害工件概况)②在POS相对坐标情形下,输入“Z”,按“来源”(或者按“Z0.”,按“setting”).③在OFS/SET下坐标系里的G54的Z数值处,按“Z0.”,按“测量”,找到当前Z为0点时的绝对机械坐标处.④在抵偿情形下,在对应刀号的外形抵偿D下输入“-10”,在外径抵偿D处,输入一半刀具数值(假如刀具是φ8平铣刀,则输入“”).⑤按照前一把刀具操纵方法,对每一把刀具进行对刀,在POS相对坐标情形下,记载下当前Z值,在抵偿情形下,在对应刀号的外形抵偿H下输入“当前值-10”(如当前数值为5,则输入5-10=-5;假如当前值为-8,则输入-8-10=-18),在外径抵偿处,输入一半刀具数值.2、验证Z偏向对刀是否精确①三偏向机械坐标归零②手动编程情形下输入“GO G90 G54 G43 H(当前刀号) Z10.;”③按【INSERT】键.④按【↑】键.⑤按绿色启动按钮.⑥手摇工件至刀具处,验证对刀是否精确.四.在对刀停滞后,将三坐标机械归零,所有进给速度调至最低后,将旋钮打至外部传输后,按下绿色按钮,等待电脑传输程序,成功后不雅察机械操纵,有问题立刻停滞,没发明问题,则恢复请求进给和转速正常工作.附图手摇操纵手动编程机械回零材料传输三坐标机械回零亮灯状况刀具号启动按钮停滞按钮抵偿和坐标系设置POS地位显示PROG程序情形程序确认POS相对坐标界面手动编程MDI界面抵偿修正界面G54坐标设定界面。