盐浴炉是以溶盐为加热介质
- 格式:doc
- 大小:26.00 KB
- 文档页数:4
热处理盐浴炉操作规程一、引言热处理是一种常见的金属加工工艺,通过控制金属材料的加热和冷却过程,改变其组织结构和性能,以达到提高材料硬度、强度和耐磨性等目的。
热处理盐浴炉是一种常用的热处理设备,本操作规程旨在确保热处理过程的安全性、稳定性和有效性。
二、设备介绍1. 热处理盐浴炉是一种用盐浴作为加热介质的设备,其主要组成部分包括加热器、控温系统、盐浴槽和工件悬挂装置等。
2. 加热器采用电加热方式,通过控制电流和电压来实现加热盐浴的温度控制。
3. 控温系统通过传感器实时监测盐浴温度,并通过控制电路调节加热器的工作状态,以保持盐浴温度稳定。
4. 盐浴槽是用于容纳盐浴的容器,其材料应具有良好的耐高温和耐腐蚀性能。
5. 工件悬挂装置用于将待处理的金属工件悬挂在盐浴中,以保证工件能够均匀受热。
三、操作流程1. 准备工作a. 确保热处理盐浴炉的电源接地良好,设备周围无易燃、易爆物品。
b. 检查盐浴槽内的盐浴液位,确保足够的盐浴液。
c. 检查加热器和控温系统的工作状态,确保设备正常运行。
d. 确认工件的准备情况,包括清洁度和悬挂装置的可靠性。
2. 加热操作a. 打开热处理盐浴炉的电源开关,启动加热器和控温系统。
b. 设置所需的热处理温度,并等待盐浴温度达到设定值。
c. 将待处理的工件悬挂在盐浴中,确保工件与盐浴充分接触。
d. 根据工件的具体要求和热处理工艺规程,保持工件在盐浴中的时间,以完成所需的热处理过程。
e. 在热处理过程中,定期检查盐浴温度和工件的状态,确保温度稳定和工件的均匀受热。
3. 冷却操作a. 热处理完成后,关闭加热器和控温系统,停止加热。
b. 将工件从盐浴中取出,并立即进行冷却处理,以控制工件的组织结构和性能。
c. 冷却处理可以采用空气冷却、水冷却或其他适当的冷却介质,具体根据工件材料和热处理要求来决定。
d. 在冷却过程中,注意工件的表面是否有裂纹或变形情况,必要时采取适当的措施进行修复。
四、安全注意事项1. 操作人员应经过专业培训,并严格按照操作规程进行操作。

热处理设备主要包括各种加热炉和加热装置。
在热处理设备中,应用较为广泛的是各种电阻炉,它是以电为能源,通过炉内电热元件将电能转化为热能而加热工件的炉子。
加热装置包括直接电热装置、接触电热装置、火焰加热装置、感应加热装置和激光加热装置等。
一、加热炉的分类加热炉是热处理车间的重要设备,为了便于选择和使用,通常按下列几种方法分类:1.按热源分按热源可分为电阻炉、燃料炉(煤炉、油炉和煤气炉)。
目前电阻炉应用最广泛;2.按工作温度分按工作温度可分为高温炉(1000~1300℃)、中温炉(650~1000℃)、低温炉(<650℃);3.按炉膛内加热介质分按炉膛内加热介质可分为空气炉、可控气氛炉、浴炉、流态粒子炉、真空炉、离子渗氮炉等;4.按工艺用途分按工艺用途可分为正火炉、退火炉、淬火炉、回火炉、渗碳炉、渗氮炉、碳氮共渗炉等;5.按炉型分按炉型可分为箱式炉、井式炉、台车式炉、推杆式炉、转底式炉、振底式炉、传送带式炉等;6.按作业方式分按作业方式可分为周期式作业炉、半连续式作业炉、连续式作业炉等二、常用电阻炉的结构特点及用途1.盐浴炉的结构及用途盐浴炉是利用中性盐作为加热介质的一种热处理炉。
盐浴炉按热源供给方式的不同可分为外热式和内热式两种。
根据盐的种类和比例不同,可适合较大的工作范围(150~1350℃),在盐浴炉中可完成多种热处理工艺,如淬火、回火、局部加热等。
同一般电阻炉相比,盐浴炉具有许多优点:炉体结构简单,加热速度快且均匀,工件变形小和不易氧化脱碳等。
盐浴炉的缺点是:装料少,只适用于中小型零件的加热;劳动条件较差,有的介质有毒,对健康有害;操作不够安全,水滴入炉会引起熔盐飞溅,易发生事故;需用较多辅助时间,如启动、脱氧等;需配置变压器、抽风机等辅助设备。
2.箱式电阻炉的分类及用途箱式电阻炉按其工作温度可分为高温(1000~1300℃)、中温(650~1000℃)、低温(<650℃)三种类型。


盐浴炉是以溶盐为加热介质,溶盐既是发热体又是导电体。
按其加热方式可分为内热式和外热式,目前普遍采用的是内热式盐浴炉。
内热式盐浴炉是将两根、三根或多根电极插入或埋入盐炉中,当电流通过溶盐时电解便转换成热能使其温度升高,而将工件放入溶盐中,热量将传给工件,使其加热到与浴盐相等的温度。
以达到工件热处理的目的。
由于盐浴炉是以溶盐为导电介质的,它的电阻只有千分之几欧姆,根据下式U=√PR I=U/R可知:为达到盐炉的输出功率,要求盐炉变压器的二次电压较低,而电流极大。
如50KVA 盐炉变压器,二次电压为5.53~17.8伏,电流达4520安。
因此二次常采用大截面的矩形导线绕制,其匝数一般仅为几匝。
另外,为适应盐炉在升温、保温时功率不同的要求,输出电压可在一定范围内分数档调节。
调压的方法一般是通过无载分接开关来改变一次绕组的匝数来实现的,而且档数越高,输出电压越高,则输出电压越大,反之则小。
盐浴炉由插入式改成埋入式后,由于埋入后两电极之间的距离大,则电阻也大,在盐炉变压器输出保持原额定值时,炉温升不上去,甚至放在最高档也达不到输出功率。
对于单相盐浴炉,可以将盐炉变压器的二次绕组由原来的并联改为串联,使输出电压升高一倍,但应注意连接时极性不能接错。
而对于三相盐浴炉,只要将二次绕组由原来的三角形连接改成星形连接,输出电压就可提高√3倍。
以达到提高温度的目的。
热处理盐浴炉热处理盐浴炉盐浴炉是采用熔盐作为加热介质的热处理设备,特点是结构简单,制造容易,加热速度快且均匀,工件氧化脱碳少,便于细长工件悬挂加热和局部加热。
盐浴炉广泛用于工件的淬火、正火加热、局部加热淬火、化学热处理、分级淬火和等温淬火、回火等。
盐浴炉按热源方式可分为内热式和外热式两种。
内热式以电极式盐浴炉应用最普遍;外热式接热源种类不同有电热式和燃料加热式两种,以电热式坩埚盐浴炉应用为多。
一、电极式盐浴炉电极式盐浴炉是在井状炉膛内插入或在炉墙中埋入电极,并通以低压大电流的交流电,借助熔盐的电阻发热,使熔盐到达要求的温度,把熔盐中的工件加热。
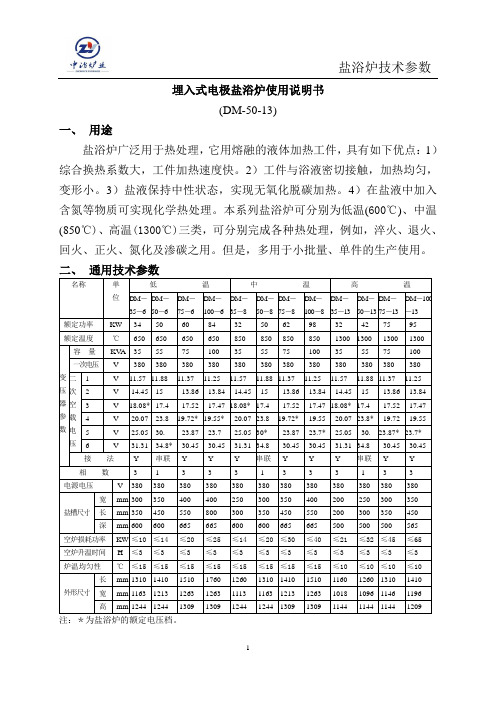
埋入式电极盐浴炉使用说明书(DM-50-13)一、用途盐浴炉广泛用于热处理,它用熔融的液体加热工件,具有如下优点:1)综合换热系数大,工件加热速度快。
2)工件与浴液密切接触,加热均匀,变形小。
3)盐液保持中性状态,实现无氧化脱碳加热。
4)在盐液中加入含氮等物质可实现化学热处理。
本系列盐浴炉可分别为低温(600℃)、中温(850℃)、高温(1300℃)三类,可分别完成各种热处理,例如,淬火、退火、回火、正火、氮化及渗碳之用。
但是,多用于小批量、单件的生产使用。
二、通用技术参数名称单位低温中温高温DM-35-6DM-50-6DM-75-6DM-100-6DM-35-8DM-50-8DM-75-8DM-100-8DM-35-13DM-50-13DM-75-13DM-100-13额定功率KW 34 50 60 84 32 50 62 98 32 42 75 95 额定温度℃650 650 650 650 850 850 850 850 1300 1300 1300 1300变压器参数容量KV A 35 55 75 100 35 55 75 100 35 55 75 100 一次电压V 380 380 380 380 380 380 380 380 380 380 380 380 二次空载电压1 V 11.57 11.88 11.37 11.25 11.57 11.88 11.37 11.25 11.57 11.88 11.37 11.252 V 14.45 15 13.86 13.84 14.45 15 13.86 13.84 14.45 15 13.86 13.843 V 18.08* 17.4 17.52 17.47 18.08* 17.4 17.52 17.47 18.08* 17.4 17.52 17.474 V 20.07 23.8 19.72* 19.55* 20.07 23.8 19.72* 19.55 20.07 23.8* 19.72 19.555 V 25.05 30. 23.87 23.7 25.05 30* 23.87 23.7* 25.05 30. 23.87* 23.7*6 V 31.31 34.8* 30.45 30.45 31.31 34.8 30.45 30.45 31.31 34.8 30.45 30.45接法Y 串联Y Y Y 串联Y Y Y 串联Y Y 相数 3 1 3 3 3 1 3 3 3 1 3 3电源电压V 380 380 380 380 380 380 380 380 380 380 380 380盐槽尺寸宽mm 300 350 400 400 250 300 350 400 200 250 300 350 长mm 350 450 550 800 300 350 450 550 200 300 350 450 深mm 600 600 665 665 600 600 665 665 500 500 500 565空炉损耗功率KW ≤10≤14≤20≤25≤14≤20≤30≤40≤21≤32≤45≤65空炉升温时间H ≤3≤3≤3≤3≤3≤3≤3≤3≤3≤3≤3≤3炉温均匀性℃≤15≤15≤15≤15≤15≤15≤15≤15≤10≤10≤10≤10外形尺寸长mm 1310 1410 1510 1760 1260 1310 1410 1510 1160 1260 1310 1410 宽mm 1163 1213 1263 1263 1113 1163 1213 1263 1018 1096 1146 1196 高mm 1244 1244 1309 1309 1244 1244 1309 1309 1144 1144 1144 1209注:*为盐浴炉的额定电压档。

盐浴炉热处理安全技术操作规程范本第一章总则第一条为保障盐浴炉热处理作业的安全,防止事故的发生,本规程制定。
第二条盐浴炉热处理安全技术操作规程是盐浴炉热处理操作中的重要安全技术文件,是操作人员必须严格遵守的基本工作行为规范。
第三条本规程所称盐浴炉,是指一种利用盐浴作为传热介质加热工件的专用炉设备。
第四条盐浴炉热处理操作按照安全第一的原则,严格遵守相关法律法规,制定本规程,加强对操作人员的安全培训与管理,确保热处理操作安全可靠。
第五条盐浴炉热处理操作应保证工人的人身安全,并保护环境。
第二章盐浴炉基本安全要求第六条盐浴炉在设计和生产时应符合国家相关标准,且定期进行必要的检验和维护。
第七条操作人员必须经过专业培训并持有相应资质证书,了解相关的盐浴炉热处理操作知识,并且具备紧急情况下的应急处理能力。
第八条盐浴炉的火源和燃料必须符合国家标准,使用合格的燃料和有效的通风系统。
第九条盐浴炉的温度和环境指标必须符合设计和安全要求,定期进行检测和记录,确保运行稳定可靠。
第十条盐浴炉操作人员必须熟悉盐浴炉的操作原理和工作流程,严禁擅自调整操作参数或私自改变操作程序。
第三章盐浴炉操作安全控制第十一条在进行盐浴炉热处理前,必须做好相关的工艺准备工作,包括清理工作台、准备好必要的工具和材料等。
第十二条盐浴炉使用过程中,操作人员必须穿戴符合要求的劳动防护用品,包括防火服、防酸碱手套、防滑鞋等。
第十三条盐浴炉使用时,必须保证作业区域安全,周围没有易燃物、可燃气体和易爆物。
第十四条盐浴炉操作过程中,严禁将身体部位伸入盐浴内,以免发生烫伤事故。
第十五条盐浴炉操作人员必须熟悉并掌握盐浴炉操作程序,严禁超负荷操作和随意调整操作参数。
第十六条盐浴炉操作涉及搬运盐浴的工作,必须配备相应的设备和使用专业工具,操作人员必须经过专业培训。
第四章可燃气体防护第十七条盐浴炉使用时必须做好可燃气体的防护工作,严格控制火源和燃料的使用,确保工作环境无可燃气体泄漏。
钢的热处理金属材料进行热处理是改善和提高零件性能的重要方法,因此在零件的制造过程中,热处理是不可缺少的。
一、常用的金属材料——钢与铸铁金属材料包括纯金属及其合金(即在一种金属中加入其它元素所形成的金属材料)。
工业上又把金属材料分为两大类:一类为黑色金属,它包括铁、锰、铬及其合金,其中以铁基合金(即钢和铸铁)应用最广;另一类为有色金属,是指除黑色金属以外的所有金属及其合金。
在工业上使用的金属材料中,以钢和铸铁使用最多。
钢和铸铁(总称为钢铁材料)是以铁为主,加入碳等其它合金元素所组成的,故称为铁碳合金材料。
一般把含碳量小于2%的铁碳合金称为钢;大于2%的铁碳合金称为铸铁。
1.钢的分类、编号及性能特点:根据成分不同钢可分为碳素钢(简称碳钢)和合金钢两类。
(1)碳素钢碳素钢中以铁和碳为主要元素,但常含有Mn、Si、S、P等杂质元素,其中S、P对钢的性能危害很大。
因此根据硫、磷含量多少,把钢分为:普通质量钢(S≤00.0%,P≤0.005%)优质钢(S≤0.03%,P≤0.035%),高级优质钢(S≤0.02%,P≤0.003%)等。
碳钢的性能主要绝定于含碳量的高低,随着含碳量的增多,碳钢的强度、硬度提高,塑性和韧性降低。
根据含碳量的多少,碳钢分为低碳钢(C≤0.25%)、中碳钢(C=0.3~0.6%)和高碳钢(C>0.6%)。
所以低碳钢的强度、硬度低,塑性韧性好,常用于受力较小的冲压件(如皮带轮罩壳、垫圈、自行车的挡泥板等)、焊接件等;高碳钢的强度高,塑性低,常用于制造受力较大的弹簧等零件;中碳钢既有一定强度,也有一定塑性,常用于制备受力较大、较复杂的轴类零件等。
工业上根据用途不同,将碳素钢分为碳素结构钢和碳素工具钢。
(a)碳素结构风该类钢主要用于各种结构件。
根据钢的质量不同(即S、P含量)分为碳素结构钢和优质碳素结构钢。
碳素结构钢是属于普通质量钢,其牌号表示方法为Q+三位数字。
Q为“屈”字的汉语拼音子首,后面三位数为表示该钢的屈服点(MPa)数值,如常用的Q235,表示屈服点为235MPa的普通质量钢。
钢的热处理种类钢的热处理种类分为整体热处理和表面热处理两大类。
常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
1.退火退火就是将金属或合金的工件加热到适当温度(高于或低于临界温度,临界温度即使材料发生组织转变的温度),保持一定的时间,然后缓慢冷却(即随炉冷却或者埋入导热性较差的介质中)的热处理工艺。
退火工艺的特点是保温时间长,冷却缓慢,可获得平衡状态的组织。
钢退火的主要目的是为了细化组织,提高性能,降低硬度,以便于切削加工;消除内应力;提高韧性,稳定尺寸。
使钢的组织与成分均匀化;也可为以后的热处理工艺作组织准备,根据退火的目的不同,退火有完全退火、球化退火、消除应力退火等几种。
退火常在零件制造过程中对铸件、锻件、焊件接进行,以便于以后的切削加工或为淬火作组织准备。
2.正火将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。
正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。
正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。
故退火与正火同样能达到零件性能要求时,尽可能选用正火。
大部分中、低碳钢的坯料一般都采用正火热处理。
一般合金钢坯料常采用退火,若用正火,由于冷却速度较快,使其正火后硬度较高,不利于切削加工。
3.淬火将钢件加热到临界点以上某一温度(45号钢淬火温度为840-860℃,碳素工具钢的淬火温度为760~780℃),保持一定的时间,然后以适当速度冷却以获得马氏体或贝氏体组织的热处理工艺称为淬火。
淬火与退火、正火处理在工艺上的主要区别是冷却速度快,目的是为了获得马氏体组织。
也就是说要获得马氏体组织,钢的冷却速度必须大于钢的临界速度。
所谓临界速度就是获得马氏体组织的最小冷却速度。
钢的种类不同,临界冷却速度不同,一般碳钢的临界冷却速度要比合金钢大。
所以碳钢加热后要在水中冷却,而合金钢在油中冷却。
热处理工艺与环境保护关系分析作者:商殿佐刘肇熙尹红霞来源:《现代盐化工》2022年第02期关键词:热处理;能耗;污染;环境保护第一次工业革命以后,工业生产的技术水平大幅提高,环境问题也随之而来。
在没有脱硫技术的年代,大量使用未经脱硫的煤炭燃料引发了一系列环境问题,对地球生态造成了损害,环境治理迫在眉睫。
随着人工智能的研发以及各领域的机械化、智能化,生产技术飞速发展,对各种材料的需求量日益增长。
其中,金属材料的大量需求导致热处理工艺中的工业污染物产生量剧增。
虽然国家对工业排放作出了严格的规定,但水污染、土壤污染、大气污染等环境问题依旧层出不穷。
为了减少污染物的生成、降低污染物的排放量,要坚持不懈地从热处理工艺与设备方面寻找突破口。
1热处理工艺的能耗与污染金属热处理是一类重要的机械加工工艺,是指对固态金属材料进行加热、保温、冷却,定向获得具有一定力学性能、物理性能以及其他化学性能的材料的热加工工艺。
在热处理中有“四把火”,即正火、退火、淬火和回火,根据不同的加热温度、保温时间以及冷却速度,又演变出不同的热处理工艺,如亚温正火、球化退火、双液淬火、高温回火,但无论是何种工艺,在操作过程中均会伴随大量能耗和污染物的产生。
1.1热处理工艺的能耗在热处理工艺中,通过加热、保温、冷却,在不改变材料外形以及整体化学成分的前提下,使材料内部的显微组织和表面化学成分发生变化,从而改变材料的各种性能。
在此过程中,要将材料加热到临界温度以上,需要消耗大量的热能,而热能的来源首先是通过煤炭、柴油燃烧带动发电机发电或通过其他形式产生电能,然后将电能在炉内转化为热能,消耗的电能以及燃烧产生的二氧化碳等污染物很多。
在热处理工艺中,主要的耗能工艺有整体热处理工艺和表面热处理工艺两类。
整体热处理工艺是指退火、正火、淬火和回火,因为在上述过程中,通常要先将炉内温度加热到几千摄氏度,所以热处理的整体能耗相当高。
日本的热处理工艺能耗统计显示[1],正火的平均单位能耗为200kWh/t,平均热效率为78.4%;退火的平均单位能耗为356kWh/t,平均热效率为46.9%;淬火的平均单位能耗为255kWh/t,平均热效率为64.2%;回火的平均单位能耗为157kWh/t,平均热效率为61.1%。
盐浴炉是以溶盐为加热介质,溶盐既是发热体又是导电体。
按其加热方式可分为内热式和外热式,目前普遍采用的是内热式盐浴炉。
内热式盐浴炉是将两根、三根或多根电极插入或埋入盐炉中,当电流通过溶盐时电解便转换成热能使其温度升高,而将工件放入溶盐中,热量将传给工件,使其加热到与浴盐相等的温度。
以达到工件热处理的目的。
由于盐浴炉是以溶盐为导电介质的,它的电阻只有千分之几欧姆,根据下式
U=√PR I=U/R
可知:为达到盐炉的输出功率,要求盐炉变压器的二次电压较低,而电流极大。
如50KVA 盐炉变压器,二次电压为5.53~17.8伏,电流达4520安。
因此二次常采用大截面的矩形导线绕制,其匝数一般仅为几匝。
另外,为适应盐炉在升温、保温时功率不同的要求,输出电压可在一定范围内分数档调节。
调压的方法一般是通过无载分接开关来改变一次绕组的匝数来实现的,而且档数越高,输出电压越高,则输出电压越大,反之则小。
盐浴炉由插入式改成埋入式后,由于埋入后两电极之间的距离大,则电阻也大,在盐炉变压器输出保持原额定值时,炉温升不上去,甚至放在最高档也达不到输出功率。
对于单相盐浴炉,可以将盐炉变压器的二次绕组由原来的并联改为串联,使输出电压升高一倍,但应注意连接时极性不能接错。
而对于三相盐浴炉,只要将二次绕组由原来的三角形连接改成星形连接,输出电压就可提高√3倍。
以达到提高温度的目的。
热处理盐浴炉热处理盐浴炉
盐浴炉是采用熔盐作为加热介质的热处理设备,特点是结构简单,制造容易,加热速度快且均匀,工件氧化脱碳少,便于细长工件悬挂加热和局部加热。
盐浴炉广泛用于工件的淬火、正火加热、局部加热淬火、化学热处理、分级淬火和等温淬火、回火等。
盐浴炉按热源方式可分为内热式和外热式两种。
内热式以电极式盐浴炉应用最普遍;外热式接热源种类不同有电热式和燃料加热式两种,以电热式坩埚盐浴炉应用为多。
一、电极式盐浴炉
电极式盐浴炉是在井状炉膛内插入或在炉墙中埋入电极,并通以低压大电流的交流电,借助熔盐的电阻发热,使熔盐到达要求的温度,把熔盐中的工件加热。
其炉体结构简单、热效率高、工作温度范围广,坩埚尺寸可根据加热零件的具体尺寸及装炉量要求选定。
其炉温均匀,加热速度快,加热时氧化、脱碳不严重,目前应用较广。
其主要缺点是必须配备功率较大且需调压供电的盐浴炉专用变压器,坩埚制造和砌筑要求不漏盐,电极材料消耗量大,启动较麻烦,从熔化固体盐到可加热工件所需升温时间较长。
电极盐浴炉按增涡结构和电极布置方式,分为插入式和埋入式两大类。
(一)插入式电极盐浴炉
这类盐浴炉因插入电极,坩埚有效加热区减小,电极寿命短,耗电量大,已逐渐被埋入式电极盐炉取代。
坩埚形状和电极布置插入式电极盐浴炉的坩埚结构有方形、矩形、圆形、多边形等形状,电极布置方式有远置和近置之别。
长方形坩埚砌造容易,操作方便,应用最广。
其缺点是坩埚利用率小,有四个死角,电极本身占据了部分容积不能利用。
圆形坩埚利用率较高,但不易砌造。
六边形坩埚适用于三相电源,其三边拉长接近三角形者利用率较高。
特殊形状的坩埚主要是根据某一种零件的批量生产而专门设计制造。
电极布置方式,近置安装容易,电极间距一般为,用棒状电极可采用较低电压,并可形成强烈磁循环作用。
其缺点是,电极附近可吸引工件,容易产生打火烧伤工件。
电极对面温度较低,易于沉积凝固盐渣。
三极成直线布置时,电流不平衡。
为改善这种情况,有的加中性板,有的用三相四极,有的改为三角形排列,这样又使坩埚有效容积减小。
远置电极用板状电极电流通过大部分熔盐,炉温均匀,电极修理、更换方便,其缺点是电极间距大,常需较高电压,启动较难,电流通过工件易引起局部过热。
大型盐炉常采用综合布置方法,如
三相十二极布置。
结构特点和性能插入式电极盐浴炉一般采用砌筑坩埚,炉口安装抽风罩和移动炉盖。
这种盐浴炉结构简单,建造容易,也便于维修,其坩埚利用率小,安装功率偏低,抽风装置效果差,对工人健康不利。
长方形大型盐浴炉,沿坩埚长边一侧或两侧安装数对电极,三相供电,功率较大,有的达&。
常用的*和&三相六极中、低温盐浴炉,柑涡尺寸均为+,工作温度.*及'。
三相电极布置在一侧时,可用金属网将电极和工件隔开,以免吸引工件,致使工件接触电极而损坏。
这种大型盐浴炉的主要缺点是盐浴面散热损失较大,抽风效果较差。
(二)埋入式电极盐浴炉
埋入式电极盐浴炉是将电极埋在炉体内,其一个侧面与盐浴接触,以导电加热。
电极埋入方式有顶埋式与侧埋式两种。
顶埋式电极是将电极柄从炉顶插入炉体,再由下方与露于炉壁的电极相连。
这种方式不易漏盐,但电极制造与坩埚砌筑比较困难,电极柄和水平电极焊接相连较长,电压降及热损失较大。
侧埋式电极,以水平方向穿过坩埚壁,使其一个侧面与盐浴接触导电,电极制造简单,但熔盐易从电极入口处漏出。
一般都在入口处装设水冷却装置,使熔盐凝固,防止漏出。
埋入式电极在炉膛内的布置有垂置和平置之分。
垂置电极常成组安装在坩埚一侧,电极间距较小,有强烈磁流循环作用;平置电极常安装在坩埚底部附近侧壁,以使温度均匀,可克服炉底一侧结渣现象,其主要缺点是电极间距较大,需采用较高电压,坩埚宽度受到限制。
与插入式电极盐浴炉相比,埋入式电极盐浴炉的特点是:炉膛使用率高,热损失小,可节省电能与筑炉材料。
电极使用寿命长,可减少停炉时间。
炉温较均匀,有利于提高产品质量。
升温较迅速,启动时间较短。
其缺点是:电极位置固定,不能借改变电极间距调节炉子功率,对电极形状、尺寸和相对位置要求严格。
电极需装冷却水套,并与坩合结合在一起砌
造,结构复杂,制造、检修、更换都比较麻烦,甚至坩埚和电极一同报废。