生产线平衡-答案
- 格式:doc
- 大小:29.50 KB
- 文档页数:1
生产线基础试题及答案一、单项选择题(每题2分,共10题)1. 生产线设计中,以下哪个因素不是必须考虑的?A. 产品类型B. 工艺流程C. 员工人数D. 材料供应答案:C2. 在生产线平衡中,以下哪项指标是衡量生产线效率的重要指标?A. 节拍时间B. 产量C. 质量控制D. 员工满意度答案:A3. 以下哪种设备不属于生产线上的自动化设备?A. 自动装配机B. 机器人C. 传送带D. 手动工具答案:D4. 在生产线上,以下哪个环节不是质量控制的一部分?A. 原材料检验B. 过程控制C. 产品包装D. 客户反馈答案:D5. 生产线布局设计中,以下哪种布局方式不适合大批量生产?A. 直线型布局B. U型布局C. 单元式布局D. 流水线布局答案:C6. 以下哪种方式不是生产线上常用的物料搬运方式?A. 人工搬运B. 传送带C. 叉车搬运D. 电梯搬运答案:D7. 在生产线上,以下哪个因素对生产效率影响最大?A. 设备故障率B. 员工技能C. 原材料质量D. 环境温度答案:A8. 以下哪种生产方式不是精益生产的核心理念?A. 减少浪费B. 持续改进C. 大批量生产D. 拉动式生产答案:C9. 在生产线上,以下哪个环节不是生产计划的一部分?A. 生产排程B. 物料需求计划C. 质量检验D. 销售预测答案:C10. 以下哪种技术不是生产线自动化的关键技术?A. 传感器技术B. 控制系统C. 人工智能D. 手工操作答案:D二、多项选择题(每题3分,共5题)1. 生产线设计时,需要考虑以下哪些因素?A. 产品特性B. 市场需求C. 员工技能D. 环境因素答案:ABCD2. 生产线平衡中,以下哪些措施可以提高生产线效率?A. 减少非生产时间B. 增加员工人数C. 优化工艺流程D. 采用自动化设备答案:ACD3. 在生产线上,以下哪些设备属于关键设备?A. 机器人B. 传送带C. 检测仪器D. 手动工具答案:ABC4. 生产线布局设计中,以下哪些布局方式适合小批量多品种生产?A. 直线型布局B. U型布局C. 单元式布局D. 流水线布局答案:BC5. 在生产线上,以下哪些因素会影响产品质量?A. 原材料质量B. 员工技能C. 设备精度D. 环境温度答案:ABCD三、判断题(每题1分,共5题)1. 生产线设计时,不需要考虑市场需求。
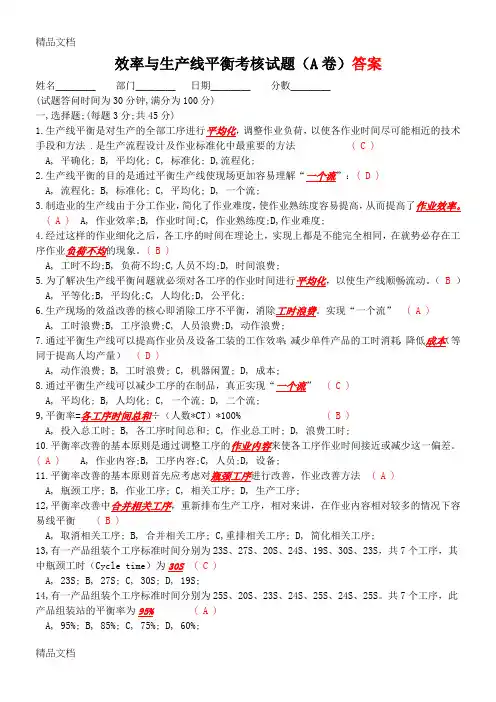
效率与生产线平衡考核试题(A卷)答案姓名╴╴╴╴部门╴╴╴╴日期╴╴╴╴分數╴╴╴╴(试题答问时间为30分钟,满分为100分)一,选择题;(每题3分;共45分)1.生产线平衡是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段和方法 .是生产流程设计及作业标准化中最重要的方法( C )A, 平确化; B, 平均化; C, 标准化; D,流程化;2.生产线平衡的目的是通过平衡生产线使现场更加容易理解“一个流”:( D )A, 流程化; B, 标准化; C, 平均化; D, 一个流;3.制造业的生产线由于分工作业,简化了作业难度,使作业熟练度容易提高,从而提高了作业效率。
( A ) A, 作业效率;B, 作业时间;C, 作业熟练度;D,作业难度;4.经过这样的作业细化之后,各工序的时间在理论上,实现上都是不能完全相同,在就势必存在工序作业负荷不均的现象。
( B )A, 工时不均;B, 负荷不均;C,人员不均;D, 时间浪费;5.为了解决生产线平衡问题就必须对各工序的作业时间进行平均化,以使生产线顺畅流动。
( B ) A, 平等化;B, 平均化;C, 人均化;D, 公平化;6.生产现场的效益改善的核心即消除工序不平衡,消除工时浪费。
实现“一个流”( A )A, 工时浪费;B, 工序浪费;C, 人员浪费;D, 动作浪费;7.通过平衡生产线可以提高作业员及设备工装的工作效率;减少单件产品的工时消耗,降低成本(等同于提高人均产量)( D )A, 动作浪费; B, 工时浪费; C, 机器闲置; D, 成本;8.通过平衡生产线可以减少工序的在制品,真正实现“一个流”( C )A, 平均化; B, 人均化; C, 一个流; D, 二个流;9,平衡率=各工序时间总和÷(人数*CT)*100% ( B )A, 投入总工时; B, 各工序时间总和; C, 作业总工时; D, 浪费工时;10.平衡率改善的基本原则是通过调整工序的作业内容来使各工序作业时间接近或减少这一偏差。

效率与生产线平衡考核试题(A卷)答案姓名╴╴╴╴部门╴╴╴╴日期╴╴╴╴分數╴╴╴╴(试题答问时间为30分钟,满分为100分)一,选择题;(每题3分;共45分)1.生产线平衡是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段和方法 .是生产流程设计及作业标准化中最重要的方法(C)A,平确化;B, 平均化;C,标准化;D,流程化;2.生产线平衡的目的是通过平衡生产线使现场更加容易理解“一个流”:(D)A,流程化;B,标准化;C,平均化;D, 一个流;3.制造业的生产线由于分工作业,简化了作业难度,使作业熟练度容易提高,从而提高了作业效率。
(A)A,作业效率;B,作业时间;C,作业熟练度;D,作业难度;4.经过这样的作业细化之后,各工序的时间在理论上,实现上都是不能完全相同,在就势必存在工序作业负荷不均的现象。
(B)A,工时不均;B,负荷不均;C,人员不均;D, 时间浪费;5.为了解决生产线平衡问题就必须对各工序的作业时间进行平均化,以使生产线顺畅流动。
( B )A,平等化;B,平均化;C, 人均化;D, 公平化;6.生产现场的效益改善的核心即消除工序不平衡,消除工时浪费。
实现“一个流”(A)A,工时浪费;B,工序浪费;C, 人员浪费;D, 动作浪费;7.通过平衡生产线可以提高作业员及设备工装的工作效率;减少单件产品的工时消耗,降低成本(等同于提高人均产量)(D)A,动作浪费;B,工时浪费;C,机器闲置;D, 成本;8.通过平衡生产线可以减少工序的在制品,真正实现“一个流”(C)A, 平均化; B, 人均化;C,一个流;D,二个流;9,平衡率=各工序时间总和÷(人数*CT)*100%(B)A,投入总工时;B, 各工序时间总和;C,作业总工时;D, 浪费工时;10.平衡率改善的基本原则是通过调整工序的作业内容来使各工序作业时间接近或减少这一偏差。
(A)A,作业内容;B, 工序内容;C, 人员;D, 设备;11.平衡率改善的基本原则首先应考虑对瓶颈工序进行改善,作业改善方法(A)A,瓶颈工序;B,作业工序;C,相关工序;D, 生产工序;12,平衡率改善中合并相关工序,重新排布生产工序,相对来讲,在作业内容相对较多的情况下容易线平衡(B)A,取消相关工序;B,合并相关工序;C,重排相关工序;D,简化相关工序;13,有一产品组装个工序标准时间分别为23S、27S、20S、24S、19S、30S、23S,共7个工序,其中瓶颈工时(Cycle time)为30S(C)A, 23S;B,27S;C,30S;D, 19S;14,有一产品组装个工序标准时间分别为25S、20S、23S、24S、25S、24S、25S。
《生产线平衡》试题
姓名工号成绩 , 一﹑填空﹕(12*4=分)
1.ECRS原则具体是指﹕Eliminate﹑Combine﹑Rearrange﹑Simple。
2.生产力是指每人每小时生产台数。
3.生产线平衡公式=各工站工时之和÷(瓶颈工站工时×工站总数) ×100%。
4.6M分析改善法﹐分别是指人员方面﹑机器设备方面﹑材料方面﹑作业方法﹑环境评量
工具、仪器。
二﹑问答题和应用题﹕
1.N客户要求H公司的交期是:110天(已扣除假期及双休日);交货量为:1210万PCS;现H公司
有11条冲压生产线,预估良率为98%,稼动率为85% (每日作业时间是20小时)。
请问单线节拍至少为多少秒时才不会延误交期? ( 20分)
解﹕
单线日产能=12,100,000/(110*11)=10,000 PCS/(日*线)
考虑良率及稼动率的影响,其实际产能应为:
10000/0.98/0.85=12005 PCS/(日*线)
Tact Time =3600*20/12005= 6.0 (秒)
2.某条生产线有5个工站﹐工时分别为:9s,11s,8s,12,10s﹐请计算出线平衡率? ( 12分)解﹕
线平衡=各工站工时之和÷(瓶颈工站工时×工站总数) ×100%=
=(9+11+8+12+10)/(12*5)*100%
=83%
3. ( 20分)请写出生产线平衡改善的八大步骤( 20分)
解﹕第一步:平衡前的数据收集整理与分析
第二步:消除生产的浪费
第三步:利用方法研究进行改善
第四步: 山积表平衡
第五步:建立新的生产流程
第六表:实施后的效果确认
第七步:改善后的总结报告
第八步:标准化。