第五章钢铁热处理
- 格式:doc
- 大小:486.50 KB
- 文档页数:14
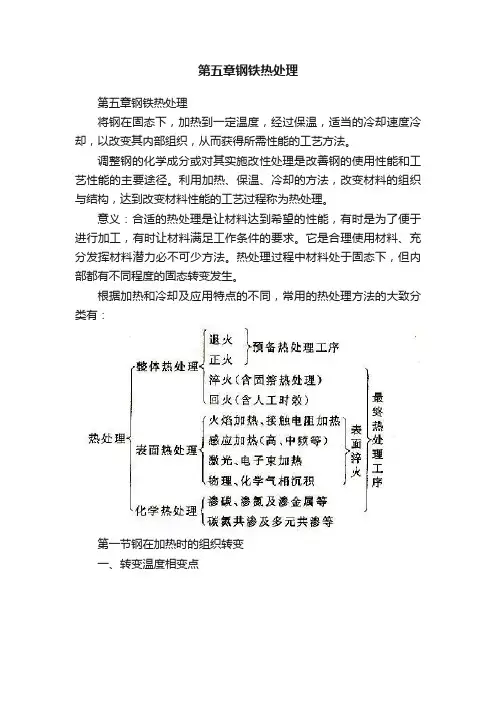
第五章钢铁热处理第五章钢铁热处理将钢在固态下,加热到一定温度,经过保温,适当的冷却速度冷却,以改变其内部组织,从而获得所需性能的工艺方法。
调整钢的化学成分或对其实施改性处理是改善钢的使用性能和工艺性能的主要途径。
利用加热、保温、冷却的方法,改变材料的组织与结构,达到改变材料性能的工艺过程称为热处理。
意义:合适的热处理是让材料达到希望的性能,有时是为了便于进行加工,有时让材料满足工作条件的要求。
它是合理使用材料、充分发挥材料潜力必不可少方法。
热处理过程中材料处于固态下,但内部都有不同程度的固态转变发生。
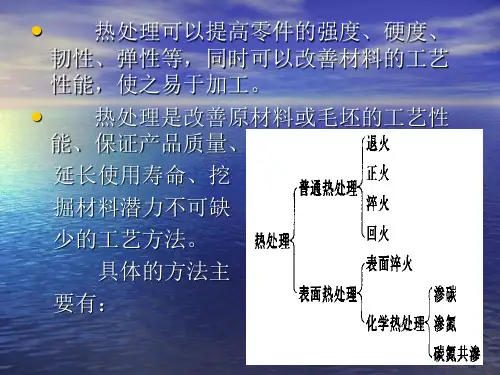
根据加热和冷却及应用特点的不同,常用的热处理方法的大致分类有:第一节钢在加热时的组织转变一、转变温度相变点二、奥氏体的形成过程及影响因素1、奥氏体形成的基本过程(1)奥氏体晶核的形成(2)奥氏体晶核的长大(3)剩余渗碳体的溶解(4)奥氏体晶核的均匀化1.奥氏体是同时消耗两相来长大;2.实际上总是铁素体先消失,随后残余渗碳体的溶解;3.奥氏体的均匀化,各处的碳浓度都达到平均成分,随后所含其它合金元素经扩散达到成分均匀;4.在铁素体和渗碳体的交界处形成奥氏体的核心;5.亚(过)共析钢中过剩相的溶解(温度达到AC3或Accm以上)。
2、影响奥氏体转变的因素(1)加热温度;(2)加热速度;(3)化学成分;(4)原始组织。
(二)影响奥氏体晶粒长大的因素1、加热温度2、化学成分1)保温温度愈高,保温时间长,奥氏体长大速度快,长大的时间多,晶粒变粗;2)原始组织,固相转变组织的遗传性,珠光体细小,奥氏体的晶粒也细小;片状比球状细小,非平衡组织往往也可得到细小的奥氏体晶粒。
3)合金元素(成分)①含碳量增加,奥氏体转变加快,生长时间多,奥氏体晶粒的长大倾向增加;②碳化物形成元素(Ti、V、Ta、Nb、Zr、W、Mo、Cr)和碳结合力强,阻碍碳的扩散可阻碍奥氏体晶粒生长;③不和碳作用而溶入基体元素(Si、Ni、Cu)对奥氏体晶粒生长无明显的影响;④Co、P、Mn 对奥氏体晶粒的长大有加速作用。


钢铁是怎样炼成的第五章批注第五章《钢铁如何炼制》1.钢铁炼制过程:钢铁炼制分为炼铁和轧制两部分。
炼铁是指将铁矿石加热到一定温度,使矿石中的氧化物脱除,并将熔铁充分浸渍碳,以熔铁的方式熔炼成铁的过程,而轧制则是将熔化钢铁冷却到一定温度,用压力或者剪切力,使其变成一定形状的板材或者其他各种造型钢铁产品的过程。
2.炼铁工艺:炼铁工艺主要由炉料破碎、焙烧、连续熔炼、连铸四个步骤组成。
在这四个步骤中,炉料破碎一般采用破碎机、粉碎机和磨机等机械设备破碎;焙烧是指将破碎的矿石加热到一定温度,使矿石中的氧化物熔化;连续熔炼将焙烧生成的橡精混合碳炉料按一定配比进行熔融,保证得到钢水中所含铁含量;连铸就是将熔化的钢铁浇入到铸模中,再加工成标准型号的产品。
3.轧制技术:轧制技术是将熔化钢铁冷却到一定温度,用压力或者剪切力,使其变成一定形状的板材或者其他各种造型钢铁产品的技术。
轧制技术有轧制、锻压、锻造、冷拔等多种,其中,轧制技术是最常用的,它有多种轧制方法,如热轧、冷轧、宽厚轧、弹性轧等,每种轧制技术都可以按照不同的要求获得不同的成品形状。
4.热处理工艺:热处理工艺是指对钢铁进行时效处理或者其他不同处理方法,以改变其组织结构,以达到改善物理性能和机械性能的目的。
热处理一般有正火、回火、淬火几种工艺,正火是在一定温度下,保持原钢的性能并增加屈服强度的处理;回火是将经正火处理的钢经过热处理后变软的处理;淬火则通过将钢火至一定温度,使得钢的抗拉强度提高。
5.钢水分级:钢水是由熔炼的钢铁混合着碳炉料,铁素体+碳化物+几何形状(颗粒),三部分组成,其中碳化物是赋予钢铁强度和韧性的原料,碳化物多添加,钢铁抗弯强度和塑性大,受冷变形小,耐热性强,但不韧性,反之反之。
所以,分级是根据碳化物形状和数量来确定,确定碳酸铁的品级,主要是根据钢水中碳化物的形状和大小,以保证钢筋的品质。
第五章钢的热处理热处理——固态下,通过加热、保温、冷却、改变组织得到所需性能的工艺方法。
•特点:在固态下,只改变工件的组织,不改变形状和尺寸•目的:改善材料的使用、工艺性能•基本过程:加热→保温→冷却•分类:1、普通热处理——退火、正火、淬火、回火2、表面热处理——表面淬火、化学热处理第一节钢在加热时的组织转变实际加热和冷却时的相变点:平衡时—— A1 A3 Acm加热时—— Ac1 Ac3 Accm冷却时—— Ar1 Ar3 Arcm一、奥氏体的形成加热工序的目的:得到奥氏体F + Fe3C → A结构体心复杂面心含碳量 0.0218 6.69 0.77共析钢奥氏体形成过程:1、形核(在 F / Fe3C相界面上形核)2、晶核长大(F→ A晶格重构,Fe3C溶解,C→ A中扩散)3、残余Fe3C溶解4、奥氏体均匀化保温工序的目的:得到成分均匀的奥氏体,消除内应力,促进扩散对亚共析钢: P + F → A + F → A对过共析钢: P + Fe3CⅡ→ A + Fe3CⅡ→ A二、奥氏体晶粒长大及其影响因素1、奥氏体晶粒度•晶粒度——晶粒大小的尺度。
•本质粗晶粒钢——长大倾向较大(Al脱氧)•本质粗晶粒钢——长大倾向较小(Mn,Si脱氧)2、影响奥氏体晶粒长大的因素(1)加热温度↑,保温时间↑→ A晶粒长大快(2)加热速度↑→ A晶粒细(3)加入合金元素→ A晶粒细(4)原始组织细→ A晶粒细第二节钢在冷却时的组织转变冷却方式:等温冷却和连续冷却。
45钢加热后,随冷却速度的增加,强度、硬度增加,但塑性、韧性降低。
冷却是热处理的关键,故必须研究奥氏体冷却过程的变化规律。
一、过冷奥氏体等温转变1、共析钢过冷奥氏体等温转变曲线(C曲线或TTT线)的建立•过冷奥氏体:在A1以下,未发生转变的不稳定奥氏体。
•孕育期——表示过冷A 的稳定程度•四个区域——奥氏体稳定区、过冷奥氏体区、转变产物区、转变区•三种转变类型:高温转变(A1~550℃):A → P中温转变(550~230℃):A → B低温转变(230℃以下):A → M2、过冷奥氏体等温转变产物的组织和性能(1)珠光体转变•珠光体组成:F 和 Fe3C 的机械混合物•形成特点:在固态下形核、长大是扩散型相变•形态:A1~650℃:珠光体 P 20HRc 片状650~600℃:索氏体 S(细P)…600~550℃:托氏体 T(极细P又称屈氏体)40HRc 球状—— Fe3C 呈球状•珠光体性能珠光体片越细→ HB↑,σb↑且δ↑,αk↑C%相同时,球状 P 比片状 P 相界面少→HB↓,σb↓,δ↑,αk↑(2)贝氏体转变•贝氏体组成:过饱和F 和碳化物的机械混合物•形成特点:在固态下形核、长大是半扩散型相变•形态:550~350℃:上贝氏体(B上)羽毛状组织塑性差40-45HRc 350℃~ Ms:下贝氏体(B下)针片状组织综合性能好45-50HRc过冷奥氏体在Ms点以下,A→M属连续冷却转变。
第五章钢铁热处理将钢在固态下,加热到一定温度,经过保温,适当的冷却速度冷却,以改变其内部组织,从而获得所需性能的工艺方法。
调整钢的化学成分或对其实施改性处理是改善钢的使用性能和工艺性能的主要途径。
利用加热、保温、冷却的方法,改变材料的组织与结构,达到改变材料性能的工艺过程称为热处理。
意义:合适的热处理是让材料达到希望的性能,有时是为了便于进行加工,有时让材料满足工作条件的要求。
它是合理使用材料、充分发挥材料潜力必不可少方法。
热处理过程中材料处于固态下,但内部都有不同程度的固态转变发生。
根据加热和冷却及应用特点的不同,常用的热处理方法的大致分类有:第一节钢在加热时的组织转变一、转变温度相变点二、奥氏体的形成过程及影响因素1、奥氏体形成的基本过程(1)奥氏体晶核的形成(2)奥氏体晶核的长大(3)剩余渗碳体的溶解(4)奥氏体晶核的均匀化1.奥氏体是同时消耗两相来长大;2.实际上总是铁素体先消失,随后残余渗碳体的溶解;3.奥氏体的均匀化,各处的碳浓度都达到平均成分,随后所含其它合金元素经扩散达到成分均匀;4.在铁素体和渗碳体的交界处形成奥氏体的核心;5.亚(过)共析钢中过剩相的溶解(温度达到AC3或Accm以上)。
2、影响奥氏体转变的因素(1)加热温度;(2)加热速度;(3)化学成分;(4)原始组织。
(二)影响奥氏体晶粒长大的因素1、加热温度2、化学成分1)保温温度愈高,保温时间长,奥氏体长大速度快,长大的时间多,晶粒变粗;2)原始组织,固相转变组织的遗传性,珠光体细小,奥氏体的晶粒也细小;片状比球状细小,非平衡组织往往也可得到细小的奥氏体晶粒。
3)合金元素(成分)①含碳量增加,奥氏体转变加快,生长时间多,奥氏体晶粒的长大倾向增加;②碳化物形成元素(Ti、V、Ta、Nb、Zr、W、Mo、Cr)和碳结合力强,阻碍碳的扩散可阻碍奥氏体晶粒生长;③不和碳作用而溶入基体元素(Si、Ni、Cu)对奥氏体晶粒生长无明显的影响;④Co、P、Mn对奥氏体晶粒的长大有加速作用。
4)加热速度速度快用的时间少,转变在较高温度,形核率高,最终晶粒尺寸较细小。
第二节钢在冷却时的组织转变一、过冷奥氏体的等温冷却转变过冷奥氏体:钢奥氏体化后,从高温冷却到A1以下,此时奥氏体并不立即转变,而处于热力学不稳定状态,把这种存在于A1温度以下暂未发生转变的不稳定奥氏体称为过冷奥氏体。
等温冷却:将钢迅速过冷到临界点(Ar1)以下某一温度,使奥氏体保持在该温度下进行转变。
连续冷却:将钢以某一固定速度不停顿地冷却(到室温),使奥氏体在连续降温的过程种转变。
(一)共析钢过冷奥氏体等温转变图的建立等温转变曲线;C曲线TTT曲线Temperature Time Transformation孕育期(二)过冷奥氏体转变产物的组织型态和性能1、珠光体型转变珠光体P索氏体S托氏体T2、贝氏体型转变BFe3C与含碳过饱和的铁素体的两相机械混合物上贝氏体550℃~350℃下贝氏体350℃~Ms3、马氏体转变碳在α-Fe中的过饱和间隙固溶体。
(1)、马氏体转变的特点一个温度范围速度极快无扩散不完全体积急剧膨胀(2)马氏体的形态及性能片状马氏体Wc>1.0%板条状马氏体Wc<0.2%(三)影响C曲线的因素1、含碳量2、合金元素3、加热温度和保温时间的影响二、过冷奥氏体的连续冷却转变图(一)共析钢的连续冷却转变图的建立(CCT)(二)连续冷却转变曲线(CCT)图的分析二、连续冷却转变CCT图与等温转变图TTT的比较三、第三节钢的整体热处理一、退火将钢加热到一定温度,保温一定时间,然后缓慢冷却的热处理工艺。
(一)完全退火与等温退火(二)球化退火(三)均匀化退火(扩散退火)(四)去应力退火和再结晶退火二、正火将钢加热至Ac3或Accm以上30~50℃,保温后在静止空气中冷却至室温的热处理工艺。
三、淬火将钢加热至Ac3或Ac1以上30~50℃,保温一定时间后,快速冷却的热处理工艺。
淬火:将钢加热到临界点以上,保温一定时间进行奥氏体化,然后快速冷却到Ms点以下,发生马氏体转变的热处理工艺,叫作“淬火”。
目的:钢的淬火组织主要是马氏体,可以提高钢的高硬度,保证高的耐磨性和承受高的接触应力。
虽然马氏体不是热处理所要得到的最终组织,但马氏体再经过适当的回火,可以得到需要的组织和使用性能,最终达到理想的热处理目的。
(一)淬火加热温度的选定淬火加热温度的确定应以获得晶粒细小、成分均匀的奥氏体为原则,以便得到细小的马氏体组织。
1、亚共析钢加热温度Ac3+(30~50)℃2、过共析钢加热温度Ac1+(30~50)℃(二)淬火加热时间的确定η=αKD理想的淬火冷却速度为了保证得到多的马氏体,冷却速度应该大于临界冷却速度Vk;为防止零件变形、开裂,冷却应慢一些。
所以理想的冷却速度如图,开始冷却可以慢一些,在快要发生组织转变时快冷,以躲开鼻子尖,随后又可以慢冷让马氏体转变慢慢的进行。
盐水、碱水10-15%的NaCl水溶液这是最强的冷却介质。
清水直接冷却和沸腾的蒸汽冷却,冷却能力也很强。
碱浴、硝盐浴熔融的氢氧化钠、硝酸盐、亚硝酸盐导热能力很强,在120-180℃以上的高温下有好的冷却能力。
矿物油冷却能力约为水的1/4-1/8,用于奥氏体较稳定钢,如大多数合金钢,可以有效防止零件的变形开裂。
(四)淬火方法1、单液淬火2、双介质淬火3、马氏体分级淬火4、贝氏体等温淬火5、深冷处理(五)淬火工件易出现的问题及其预防1、淬火后硬度不足或不均匀2、工件变形及开裂四、回火将淬火后的钢加热至Ac1以下某一温度,保温一定时间取出空冷或油冷的热处理工艺。
目的:消除应力,降低脆性;稳定工件尺寸;调整性能。
(二)回火的分类及应用1、低温回火(150~250)℃2、中温回火(350~500)℃3、高温回火(500~650)℃调质五、钢的淬透性与淬硬性1、淬透性与淬硬性的区别淬透性:钢件在淬火时能获得淬硬层深度淬硬性:钢件在正常淬火时获得马氏体组织所能达到的最高硬度。
2、影响淬透性的因素化学成分;淬火温度和保温时间3、淬透性的测定临界淬透直径法;末端淬透法4、淬透性的应用估算淬硬层深度;根据淬硬层深度选择材料第四节钢的表面热处理机械零件在服役时,常常要求表面与心部具有不同的力学性能,能更好的发挥材料的潜力作用。
例如在机械中常用的齿轮,表面承受巨大的接触应力,希望有高的硬度来提高其耐磨性和接触疲劳抗力,同时又要传递动力,齿部经受弯曲疲劳,要求材料有高的韧性,但一般材料当硬度高时韧性就差,然而若材料表面具有高硬度,心部有高的韧性就可以兼顾二者的需求,内燃机的曲轴也是同样的情况,传递动力且轴颈处耐磨。
达到材料表面和心部具有不同性能的方法可能多种,一种是相同的材料,表面和心部经过不同方式的热处理;另一种方法是通过改变材料表面成分的方法来达到具有不同的性能,以下分别介绍之。
一、表面淬火1、概述基本原理:首先对零件进行整体热处理,让零件心部达到要求的性能,例如轴、机床齿轮类先,进行调质,再利用快速加热的方法,只将工件的部分表层奥氏体化,然后淬火。
表面淬火不改变材料的化学成分,只表面获得马氏体组织,得到强化和硬化,心部组织并不发生变化,保持高的韧性。
(1)表面淬火工艺(2)表面淬火用钢(3)表面淬火加热方法2、感应加热表面淬火(1)感应加热的基本原理涡流(2)感应加热淬火的特点(3)表面淬火的技术条件第五节钢的化学热处理一、概述1、化学热处理慨念既改变表面组织,又改变表面化学成分的热处理。
2、化学热处理的基本过程二、滲碳1、渗碳的目的及用途2、渗碳用钢3、渗碳方法(1)气体渗碳法(2)固体渗碳法、化学热处理种类三、氮化(滲氮)锻造→退火→粗加工→调质→半精加工→去应力退火→粗磨→氮化→精磨或研磨四、碳氮共渗(氰化)五、常规表面热处理与化学热处理工艺的比较第六节铸铁的热处理一、普通灰铸铁的热处理1、去应力退火2、软化退火3、表面淬火二、球墨铸铁的热处理1、退火2、正火3、调质4、等温淬火第七节热处理与机械零件设计的关系一、热处理对零件结构形状的要求1、避免尖角、棱角2、避免厚薄相差悬殊3、采用对称、封闭结构4、采用组合结构二、热处理对切削加工工艺的要求1、合理安排冷热加工工序2、预留加工余量3、减小工件表面粗造度三、热处理技术条件的标注1、热处理技术条件代号及表示方法2、整体热处理零件的标注方法3、局部热处理的标注用T12钢制造的钢锉要求62~64HRC,其工艺路线为:下料→正火→球化退火→机加工→淬火→低温回火→校直第七章合金钢第一节合金钢的基本知识一、合金钢的分类及编号1、合金钢的分类2、合金钢的编号合金结构钢、两位数字+元素符号+数字+···18Cr2Ni4W 38CrMoAlA合金工具钢、一位数字+元素符号+数字+···9SiCr编号例外的钢GCr15 W18Cr4V Y12。