生产线平衡计算ppt课件.ppt
- 格式:ppt
- 大小:2.31 MB
- 文档页数:6

⽣产线平衡PPT⽣产线平衡Line Balancingz调整各⼯序间的作业时间,使差距很⼩。
各⼯序间的作业时间差距越⼩,⽣产线就越平衡。
⽣产线平衡分析的⽬的z缩短产品的装配时间,增加单位时间的⽣产量。
z减少⼯序之间的预备时间;z提⾼⽣产线的效率;z改善⽣产线的平衡;z改善⽣产⽅法。
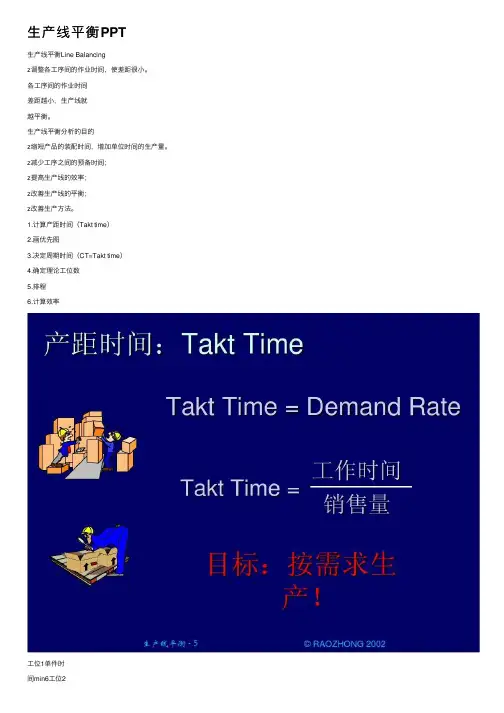
1.计算产距时间(Takt time)2.画优先图3.决定周期时间(CT=Takt time)4.确定理论⼯位数5.排程6.计算效率7⼯位33问题:假定⼯作由三个⼯位完成,每个⼯位完成⼯作的时间分别为6,7,3分钟。
这条线的周期时间(Cycle Time, CT)是多少?周期时间永远是由需时最长的⼯位决定的。
上述⼯作的CT 是7分钟。
其它两个⼯位有空闲时间。
z电风扇装配由下列任务组成:任务时间(Mins)任务描述紧前任务A2装配外框⽆B1安装开关AC 3.25装配马达架⽆D 1.2将马达架装⼊外框A, CE0.5安装扇叶D F1安装格栅E G1安装电缆BH 1.4测试F, G画优先图(Precedence Diagram )任务紧前任务A None AB A BC None DA, C 任务紧前任务E D F E G B GHE, GHA C BD E FGH2 3.2511.2.511.41Question: 哪⼀个⼯序决定了最⼤产出率?Answer: 任务C决定了⽣产线的CT,也就决定了最⼤台台瓶颈时间每⽇⽣产时间最⼤产出129=mins/ 3.25mins 420==任务时间(Mins)任务描述紧前任务A 2装配外框⽆B 1安装开关AC 3.25装配马达架⽆D 1.2将马达架装⼊外框A, C E 0.5安装扇叶D F 1安装格栅E G 1安装电缆B=C ,台天mins/ 4.2=mins/ 420 =C Question: 假定我们每天要装配100台风扇。
周期时间应是多少?Answer:确定理论最少⼯位数Question: 理论上的最少⼯位数是多少?Answer:(C)(T)=N N t t 周期时间任务时间总和理论最少⼯位数 ,3or 2.702, =mins/ 11.35 =N 台⽣产线平衡:排程规则⼀:z主规则: 以其后跟随任务数⽬最多的次序安排⼯位。