第1章 液态金属成形过程及控制
- 格式:doc
- 大小:4.99 MB
- 文档页数:60
1. 金属的液态成形(铸造)1.0概述将金属材料加热到高温熔化状态,然后采取一定的成形方法,待其冷却、凝固后获得所需金属制品,这种制造金属毛坯的过程称为金属的液态成形。
金属的液态成形除了铸造之外,还有液态模锻。
1.0.1铸造的定义铸造是指将液态合金浇注到与零件的形状、尺寸相适应的铸型型腔中,待其冷却凝固后,获得所需形状、尺寸和性能的毛坯或零件的金属液态成形方法。
它是生产机器零件毛坯的主要方法之一。
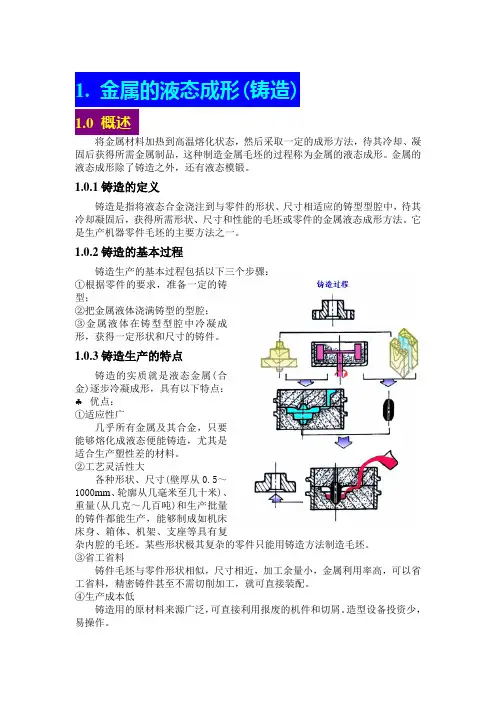
1.0.2铸造的基本过程铸造生产的基本过程包括以下三个步骤:①根据零件的要求,准备一定的铸型;②把金属液体浇满铸型的型腔;③金属液体在铸型型腔中冷凝成形,获得一定形状和尺寸的铸件。
1.0.3铸造生产的特点铸造的实质就是液态金属(合金)逐步冷凝成形,具有以下特点:优点:①适应性广几乎所有金属及其合金,只要能够熔化成液态便能铸造,尤其是适合生产塑性差的材料。
②工艺灵活性大各种形状、尺寸(壁厚从0.5~1000mm、轮廓从几毫米至几十米)、重量(从几克~几百吨)和生产批量的铸件都能生产,能够制成如机床床身、箱体、机架、支座等具有复杂内腔的毛坯。
某些形状极其复杂的零件只能用铸造方法制造毛坯。
③省工省料铸件毛坯与零件形状相似,尺寸相近,加工余量小,金属利用率高,可以省工省料,精密铸件甚至不需切削加工,就可直接装配。
④生产成本低铸造用的原材料来源广泛,可直接利用报废的机件和切屑。
造型设备投资少,易操作。
缺点:①铸件内部晶粒比较粗大,组织疏松,容易产生气孔、夹渣等铸造缺陷,机械性能和可靠性不如锻件,尤其是冲击韧性较差,不宜制造受冲击或交变载荷作用的零件。
②生产过程比较复杂,工序多且一些工艺过程难以精确控制,铸件质量不稳定,废品率较高。
③工人劳动强度大,劳动条件差。
1.0.4铸造生产的发展历史我国是世界上最早掌握铸造生产的文明古国之一。
早在三千多年前,青铜铸器已有应用,二千五百多年前,铸铁工具也已相当普遍。
我国劳动人民对世界铸造业的三大贡献(三大铸造技术):泥型铸造(砂型铸造)、铁型铸造(金属型铸造)、失蜡铸造(熔模铸造)。



第一章 液态金属成形过程及控制本章的主要内容为:液态金属充型过程的水力学特性及流动情况;浇注系统及设计;液态金属凝固收缩过程的工艺分析;冒口和冷铁和设计。
即让学生了解和掌握液态金属铸造成形的两个基本过程-充型和凝固对铸件质量的影响规律,并提出其控制方案和措施。
本章的重点:(1)、充型过程及其控制;(2)、凝固过程及其控制。
引言铸造的定义:让金属液流入并凝固在预先制备的铸型中,获得特定形状的毛坯或零件(铸件 )的方法或技术。
铸造成形的基本过程是充型和凝固:充型的主要目的:使金属液充满铸型,从而实现对型腔形状、尺寸以及表面的复制。
充型的有效性:是否能够充满型腔;充型的平稳性:是否卷入气体或杂质;充型的顺序性:调整充填后的温度分布。
凝固的主要目的:使不具备机械性能的液相转变为具备特定机械性能的固相。
凝固的速度:晶粒大小及形态;凝固的顺序:是否有助于补缩;凝固末期的温度场:应力大小及分布、变形、热裂的产生与控制第一节液态金属充型过程的水力学特性及流动情况充型过程对铸件质量的影响很大可能造成的各种缺陷,如冷隔、浇不足、夹杂、气孔、夹砂、粘砂等缺陷,都是在液态金属充型不利的情况下产生的。
正确地设计浇注系统使液态金属平稳而又合理地充满型腔,对保证铸件质量起着很重要的作用。
一、液态金属充型流动过程的水力学特性目前在实际铸造生产中,砂型仍占相当大的分量,而液态金属在砂型中流动时呈现出如下水力学特性:1. 粘性流体流动:液态金属是有粘性的流体。
液态金属的粘性与其成分有关,在流动过程中又随液态金属温度的降低而不断增大,当液态金属中出现晶体时,液体的粘度急剧增加,其流速和流态也会发生急剧变化。
2. 不稳定流动:在充型过程中液态金属温度不断降低而铸型温度不断增高,两者之间的热交换呈不稳定状态。
随着液流温度下降,粘度增加,流动阻力也随之增加;加之充型过程中液流的压头增加或和减少,液态金属的流速和流态也不断变化,导致液态金属在充填铸型过程中的不稳定流动。