印刷质量问题分析表--实例
- 格式:doc
- 大小:97.50 KB
- 文档页数:5
印刷过程中的故障分析与解决方案研究在当今的印刷行业中,印刷质量和效率是企业生存和发展的关键。
然而,在印刷过程中,常常会遇到各种各样的故障,这些故障不仅影响了印刷品的质量,还可能导致生产延误和成本增加。
因此,对印刷过程中的故障进行分析,并研究有效的解决方案,具有重要的现实意义。
一、常见的印刷故障类型1、颜色偏差颜色偏差是印刷中常见的问题之一。
这可能是由于油墨的质量、色彩管理系统的不准确、印刷压力不均匀或纸张的吸墨性能差异等原因引起的。
比如,油墨的颜色调配不准确,会导致印刷出来的颜色与预期的颜色有较大的出入;印刷压力不均匀会使得油墨在纸张上的分布不均匀,从而影响颜色的一致性。
2、套印不准套印不准指的是在多色印刷中,不同颜色的图案没有精确地对齐。
这可能是由于印刷机的精度问题、纸张的伸缩变形、印版的制作误差或者印刷过程中的张力控制不当等因素导致的。
例如,纸张在印刷过程中吸收水分后发生伸缩,如果没有进行适当的预处理,就容易出现套印不准的情况。
3、糊版和脏版糊版是指油墨在印版上堆积,导致图文部分不清晰;脏版则是指非图文部分沾上了油墨。
造成糊版和脏版的原因可能有油墨的粘性过高、印刷速度过慢、刮刀压力不足或印版表面磨损等。
比如,油墨粘性过高会使其在印版上难以转移,容易造成堆积。
4、起皱和折痕纸张在印刷过程中出现起皱和折痕,会严重影响印刷品的质量。
这通常是由于纸张的含水量不均匀、印刷压力过大、走纸路径不顺畅或者纸张本身的质量问题引起的。
例如,纸张含水量过高或过低,在受到印刷压力时就容易产生起皱现象。
5、网点丢失和增大网点是印刷图像的基本组成部分,网点的丢失和增大都会影响图像的清晰度和层次感。
网点丢失可能是由于印版的质量问题、印刷压力过大或油墨的干燥速度过快等原因;网点增大则可能是由于油墨的流动性过大、印刷压力过高或者纸张的表面粗糙度不合适等因素造成的。
二、印刷故障的原因分析1、材料因素(1)油墨油墨的性能对印刷质量有着直接的影响。
印刷质量问题总结
近期印刷过程中出现很多的的问题,总结有以下几点:1. 色彩偏差严重:
颜色偏淡或偏深,咱印刷品有时候会出现色彩不匹
配的情况。
可能是墨水调配不准,或者设备校色有误。
今要精确把握色彩配方,定期检查和校准设备,确保印品色彩鲜活逼真。
2. 图文不清:
印刷的图文模糊,这个问题可能源于原稿质量不高,也可能是印刷压力、网线角度不合适。
咱得从源头抓起,提高原稿分辨率,同时合理调整印刷参数,确保图文清晰锐利,。
3. 套印不准:
套印跑位,设备定位不准和人工操作失误导致。
必
须得加强对设备精度的维护,提高员工操作技能,保证每一页、每一色套印准确无误,让印品看起来就像精心摆盘的美食,层次分明,美观大方。
4. 纸张瑕疵:
纸张质量差、有污渍或破损必须严格筛选供应商,确保纸张质量过关,同时加强仓储管理,避免纸张受潮变形等问题,让每一张纸都成为印制精品的优质基材。
要想印刷质量过硬,咱就得从选材到工艺,从设备到人员,每个环节都得精细把控让人看了赏心悦目,用了满意放心。
今后必须要得吸取经验教训,不断改进,提升印刷品质,做到精益求精。
印刷常见不良与解决对策汇总-修订一.印刷常见质量问题与解决对策汇总序号不良状态描述产生原因解决对策1)更换新裁刀;因墨皮或纸毛、纸粉聚积使油1)裁切时裁刀割裂纸张粉沫;2)纸张施胶不够或纸质疏松,产生掉粉、掉毛;2)更换纸张或印前先压粉/清洗印版与橡皮布;1墨屎墨不能正常转移到印张上,而3)在墨辘、水辘两端有残留干墨未清洗洁净;在其图案和文字上产生斑块或4)油墨粘度大;带色小圆环现象;5)油墨结皮或有杂质。
3)定期清洗保养,并保持车间洁净、清洁;4)降低油墨干性增添流动性能或适当降低印刷压力;5)去除油墨结皮或更换油墨。
1)在油墨中加入挥发较快的快干剂2)换用合适的新油墨;3)削减油墨中增塑剂用量;4)换用软化点高的粘结剂;5)换用吸墨本领较大的纸张。
6)增添喷粉剂量,并定期清理;7)印品不能堆放太高/禁止人为坐压印后产品,削减压力;1)维护和修理调整印刷设备或部件;2)A.调整合适的压力 B.紧固印版螺丝;3)重新拼版、出版;4)纸张印前调湿或更换合格纸张。
油墨未干或堆压过重使印张之1)油墨干燥太慢;2)墨膜中残留溶剂;粘花(过底)间相互粘贴而产生的斑痕现3)墨膜中有增塑剂;象;(注意墨位大、哑粉、双粉4)油墨中所用粘结剂软化点太低;5)纸张吸墨本领过小;2类的印刷产品简单粘花需多加6)喷粉剂量小或喷粉不良;留意。
)7)印品堆放高或有人为坐压。
3套印不正1)设备:在多色叠印时,几个色没有完 A.叼纸牙磨损;B.递纸牙与接纸连接不好;2)操作:全重合在一起,致使在图案或 A.印刷压力大,纸在牙排内位移;B.印版安装未锁紧;文字的边沿可以看到两种以上3)工艺:拼版不正;4)材料:颜色的现象;纸张吸水性能不稳定或水份不均,伸缩不统一;4水干1)水辊压力调整不妥,印刷时水量小,使供水量1)加大供水量;水墨失去平衡,水量不足以润不足;湿印版,导致印品脏污或有色2)水辊变形;2)更换水辊;.部位花糊现象;印刷常见质量问题与解决对策汇总序号不良状态5水大描述产生原因解决对策水量调整不妥,使印品颜色深浅不一或某处墨色不鲜发白现1)水辊压力调整不妥,水墨失去平衡,水量过大;1)削减供水量;象;由于收纸部件调校不妥或因纸1)工人拿纸过程中抽纸方法不妥;2)纸张变形卷曲,造成收纸时打花;厚使纸张印件在收纸过程中机器部件或纸与纸相互摩擦造成3)收纸台面调整低,造成收纸时二张间打花;打花。
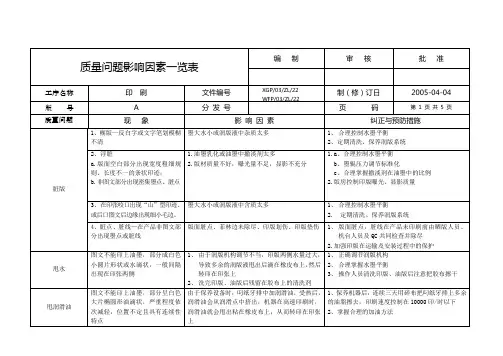
图 1 网点附加密度示意图印刷产品质量标准及常见印装质量 故障产生的原因分析张红霞(江西省新闻出版局质检站 南昌市阳明路,330006)1 印刷产品质量水平标准的划分问题印刷产品质量水平标准划分为国际先进水平标准、 国际一般水平标准和国内一般水平标准三个等级。
在国家标准 CY/T2-1999《印刷产品质量评价和分 等导则》中依据“印刷产品标准水平划分”标准将印刷 产品质量水平划分为优等品、一等品和合格品三个等级。
其中,优等品的质量标准必须达到国际先进水平, 实物质量水平与国外同类产品相比达到近五年内的先进 水平;一等品的质量标准必须达到国际一般水平,实物 质量水平达到国际同类产品的一般水平或国内先进水 平;合格品的质量标准按我国一般水平标准(国家标 准、行业标准、地方标准或企业标准)组织生产,实物 质量水平必须达到相应标准的要求。
通常各省市对本省印刷产品质量水平划分,根据教 材质量评定等级判定方法规定,分为优质品、良好品、 合格品、不合格品四个等级。
GB/T18359-2001《中小学教科书用纸、印制质量标 准和检验方法》标准中,分纸张、分色片、印刷、装订, 装订标准中包含“书页”、“书芯订联”、“封面覆膜、上 光”、“包封面”、“骑马订装”、“成品质量”等方面的质 量标准,而且 GB/T18359-2001中的标准是指一般产品 的质量指标要求,我们结合印刷的基本原理,针对印刷 装订主要存在的质量问题主要对分色片、印刷以及装订实地密度是指 100% 网点黑色块密度,标准中要求≥ 3.50。
灰雾密度是指分色片没有经过晒版,直接显影,应该是无图象,透明的,但是,实际中,分色片还是有一 定的密度,称为灰雾密度,标准中要求≤ 0.15。
网点区域的透明部分附加密度≤ 0.10(见图 1-1 网点附加密度示意图)。
五成方型网点,正好角搭角,中间空白部分的附加 密度要≤ 0.10。
其它分色片版面干净、无脏迹等一些基本要求,比较好理解。
印刷品质量检测报告表格一、检测项目及标准1. 印刷品外观检测1.1 印刷色彩鲜艳、清晰,无模糊、偏色等现象。
1.2 图文对比度高,图像细节清晰可辨。
1.3 印刷品表面平整,无明显凹凸、刮痕等瑕疵。
1.4 印刷品边缘整齐,无割裂、断裂等问题。
2. 印刷品尺寸检测2.1 印刷品尺寸符合设计要求,无明显偏差。
2.2 印刷品边距均匀一致,无明显不对齐现象。
3. 印刷品纸张质量检测3.1 印刷品所用纸张符合规定标准,无明显污渍、折痕等问题。
3.2 纸张光滑度良好,无明显毛刺、起皱等现象。
4. 印刷品印刷精度检测4.1 印刷品图文位置准确,无明显偏移、错位等现象。
4.2 印刷品文字字体清晰、无模糊、断裂等问题。
4.3 印刷品线条粗细均匀,无明显断裂、模糊等现象。
二、检测结果根据对印刷品的检测,以下是各项检测结果:1. 印刷品外观检测经过外观检测,印刷品色彩鲜艳、清晰,无模糊、偏色等现象。
图文对比度高,图像细节清晰可辨。
印刷品表面平整,无明显凹凸、刮痕等瑕疵。
印刷品边缘整齐,无割裂、断裂等问题。
2. 印刷品尺寸检测经过尺寸检测,印刷品尺寸符合设计要求,无明显偏差。
印刷品边距均匀一致,无明显不对齐现象。
3. 印刷品纸张质量检测经过纸张质量检测,印刷品所用纸张符合规定标准,无明显污渍、折痕等问题。
纸张光滑度良好,无明显毛刺、起皱等现象。
4. 印刷品印刷精度检测经过印刷精度检测,印刷品图文位置准确,无明显偏移、错位等现象。
印刷品文字字体清晰、无模糊、断裂等问题。
印刷品线条粗细均匀,无明显断裂、模糊等现象。
三、结论根据以上检测结果,本次印刷品质量检测符合相关标准要求。
印刷品外观良好,色彩鲜艳、清晰,图文对比度高,细节清晰可辨。
印刷品尺寸准确,边距均匀一致。
纸张质量符合标准,光滑度良好。
印刷精度高,图文位置准确,文字字体清晰,线条粗细均匀。
四、建议根据本次印刷品质量检测结果,建议在后续印刷过程中继续保持高质量标准,确保印刷品的外观、尺寸、纸张质量和印刷精度等方面的稳定性和一致性。
印刷案例分析报告范文模板1. 引言在本报告中,我们将对某个具体的印刷案例进行分析。
该案例是关于一家印刷公司在处理客户委托作业时遇到的问题以及解决方案。
通过对该案例的详细分析,我们将探讨印刷公司所面临的挑战以及如何通过创新和改进来解决问题。
本报告旨在为其他印刷公司提供借鉴和启示,以实现更高质量的印刷服务。
2. 案例背景该印刷公司是一家小型企业,主要从事各类印刷业务,包括传单、宣传册和海报等。
该公司在近期接到一个客户的大量订单,要求在较短的时间内完成。
3. 问题分析在接受该订单后,印刷公司面临以下问题:3.1 生产压力由于订单量庞大,印刷公司需要提高生产效率以满足客户的要求。
然而,当前的生产流程存在瓶颈,导致生产效率低下。
3.2 色彩准确性客户对印刷品的色彩要求非常严格,但印刷公司在生产过程中无法精确控制颜料的混合比例,导致印刷品的色彩不准确。
3.3 质量控制印刷公司在批量印刷过程中无法对每一份印刷品进行全面的质量检查,因此可能出现印刷质量不稳定的问题。
4. 解决方案为了解决以上问题,印刷公司采取了以下措施:4.1 流程优化印刷公司对生产流程进行了优化,从接收订单到交付印刷品的整个过程进行了细致的分析。
通过去除瓶颈环节,提高自动化程度,以及优化人员分工,印刷公司成功提高了生产效率。
4.2 颜料配比改进印刷公司引入了先进的色彩管理系统,并针对客户的需求进行颜料配比的改进。
通过自动化调色和精确的配比控制,印刷公司成功提高了印刷品的色彩准确性。
4.3 质量检查机制印刷公司实施了严格的质量控制措施,包括在生产过程中抽样检查和最终产品的全面检查。
通过这些措施,印刷公司能够提高印刷品的质量稳定性。
5. 成果与总结通过以上的改进措施,印刷公司取得了以下成果:- 生产效率提升:通过流程优化,印刷公司成功提高了生产效率,可以更好地满足客户的要求。
- 色彩准确性提高:引入先进的色彩管理系统,印刷公司成功解决了色彩不准确的问题,增强了印刷品的质量。
印刷行业印刷质量检验表一、检验表概述印刷行业印刷质量检验表是用于评估印刷品的各项质量指标,确保印刷品符合规定要求的工具。
检验表中包含了印刷品的各项要素,如印刷色彩、文字清晰度、版面对齐等,以便对印刷品的质量进行全面的评估。
二、印刷色彩1. 颜色准确度:检查印刷品中的颜色与预期颜色的一致性。
2. 色差检测:比较实际印刷品中的颜色与标准色彩之间的差异。
3. 色彩均匀性:检验印刷品中色彩的分布是否均匀。
4. 色彩饱和度:评估印刷品中颜色的饱和度是否达到预期效果。
三、文字清晰度1. 字体清晰:评估印刷品中字体的清晰度,确保字体轮廓清晰可辨。
2. 字距准确:检查文字之间的间距是否符合设计要求,避免文字间距过近或过大的问题。
3. 针对小字体:检测小字体的清晰度和可读性,确保小字体片段的质量。
四、版面对齐1. 水平对齐:评估印刷品中文本和图像在水平方向上的对齐情况。
2. 垂直对齐:检查印刷品中文本和图像在垂直方向上的对齐情况。
3. 边距一致性:检验印刷品中各个边距的一致性,确保版面整齐。
五、印刷质量1. 线条清晰度:评估印刷品中线条的清晰度和细节表现能力。
2. 转印准确性:检查印刷品的转印质量,确保转印准确并且没有模糊和偏差。
3. 纸张质量:评估印刷品所使用纸张的质量,包括光泽度、厚度等指标。
六、附加要素1. 装订质量:检测印刷品的装订质量,包括装订线的位置是否准确,装订强度是否合适等。
2. 裁剪准确性:评估印刷品切边的准确性,确保切边平整。
3. 表面处理:检验印刷品所使用的表面处理的质量,如覆膜、过光等。
综上所述,印刷行业印刷质量检验表是一个全面评估印刷品质量的工具。
通过检验表中所涵盖的各项质量要素,可以确保印刷品在色彩、文字、版面对齐和印刷质量等方面达到预期效果。
只有经过严格的质量检验,印刷品才能满足客户的需求,提供出色的印刷品。
印刷常见质量故障分析及排除一、电调凹版的耐压力在印刷过程中,印版与刮刀之间、印版与薄膜之间及印膜与压印辊之间都存在着表面摩擦。
表面摩擦的结果就是使版面图文部分被损伤,着墨孔的开口变小、深度变浅,造成传墨单元面积减小,网墙宽度增大,在高光调处,实际网穴变小,印刷时浅网处的“反白点”现象增多;在实地色块处,上墨量减小,严重时在印品上表现出网目现象,例如白色实地块处不能完全遮住镀铝、铝箔的底色,个别地方漏出基材的底色。
另外,印版烙层磨损过度后,就失去了刮刀的支撑作用,继续使用容易将铜网墙变形(变塌),网穴形状改变,这也是过度使用的印版会失去再退镀价值的原因。
从上可知,印版磨损后,导致的结果是层次的改变,从而影响色彩的再现。
质量较好的凹印版有较高的耐压力,一般可以印刷几十万米甚至几百万米。
印版的使用寿命取决于以下因素:1、印版因素(1)版筒表面的镀烙质量①烙层的结合牢度。
如果镀前处理中未将版面的各种油污除净,则镀烙后就会产生烙层结合不牢的故障;表现为起泡(烙层从内部凸起)或掉烙(露铜)形成着墨点。
②烙层的厚度。
烙层的厚度过薄就容易出现印版露铜故障,这回直接影响印版的寿命。
③烙层的硬度。
烙层的硬度时获得耐压力的前提。
烙层的硬度不足时,其表面很容易被刮刀刮成纵向的版纹,且烙层厚度会较快地被磨损,近年来镀烙添加剂已广泛适用于凹版镀烙工艺中,在很大程度上提高了凹版烙层的硬度,还大大增加了烙层的表面细裂纹的数目,刮刀能够不伤版面而印刷时因为油墨成为润滑剂,降低了刮刀与版面的摩擦力。
(2)版面的研磨质量版面完成镀烙之后表面会存在毛刺和固体颗粒,若研磨质量不好时,这些毛刺和固体颗粒会在版辊转动时划伤刮刀,划伤了刮刀又会加剧对版面的磨损;当然划伤了刮刀在印刷时会出现刀丝现象。
电雕时镀铜面雕刻刀划伤,或铜木犀在镀烙前清洗不净,会直接造成版面粗糙,损伤了刮刀刃口。
(3)镀铜层的质量镀铜层的硬度较软时,在较大的压力下,网墙容易被压倒。
套印不准即图文和纸张之间位置配合不准确。
纸张通过纸路传递,图文通过水、墨路传递。
纸路传送不准确,水、墨路传递不准确,以及纸路同水、墨路的配合不准确等都可能造成套印不准。
从纸路来看,套印准确就是纸张在印刷过程中的每一环节的位置不髓时间、条件的变化而变化,只要其位置变化就会造成套印不准。
线路套印不准一般分为前后套印不准、左右套印不准、左右式前后同时套印不准(见下图)。
因此分析纸路套印不准时就要找那些造成绩张位置(前后、左右、前后及左右同时)变化的因素,然后采取相应措施加以解决。
1.纸路造成正体会闯不准。
(1)规矩定位不准确仔细检查前规和测规约工作状况,前现什么时候结纸张定位,例规什么时候结纸张定位,按说明书的要求将其调节好。
同时要注意前规及测规的高度是否符合要求。
(2)递纸牙取纸不准确①递纸牙取纸时抖动,造成交接不稳:调节递纸牙的靠塞,使其在输纸板上保持静止,而且过渡最平缓;②递纸牙取纸时轴向串动:调节轴向锁紧螺母,使其有0.03mm的串动量即可;③递纸牙的咬力不足,纸张滑动:增大咬力,尤其是高速时应注意这一点(主要是由纸张的惯性引起的);④递纸牙开闭牙时间不准确:重新调整开闭牙时间。
(3)递纸牙和规矩之间配合不准确①递纸牙还未取纸时,规矩部分已放开纸张:调节规矩使递纸牙和规矩之间有共同的交接时间;②规矩还未定位完毕:递纸牙就取纸,按上述调节;③递纸牙叼纸离开输纸板时,规矩部分还未放纸:调节规矩使其提前放纸;④上摆式递纸牙的牙垫高低不合适:太低,容易对纸张形成冲击,使纸张移位;太高,递纸牙合牙时将纸张向上拉,纸张的位置也会发生变化。
应仔细检查其在输纸板上的高低位置。
一般其高度应为:纸张厚度+0.2mm,即与前规帽和侧规压板的高度一致。
(4)递纸牙和前传纸滚筒(或压印滚筒)之间的交接不准确①交接时间太短:调整相应开闭牙凸轮的位置;②牙垫之间的距离不合适:重新调节,使其距离为:纸厚+0.2mm。
不过一般此距离不宜调节。
影响印刷品质量的常见故障分析与排除
一、颜色污染
1、原因分析:
(1)印版表面污染:污染物可能是抹布的污染,手污、走样水、油
墨残渣等;
(2)纸张污染:一般是污水、污泥等粘在纸张表面上而造成的污染;
(3)油墨污染:油墨污染主要是油墨残渣,油墨积聚,污染印版或
浸入纸张表面,也可能是油墨中的一些添加物残留而生成的污染。
2、排除措施:
(1)印版污染:清洁印版,更换抹布,使用专用的聚酯薄膜并定期
更换;
(2)纸张污染:更换纸张,添加控渣剂,及时调整抄送湿度;
(3)油墨污染:更换油墨,清洁印版,在印刷前检查油墨是否易于
开封,定期清洗印版,添加抗沉积剂,定期检查、清洗印刷机分切刀等。
二、走样
1、原因分析:
(1)报警器或印刷机的运行振动:运行振动会使印刷物料发生位移,导致图像走样;
(2)报警器或印刷机抄送的位移:抄送的位移也会导致图像走样;
(3)印刷温度:印刷时的温度过高或过低会使印刷介质发生变形,从而影响报警器或印刷机的印刷质量;
(4)报警器或印刷机分切刀的清洗:若不定期清洗设备的分切刀。