电极加工参数表
- 格式:xls
- 大小:387.00 KB
- 文档页数:11
Φ2 高速 \ \ \ \ \ \ \ \ 12000 1200 0.1 \ 同上 同上 同上 同上 同上 同上
Φ 1\ \ \ \ \ \ \ \ \
Φ1 高速 \ \ \ \ \ \ \ \ 600 0.05 \ 同上 同上 同上 同上 同上 同上
铜电极加工参数(2012-04-17)
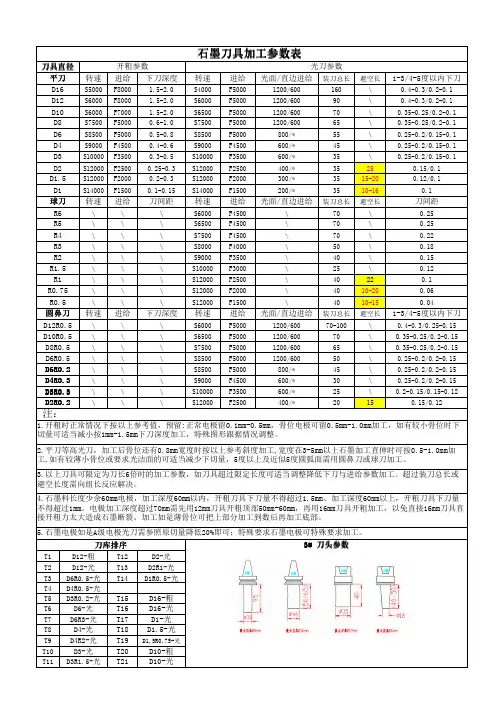
加工 加工 方式 参数 S 粗加 工 F Aa Ar S 半精 加工 F Aa Ar Aa Ar Aa Ar 精加 工 Aa Ar Aa Ar Aa 普通非外观模 具粗公电极 精密和外观模 具粗公电极 外观模具精公 电极 3R/工艺板 加工条件 Φ 26 飞刀 3500/3000 3000/5000 0.3/0.5 18 \ \ \ \ \ \ \ \ \ \ \ \ Φ 16 合金 6000 5000 0.5 11 3000 1000 8/0.1 0.2/8 3000 1000 8/0.1 0.05/8 同上 同上 同上 同上 同上 同上 Φ 12 合金 7500 5000 0.5 8.4 4000 1000 6/0.1 0.2/6 4000 1000 6/0.1 0.05/6 同上 同上 同上 同上 同上 同上 Φ8 高速 7500 4000 0.3 5.6 \ \ \ \ \ \ \ \ \ \ \ \ \ \
B6S 高速 \ \ \ \ \ \ \ \ 10000 3000 0.35 0.6 0.35 0.6 0.35 0.35 0.35 0.35
B4 高速 \ \ \ \ 10000 2400 0.28 0.55 10000 2000 0.28 0.5 0.28 0.5 0.28 0.28 0.28 0.28
B3 高速 \ \ \ \ 12000 1800 0.25 0.5 12000 1500 0.25 0.4 0.25 0.4 0.25 0.25 0.25 0.25
B1.5 高速 \ \ \ \ \ \ \ \ 12000 1000 0.15 0.35 0.15 0.3 0.15 0.15 0.15 0.15
加工方式 顺铣(优先环绕) 顺铣(优先环绕) \ 顺铣(优先环绕)
Φ6 高速 \ \ \ \ \ \ \ \ 3000 0.2 \ 同上 同上 同上 同上 同上 同上
Φ4 高速 \ \ \ \ 10000 1800 0.2 \ 2000 0.2 \ 同上 同上 同上 同上 同上 同上
Φ3 高速 \ \ \ \ \ \ \ \ 12000 1500 0.2 \ 同上 同上 同上 同上 同上 同上
B10 高速 \ \ \ \ \ \ \ \ 3000 0.45 0.75 0.45 0.75 0.45 0.45 0.45 0.45
加工方式
B8 高速 \ \ \ \ \ \ \ \ 10000 3000 0.4 0.7 0.4 0.7 0.4 0.4 0.4 0.4
B6L 高速 \ \ \ \ 10000 3000 0.35 0.7 10000 2000 0.35 0.6 0.35 0.6 0.35 0.35 0.35 0.35
普通非外观模具
精密模具 0.02 0.015 \ 0.002
外观模具 0.02 0.015 0.005 \
顺铣(优先环绕) 顺铣(优先环绕) 顺铣(优先环绕) 顺铣(优先环绕)
备注: 1、陡峭半精和精加工都按0.005计算,非陡峭半精和精加工按指定残高计算,半精余量不要超过0.05。 2、contour_area命令加工较陡处时开关应设置在“在部件上”。 3、侧刃光刀较薄直壁时应减少下刀量。 4、环绕铣加工时应注意第一刀刀间距。 5、要有去毛刺刀路。 6、薄壁筋位采用混合铣。
B1 高速 \ \ \ \ \ \ \ \ 12000 500 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
10000 10000
12000 10000
\ 普通非外观模 具精公电极 Ar \ 球刀加工步距以残余量作为标准:
加工工艺要求 半精加工 粗公精加工 精公精加工(抛) 精公精加工(不抛) 0.02 0.015 \ 0.005