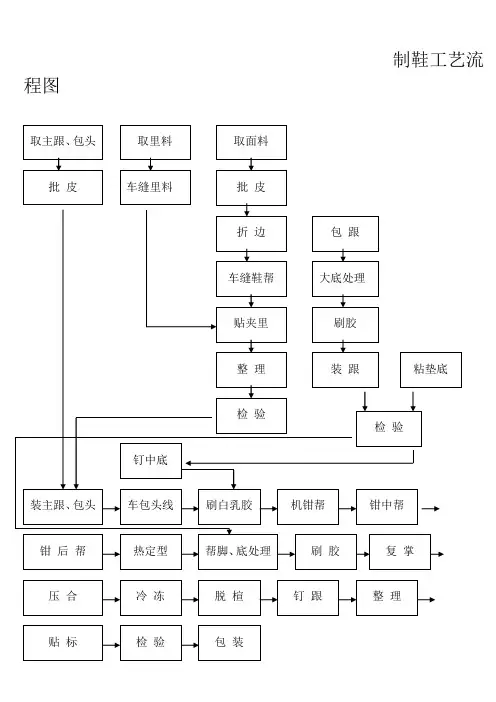
制鞋工艺流程图
- 格式:doc
- 大小:29.24 KB
- 文档页数:2

一、鞋楦上白乳胶
二、中底版上白乳胶
三、鞋头、后套加装港宝
四、后套定型
五、中底版与鞋楦固定一起(且固定后需要上面再刷白乳胶,用于前帮时与鞋面固定一起)
六、刷鞋面胶(用于固定在中底版上)
七、加热使鞋面变软件(好用于前帮)
八、鞋前帮处理
九、鞋内外腰固定处理
十、鞋后套整型处理
十一、磨粗处理(使鞋面与大底更好的粘合)
十二、大底划线处理(使鞋面与大底贴合时一致)
十三、打粗修边处理(划线后将打粗不到位的再进一次处理,便于与大底贴合时有更好的粘力)
十四、上大底处理剂与鞋面第一次胶
十五、大底上第一次胶
十六、大底上第二次胶、鞋面上第二次胶
十七、鞋子增加填腹与刷填腹胶(一般采用扎针绵)十八、大底与鞋面贴合
十九、压底处理(增强大底与鞋面的粘力)
二十、清洁、补胶(看是否有胶水不到位进行补胶处理)二十一、解鞋带与脱楦
二十二、清洁与垫鞋垫
二十三、绑鞋带与塞纸团
二十四、清洁大底与吹线头处理
二十五、配双与包装最后进行装箱打包处理。
制鞋生产工艺流程一、成型作业:鞋面(一)裁断作业1.领料完成后,依着进度要求分配给裁断员作业。
2.使用裁断机系列裁取PU、PVC、帆布、尼龙布等各类材质鞋面切片。
3.使用摇臂式裁断机裁取真皮皮料。
4.裁断后的皮料,依据工艺要求进行切片作业,以便有利于针车作业。
5.使用削皮机进行处理削边削薄工作。
6.在鞋头上热溶胶,使鞋头弹性充足。
7.清点数量并且检验品质,然后根据进度要求整理后分发或暂行送入半成品仓库。
(二)大底作业EVA大底1.使用切皮机将EVA板根据需要切成所要求的厚度剖片。
2.使用龙门裁断机将EVA剖片裁成型。
3.使用EVA自动斜割机将EVA底切料。
4.使用EVA斜度切除机,将EVA底的前端切成需要的斜度。
5.使用双面斜度磨粗机将EVA大底表面磨粗,以便有利于贴合。
6.预先将贴合用的橡胶底磨粗。
7.将EVA底与橡胶底贴合。
8.使用平衡式压底机压合。
9.然后用压前后底机压着大底前后。
10.用磨角机磨角磨边。
11.在磨粗的上面上胶水后,使用网链式输送机及电热烘箱,使胶水活化后易于贴合。
12.使用双色鞋底贴合机制造夹心大底。
13.其他大底生产:PU、PVC各种射出底,可以使用射出机台制造,或用半成品。
(三)中底作业1.利用平台式油压裁断机将中底板根据中底形状及插中片形状裁好成型。
2.使用削薄机将插中片削薄。
3.使用铆钉机将铁心固定在插中片上。
4.将插中片与中底分别上胶,通过网链式输送带,经过电热烘箱处理后,予以紧密贴合。
5.使用中底定型机将中底定型。
6.然后使用削薄机将成型机中的中底削边。
7.在特殊要求下,可以使用包中底机将中底包边。
(四)针车作业1.各种鞋面切片,根据鞋样款式使用各种针车进行鞋面车缝作业。
2.男女鞋鞋面在车缝前,应该先摺边。
3.运动鞋鞋面,应该用打孔机及鞋眼机分别打洞和鞋眼。
4.增强车缝部门效率及使车缝流程顺畅,各种针车应该利用针车输送带设计排列与组合。
5.清点数量及品质检验。

鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦 /对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新 wei0|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i 贴吧查看文章鞋类成型方法2009年10月21日星期三 16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
鞋厂成型流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦 /对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新 wei594657320|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i贴吧查看文章鞋类成型方法2009年10月21日星期三 16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
一、原辅材料仓库管理1、每日原辅材料进出库须做好材料帐及库存帐,并用微机管理;2、进料和发料须专人管理,以免出错;3、进料时须有质检人员在场,检验品质是否正确,颜色是否正确。
二、裁断车间管理1、领料须由专人负责,由组长统一分配给员工;2、真皮类裁切时,因只能单层裁切,用GSB-2C液压摆臂式下料机或XCLP2-250液压平面下料机较好;3、裁切尼龙布、特多龙布、帆布及较薄PVC革时,因材料较软,同时可一次多层裁切,故应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
4、裁切中底板时,因材料较硬,同时可一次多层裁切,应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
5、任何裁出的部件、特别是有色皮料、布类应同时做质检、配色、配双及数量清点等工作,以免到针车部门时做重复工作;6、裁切主管人员应辅导员工做好机器及刀模的日常保养工作;7、管理人员须随时巡视员工使用斩是否按指令单的刀号操作并教导员工如何自我检验。
8、教导员工对材料的认识,须适材适用,并注意斩刀排列方式,减少不必要的材料浪费。
三、调配中心管理1、调配中心依据订单情况,将裁切好的部件排列整齐,等待加工;2、已裁切好的部件如需印刷、削皮、贴内里、烫印等,均由调配中心负责;3、加工好的材料交付给中仓备料组,由中仓备料组发料至针车车间加工。
4、裁切好的部件如中底板、鞋垫等,如果不需要特别车缝加工的,可在完成必要处理后送半成品仓库5、在调配中心,待所有部件完成后,一定要将鞋面所有部件质量及统计数字妥善整理,准备交付给针车车间;四、针车车间管理1、针车车间的车帮及做帮的工艺流程和员工配置,依据鞋面设计的不同而变化,一般一条针车流水线,如果每8小时能生产1500双时,须各种针车约70-80台,手工人员约10-15人,共计80-95人;2、车缝时必须注意车线边距,针距是否控制良好,与要求的标准是否相符;3、车缝时必须注意鞋面部件上各记号点的正确性,如车缝时未按正确的记号,鞋面完成后将会不正,造成夹帮困难,影响成品鞋的品质。
鞋子样品制做流程一.备料1.收到样品材料,先根据来料清单,核对数量/配件是否齐全,有没有在运输途中损坏或者丢失,再和样鞋仔细对照。
2.材料颜色车线颜色加工方法大底颜色拉链饰扣松紧织带包边条喇叭布标印刷网板3.有些特殊材料不能挤压,不能褶皱,如镜面PU/贴膜金属PU等,存放的时候要注意二.开料1. 样品材料要单独存放,不要和大货放在一起,以免用错材料。
2. 有些特殊材料不能挤压,不能褶皱,如镜面PU/贴膜金属PU等,裁断的时候要注意3. 样品材料都比较少,特别是有些特殊材料或小配件,材料可能只有一点点。
有些材料是样品室用剩下的部分,材料会不规则。
裁断冲裁的时候不要浪费材料,不规则或有瑕疵的材料要单片冲裁,剩下的样品材料要按指令装好写上标签,方便下次再用。
(有瑕疵的材料也不能扔掉)4. 样品没有刀模的时候要手工开料,手工开料的时候要先比对纸板和样鞋,不要用错纸板,也不要用错材料常用纸板名称开料板和刀模纸板一样大的纸板,包含有折边位置,组合位置,反车位置实板和折完边的部件一样大,不包含折边位置(比开料板少了一个折边位)比板有些小部件会有比板,即不包含折边位置,也不包含组合和反车位置(像组合好鞋头剩下的鞋头中片大小,鞋身饰片大小,条带宽度比对等)组合板像凉鞋和有扣带组合的鞋子,一般都会有组合板,用来比对扣带组合的角度翘度板有需要定型的鞋子,用来比对部件定型后的翘度5.做到鞋头要定型的鞋子,鞋头要先定一片看效果,再定剩下的鞋头。
如果是手工开料,要先剪一片鞋头试定型效果,和翘度板比对,没有问题再开剩下的鞋头,避免有鞋头定型后太小,鞋子做不起来的现象。
三.针车1.按照样鞋组合位/折边位削皮,削皮要顺薄,不能有痕迹。
港薄削10MM宽,顺薄到0.1MM2.按照样鞋和样品单要求位置,印刷样品指令号,印刷中皮3.先比对样鞋的车线颜色/粗细,再车在材料上看效果,再试一下车线打油和不打油的效果,和样鞋一样再车样品4.比对样鞋的针距/边距/行距,车线效果要同样鞋。
鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦/对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新wei0|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i贴吧查看文章鞋类成型方法2009年10月21日星期三16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。